一种应用于肉夹馍中速冻面团的制备工艺
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及肉夹馍速冻面团制备技术领域,具体涉及一种应用于肉夹馍中速冻面团的制备工艺。
背景技术
肉夹馍是陕西著名小吃,目前用于肉夹馍内的传统膜坯一般为白吉膜或潼关馍等。市场上用于制作陕西肉夹馍的传统馍胚白吉馍主要采用熟胚冷冻工艺,客户拿到馍胚后需要解冻并进行二次加热后才能制作肉夹馍;白吉馍采用熟胚冷冻的制作工艺存在的缺陷包括,制作完成后会使肉夹馍水分流失大,馍胚偏干,从而导致消费者对都夹馍口感的体验度差等问题。
发明内容
针对现有技术中的缺陷,本发明的目的在于提供一种应用于肉夹馍中速冻面团的制备工艺,能够提升肉夹馍口感,从而解决现有速冻白吉馍胚偏干、口感差等问题。
本发明采用的技术方案是:一种应用于肉夹馍中速冻面团的制备工艺,包括如下制备步骤;
S1.取面粉25kg、向面粉中添加单甘脂30g、食用碱25g、复配膨松剂185g、半干酵母65g和冷冻面团改良剂75g并搅拌均匀得到固体混合原料。
S2.向S1中得到的混合原料中添加食用猪油1300g、大豆油300g搅拌均匀得到固液混合原料。
S3.向S2中得到的固液混合原料添加10.8kg饮用水后搅拌得到面团坯。
S4.将S3中得到的面团坯放入醒发室,醒发温度为27℃,醒发湿度65-70%PH。
S5.使用压面机将经过醒发后的原料坯折叠压制8次。
S6.将折叠压制后的面团坯压制光滑后使用制剂设备制成105g的面剂,并将面剂醒制5min。
S7.取4个105g的标准面剂放置于拍馍机压制成型得到白吉馍坯。
S8.将压制好的白吉馍坯放置在烙花板上,通过烙制技术在白吉馍坯正反表面烙出铁圈虎背菊花心图案。
S9.将白吉馍坯送入速冻隧道速冻,其中速冻温度为-40℃以下,速冻35-40min。
S10.将S9中经过速冻后的白吉馍坯包装为成品。
本技术方案中,步骤1中添加的各类原料确保成品口感,包括在面团中添加食用碱能够控制面团醒发,并且抑制因醒发带来的面团发酸口感,从而确保成品口感;在面团中还添加了冷冻面团改良剂用于改变面粉面筋结构使面团通过冷冻后还能够二次醒发,保持面筋机构不受到破坏。配料中添加半干酵母用于冷冻面团,在≤-18℃还能保持酵母菌醒发活性,冷冻后不影响酵母菌二次发酵,有效解决肉夹馍水分流失大、馍胚偏干等问题,保持馍胚口感。
进一步地,在S2中,饮用水水温控制在21--23℃范围内进行搅拌。
进一步地,在S2中,饮用水水温控制在22℃进行搅拌。
进一步地,在S2中,固液混合原料添加饮用水搅拌时长为8min。
进一步地,在S4中,将原料坯放入醒发室的醒发时长为40min。
进一步地,在S8中得到的白吉馍坯规格为,重量105g、直径11.5cm、厚度0.7cm。
进一步地,所述面粉为高筋小麦粉。
进一步地,所述压面机包括压制盘和压制机构,所述压制盘传动连接有驱动轴,所述压制盘上设有若干环绕驱动轴布置并贯穿压制盘两端的处理腔;所述压制机构包括设于压制盘两端并相对布置的伸缩轴,其中一伸缩轴端面设有能够伸入处理腔并且具有弹性的连接轴,连接轴端部转动设有压制辊,另一伸缩轴端面设有截面呈锥形布置的压制块,两伸缩轴与驱动轴等高布置;所述压制盘两端设有相对布置的挤压气缸,挤压气缸的活塞连接有能够伸入处理腔的挤压块,所述挤压气缸位于压制盘对应驱动轴正下方;所述压制盘其中一端还设有推送气缸,所述推送气缸的活塞连接有能够伸入处理腔的推送板,所述推送气缸与伸缩轴等高布置。
