口罩制备方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及医用防护领域技术领域,具体涉及一种口罩制备方法。
背景技术
市场上广泛使用的医用防护口罩结构上一般有折叠、横拉、罩杯式等,虽然可以满足过滤效率所要求的标准,但在密合度及佩戴舒适度上不能给人更好的佩戴体验,根本原因是一般产品使用金属鼻夹服帖于脸部和鼻部,在人体动态条件下,不能良好贴服于面部,导致口罩密合度较低,同时金属材质由于偏硬,对鼻梁处施加压力较大,整体佩戴舒适度较低。
相关技术中的口罩有在口罩本体的长度方向依次设置多个切口,然后通过固定带穿过多个切口以便实现口罩片与使用者面部的紧密贴合。但是这样的口罩片结构复杂,存在生产效率低的问题。
发明内容
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的实施例提出一种口罩制备方法,包括以下步骤:
获取口罩片,所述口罩片具有背离人体面部的外罩面和面向人体面部的内罩面,所述口罩片包括本体、从所述本体的上端翻向所述外罩面的上翻边和从所述本体的下端翻向所述外罩面的下翻边;
对所述上翻边进行切割以便在所述上翻边上形成多个切口,多个所述切口沿所述口罩片的长度方向排列,所述切口沿所述口罩片的厚度方向贯穿所述上翻边;
从所述上翻边上的第一个所述切口位置开始,使用引绳针依次从前一个所述切口的外侧向内侧穿入,然后从后一个所述切口的内侧向外侧穿出,直至从最后一个所述切口的内侧向外侧穿出,所述引绳针的长度大于所述口罩片的长度,所述引绳针的末端设有针孔;
将上固定带的一端穿入所述针孔,拉动所述引绳针使所述上固定带依次穿过多个所述切口。
根据本发明实施例的口罩制备方法具有制备效率高的优点。
在一些实施例中,对所述上翻边进行切割时在所述本体与所述上翻边之间设置有间隔件。
在一些实施例中,在所述上翻边上切割出多个所述切口后再对所述口罩片进行热合。
在一些实施例中,所述引绳针设置为扁条形,所述引绳针的四角均设置为弧线形。
在一些实施例中,所述引绳针的宽度与所述切口的宽度相匹配。
在一些实施例中,还包括以下步骤:将下固定带的一端穿入所述针孔,使用所述引绳针带动所述下固定带穿过所述本体与所述下翻边之间的穿孔。
在一些实施例中,还包括以下步骤:调整所述口罩片上的所述上固定带和所述下固定带的长度,直至所述上固定带和所述下固定带中的每一者在所述口罩片两端的长度大致等长;
使所述上固定带的左端在上调整夹的下方从所述上调整夹的穿孔穿过后向所述上调整夹的左侧折叠,使所述上固定带的右端在所述上调整夹的下方从所述上调整夹的所述穿孔穿过后向所述上调整夹的右侧折叠,然后闭合所述上调整夹;
使所述下固定带的左端在下调整夹上的下方从所述下调整夹的穿孔穿过后向所述下调整夹的左侧折叠,使所述下固定带的右端在所述下调整夹上的下方从所述下调整夹的所述穿孔穿过后向所述下调整夹的右侧折叠,然后闭合所述下调整夹。
在一些实施例中,所述上翻边、所述下翻边和所述本体中的每一者包括外层无纺布和内层无纺布,所述本体的所述外层无纺布和所述内层无纺布之间夹设有中层熔喷布。
在一些实施例中,还包括以下步骤:
将鼻夹安装于所述本体和所述上翻边之间,所述鼻夹上设有多个预留孔,多个所述预留孔与多个所述切口的一部分在所述口罩体的厚度方向上一一相对,所述引绳针穿过多个所述切口的所述一部分时,也穿过与所述切口相对的所述预留孔。
在一些实施例中,将所述鼻夹安装于所述本体和所述上翻边之间时,使用分布锥插入所述上翻边的第一个所述切口以便将所述上翻边和本体之间的侧边开口推开。
附图说明
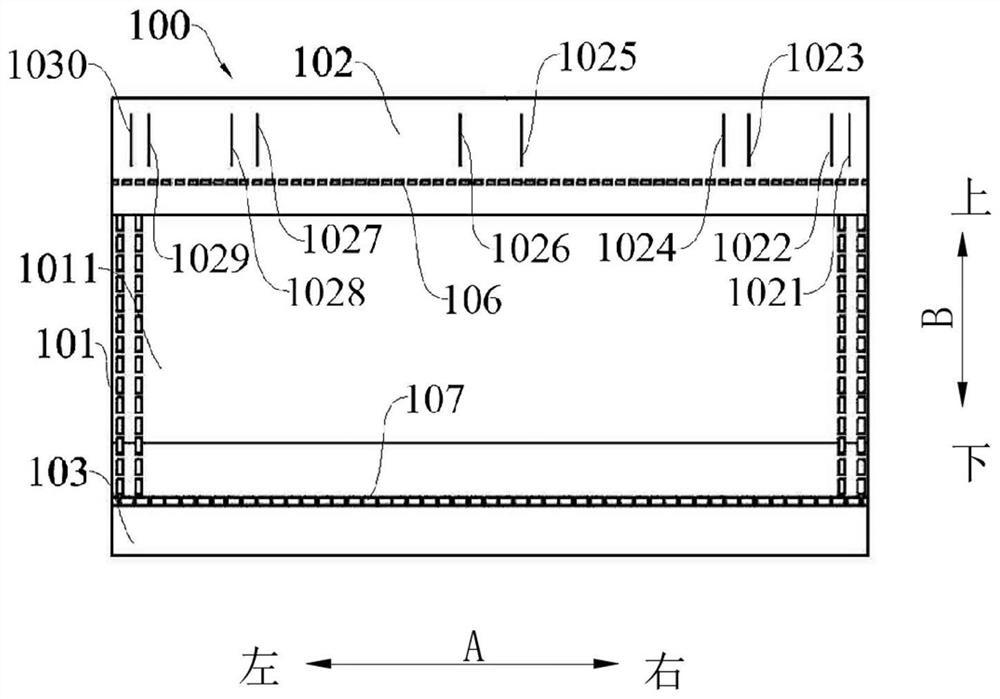
图1是根据本发明实施例的口罩片的外罩面的示意图。
图2是根据本发明实施例的口罩片的内罩面的示意图。
图3是根据本发明实施例的引绳针的示意图。
图4是根据本发明实施例的口罩片与引绳针配合的示意图。
图5是根据本发明实施例的上调整夹或下调整夹的立体打开示意图。
图6是根据本发明实施例的上调整夹或下调整夹的闭合示意图。
图7是根据本发明实施例的支撑片的示意图。
图8是根据本发明实施例的口罩的平面示意图。
图9是根据本发明实施例的口罩的剖视示意图。
图10是根据本发明实施例的鼻夹的示意图。
图11是根据本发明实施例的鼻夹在口罩片内安装的示意图。
附图标记:100、口罩片;101、本体;1011、外罩面;1012、内罩面;102、上翻边;1021、第一切口;1022、第二切口;1023、第三切口;1024、第四切口;1025、第五切口;1026、第六切口;1027、第七切口;1028、第八切口;1029、第九切口;1030、第十切口;103、下翻边;104、褶皱;105、中缝;106、上部热合线;107、下部热合线;1、内层无纺布;2、中层熔喷布;3、外层无纺布;4、上固定带;51、上调整夹;52、下调整夹;501、穿孔;502、第一夹板;503、第二夹板;504、第一台阶单元;505、倒齿;506、第二台阶单元;6、支撑片;61、开孔;7、鼻夹;71、第一预留孔;72、第二预留孔;73、第三预留孔;74、第四预留孔;75、第五预留孔;76、第六预留孔;8、下固定带;200、引绳针;201、针孔;202、首端;203、末端;300、口罩。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
下面结合图1-图11来描述根据本发明实施例的口罩制备方法。
如图1-图11所示,根据本发明实施例的口罩制备方法包括以下步骤:
获取口罩片100。如图1和图2所示,获取的该口罩片100具有背离人体面部的外罩面1011和面向人体面部的内罩面1012。该口罩片100包括本体101、从本体101的上端翻向外罩面1011的上翻边102和从本体101的下端翻向外罩面1011的下翻边103。
对上翻边102进行切割以便在上翻边102上形成多个切口。多个切口沿口罩片100的长度方向排列。切口沿口罩片100的厚度方向贯穿上翻边102。
从上翻边102上的第一个切口位置开始,使用引绳针200依次从前一个切口的外侧向内侧穿入,然后从后一个切口的内侧向外侧穿出,直至从最后一个切口的内侧向外侧穿出。引绳针200的长度大于口罩片100的长度。引绳针200的末端设有针孔201。
将上固定带4的一端穿入针孔201。拉动引绳针200使上固定带4依次穿过多个切口。
相关技术中在口罩片的多个切口中穿入上固定带没有专用的自动化设备,如果不借助辅助工具,工人手工也很难将上固定带穿入口罩片,导致此种口罩的生产效率低。