进一步地,所述压制盘外侧还设有传输组件,所述传输组件包括进料仓和传输带,所述进料仓下端输出端设有一对间隔布置的挤压辊,所述传输带位于进料仓输出端下方,所述传输带位于压制盘对应驱动轴正上方,传输带的输出端与处理腔相对布置,所述传输带下方设有驱动传输台水平移动的传输台。
本发明的有益效果在于:本发明提供的工艺步骤中添加的各类原料确保成品口感,通过添加食用碱能够控制面团醒发,并且抑制因醒发带来的面团发酸口感,添加冷冻面团改良剂用于改变面粉面筋结构使面团通过冷冻后还能够二次醒发,保持面筋机构不受到破坏。还添加半干酵母用于冷冻面团,在低温环境下能保持酵母菌醒发活性,冷冻后不影响酵母菌二次发酵,有效解决肉夹馍水分流失大、馍胚偏干等问题,保持馍胚口感;具有较高的实用价值和推广价值。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
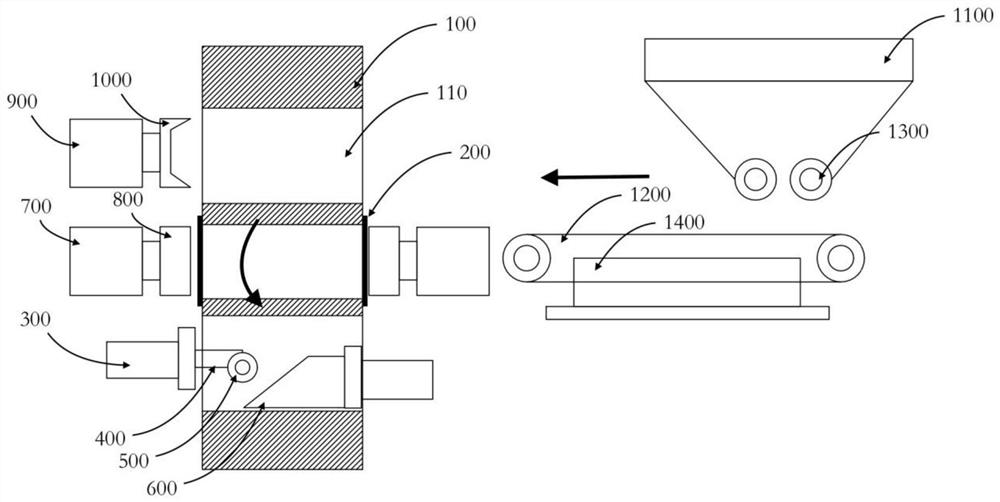
图1为本发明实施例二提供的应用于肉夹馍中速冻面团的制备工艺的压面机结构图。
附图标记;压制盘100、处理腔110、驱动轴200、伸缩轴300、连接轴400、压制辊500、压制块600、挤压气缸700、挤压块800、推送气缸900、推送板1000、进料仓1100、传输带1200、挤压辊1300、传输台1400。
具体实施方式
下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
实施例一
如图1所示,本发明实施例提供应用于肉夹馍中速冻面团的制备工艺,包括如下制备步骤;
步骤1.取面粉25kg、向面粉中添加单甘脂30g、食用碱25g、复配膨松剂185g、半干酵母65g和冷冻面团改良剂75g并搅拌均匀得到固体混合原料;本实施例中,面粉优先选用高筋小麦粉,步骤1中添加的各类原料确保成品口感,包括在面团中添加食用碱能够控制面团醒发,并且抑制因醒发带来的面团发酸口感,从而确保成品口感;在面团中还添加了冷冻面团改良剂用于改变面粉面筋结构使面团通过冷冻后还能够二次醒发,保持面筋机构不受到破坏。配料中添加半干酵母用于冷冻面团,在≤-18℃还能保持酵母菌醒发活性,冷冻后不影响酵母菌二次发酵,有效解决肉夹馍水分流失大、馍胚偏干等问题,保持馍胚口感。
步骤2.向步骤1中得到的混合原料中添加食用猪油1300g、大豆油300g搅拌均匀得到固液混合原料。
步骤3.向步骤2中得到的固液混合原料添加10.8kg饮用水后搅拌得到原料坯;在本步骤中,饮用水水温控制在21--23℃范围内进行搅拌,特别是当饮用水水温控制在22℃进行搅拌效果最佳;在搅拌操作中,固液混合原料添加饮用水搅拌时长为8min,经过充分搅拌后能够确保原料充分发酵。
步骤4.将步骤3中得到的面团坯放入醒发室,醒发温度为27℃,醒发湿度65-70%PH。经过醒发后的体积增至醒发前的两倍左右。在醒发阶段,采用上述温度与湿度,确保面团充分醒发。在实际应用中,将原料坯放入醒发室的醒发时长为40min。
步骤5.使用压面机将经过醒发后的面团坯折叠压制8次;经过压面机折叠压制后提高成品面剂口感。
步骤6.将折叠压制后的原料坯压制光滑后使用制剂设备制成105g的面剂,并将面剂醒制5min。
步骤7.取4个105g的标准面剂放置于拍馍机压制成型得到白吉馍坯。
步骤8.将压制好的白吉馍坯放置在烙花板上,通过烙制技术在白吉馍坯正反表面烙出铁圈虎背菊花心图案。
步骤9.将白吉馍坯送入速冻隧道速冻,其中速冻温度为-40℃以下,速冻35-40min,在实际应用中,为了提高速冻效率,面团单次速冻数量为100个,从而提高速冻效率和品质。
步骤10.将步骤9中经过速冻后的白吉馍坯包装为成品。本实施例中,包装的成品白吉馍坯规格为,重量105g、直径11.5cm、厚度0.7cm。
实施例二
本实施例提供一种适用于实施例一中制备工艺的压面机结构,该压面机能够用于连续压制面团,提高制作生产效率;其压面机包括压制盘100和压制机构,所述压制盘100传动连接有驱动轴200,所述压制盘100上设有若干环绕驱动轴200布置并贯穿压制盘100两端的处理腔110;所述压制机构包括设于压制盘100两端并相对布置的伸缩轴300,其中一伸缩轴300端面设有能够伸入处理腔110并且具有弹性的连接轴400,连接轴400端部转动设有压制辊500,另一伸缩轴端面设有截面呈锥形布置的压制块600,两伸缩轴与驱动轴200等高布置;所述压制盘100两端设有相对布置的挤压气缸700,挤压气缸700的活塞连接有能够伸入处理腔110的挤压块800,所述挤压气缸700位于压制盘100对应驱动轴200正下方;所述压制盘100其中一端还设有推送气缸900,所述推送气缸900的活塞连接有能够伸入处理腔110的推送板1000,所述推送气缸900与伸缩轴300等高布置。此外,所述压制盘100外侧还设有传输组件,所述传输组件包括进料仓1100和传输带1200,所述进料仓1100下端输出端设有一对间隔布置的挤压辊1300,所述传输带1200位于进料仓1100输出端下方,所述传输带1200位于压制盘100对应驱动轴200正上方,传输带1200的输出端与处理腔110相对布置,所述传输带1200下方设有驱动传输台1400水平移动的传输台1400。
通过上述设置,位于进料仓1100内待处理面团能够经过挤压辊1300挤压后传输至传输带1200上,传输带1200在传输台1400驱动下其端部伸入处理腔110内,将面团输入位于驱动轴200上方的处理腔110内,压制盘100在持续转动时,先通过压制辊500和压制块600反复压制,由于压制辊500连接的连接轴400具有弹性,能够在压制辊500接触时弯曲;压制盘100继续转动时,能够通过两挤压块800相互挤压,实现对面团的反复压制;当压制盘100继续转动时,可将面团转动至与推动气缸相对位置,通过气缸结构将其推出;通过上述操作实现对面团的连续输送和折叠压制操作,提高面团的生产制作效率。在实际应用中,各个机构运行采用PLC控制器进行控制,确保各个组件按照设定程序自动运行,从而提高效率。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。