根据本发明实施例的口罩制备方法中,首先使引绳针200依次穿过多个切口。由于引绳针200具有一定的硬度,能够容易穿过多个切口。同时由于引绳针200的长度大于口罩片100的长度,当引绳针200整体穿过多个切口后,引绳针200的首端202和末端203均可以位于口罩片100之外,此时在引绳针200末端的针孔201中穿入上固定带4,拉动引绳针200的首端202能够一次使上固定带4穿过多个切口。由此借助引绳针200能够实现使上固定带4快速穿过多个切口,从而能够提高口罩300的制备效率。
另外,根据本发明实施例的口罩制备方法制备的口罩片100的切口仅设置在上翻边102上,从而能够使上固定带4不与人体面部直接接触,能够避免上固定带4与人体面部之间有间隙,进而不仅能够提高佩戴舒适度,而且能够使口罩片100的内罩面1012与人体面部的密合性更好。
因此,根据本发明实施例的口罩制备方法具有制备效率高、制备出的口罩300佩戴舒适度高和佩戴密合性好等优点。
下面参考图1-图11详细描述根据本发明实施例的口罩制备方法。
为了使本申请的技术方案更加容易被理解,下面以口罩片100的长度方向为左右方向、口罩片100的宽度方向为上下方向、口罩片100的厚度方向为前后方向为例进行描述。其中,左右方向如图1和图8中的箭头A所示,上下方向如图1、图8和图9中的箭头B所示,前后方向如图9中的箭头C所示。
根据本发明实施例的口罩制备方法包括以下步骤:
将布料按照无纺布、熔喷布、无纺布的顺序送入口罩机获取口罩片100。如图1和图2所示,获取的该口罩片100具有背离人体面部的外罩面1011和面向人体面部的内罩面1012。该口罩片100包括本体101、从本体101的上端翻向外罩面1011的上翻边102和从本体101的下端翻向外罩面1011的下翻边103。
对上翻边102进行切割以便在上翻边102上形成多个切口。多个切口沿口罩片100的长度方向(左右方向)排列。切口沿口罩片100的厚度方向(前后方向)贯穿上翻边102。
从上翻边102上的第一个切口位置开始,使用引绳针200依次从前一个切口的外侧向内侧穿入,然后从后一个切口的内侧向外侧穿出,直至从最后一个切口的内侧向外侧穿出。
具体地,如图1和图4所示,该口罩片100的上翻边102上从右到左依次设有第一切口1021、第二切口1022、第三切口1023、第四切口1024、第五切口1025、第六切口1026、第七切口1027、第八切口1028、第九切口1029和第十切口1030。引绳针200首先从第一切口1021的外侧向内侧穿入,然后引绳针200从第二切口1022的内侧向外侧穿出。然后引绳针200从第三切口1023的外侧向内侧穿入,然后引绳针200从第四切口1024的内侧向外侧穿出。然后引绳针200从第五切口1025的外侧向内侧穿入,然后引绳针200从第六切口1026的内侧向外侧穿出。然后引绳针200从第七切口1027的外侧向内侧穿入,然后引绳针200从第八切口1028的内侧向外侧穿出。然后引绳针200从第九切口1029的外侧向内侧穿入,然后引绳针200从第十切口1030的内侧向外侧穿出。
具体在多个切口中安装引绳针200时,用左手捏住口罩片100的上翻边102,右手捏住引绳针200的针尖上部,从第一切口1021的外侧向内侧穿入直至最后一个切口。
引绳针200的长度大于口罩片100的长度。引绳针200的末端设有针孔201。将上固定带4的一端穿入针孔201。拉动引绳针200使上固定带4首先从第一切口1021的外侧向内侧穿入,然后使上固定带4从第二切口1022的内侧向外侧穿出。然后使上固定带4从第三切口1023的外侧向内侧穿入,然后使上固定带4从第四切口1024的内侧向外侧穿出。然后使上固定带4从第五切口1025的外侧向内侧穿入,然后使上固定带4从第六切口1026的内侧向外侧穿出。然后使上固定带4从第七切口1027的外侧向内侧穿入,然后使上固定带4从第八切口1028的内侧向外侧穿出。然后使上固定带4从第九切口1029的外侧向内侧穿入,然后使上固定带4从第十切口1030的内侧向外侧穿出。即将上固定带4的左端带出口罩片100。
优选地,对上翻边102进行切割时在本体101与上翻边102之间设置有间隔件。也就是说,先在本体101与上翻边102之间设置间隔件,再对上翻边102进行切割以便得到多个切口。由此能够避免在上翻边102上切割切口时将口罩片100的本体101也切透。
优选地,在上翻边102上切割出多个切口后再对口罩片100进行热合。由于在热合前能够方便在口罩片100的上翻边102与本体101之间放置间隔件,由此能够方便加工切口,从而能够提高口罩300的制备效率。
如图3所示,引绳针200设置为扁条形。扁条形的引绳针200能够适应切口的形状,由此方便将各个切口撑开,从而能够方便使上固定带4从各个切口顺畅通过,进而能够进一步提升口罩300的制备效率。
引绳针200的四角均设置为弧线形。由此能够避免引绳针200损伤口罩片100,且能够使引绳针200的首端202便于从各个切口穿过。
如图3所示,引绳针200的宽度与切口的宽度相匹配。由此能够进一步保证引绳针200可靠将各个切口撑开,从而能够进一步方便使上固定带4从各个切口顺畅通过,进而能够进一步提高口罩300的制备效率。
如图4所示,根据本发明实施例的口罩制备方法还包括以下步骤:铺平口罩300,将下固定带8的一端穿入针孔201,使用引绳针200带动下固定带8穿过本体101与下翻边103之间的下穿孔(图中未示出)。由于引绳针200具有一定硬度,引绳针200能够方便穿入口罩片100的该下穿孔内,从而能够方便带动下固定带8穿入口罩片100的该下穿孔内,进而能够提高口罩300的制备效率。
需要说明的是,由于口罩300的下部热合线107使口罩片100的下翻边103的上部和本体101固定连接,所以口罩片100的下翻边103和本体101之间能够形成该下穿孔。
优选地,具体操作时,可以先使引绳针200穿过本体101和下翻边103之间的下穿孔,由于引绳针200的长度大于口罩片100的长度,引绳针200的首端202和末端203均可以位于口罩片100之外,此时在引绳针200末端203的针孔201中穿入下固定带8,拉动引绳针200的首端202能够一次使下固定带8穿过口罩片100的该下穿孔。由此能够实现下固定带8快速穿过口罩片100的该下穿孔,从而能够提高口罩300的制备效率。
将上固定带4和下固定带8穿入口罩片100后,调整口罩片100的各个切口和该下穿孔边缘无纺布,防止缅边。
如图5所示,根据本发明实施例的口罩制备方法还包括以下步骤:调整口罩片100上的上固定带4和下固定带8的长度,直至上固定带4和下固定带8中的每一者在口罩片100两端的长度大致等长。
使上固定带4的左端在上调整夹51的下方从上调整夹51的穿孔501穿过后向上调整夹51的左侧折叠,使上固定带4的右端在上调整夹51的下方从上调整夹51的穿孔501穿过后向上调整夹51的右侧折叠,然后闭合上调整夹51。使下固定带8的左端在下调整夹52的下方从下调整夹52的穿孔501穿过后向下调整夹52的左侧折叠,使下固定带8的右端在下调整夹52的下方从下调整夹52的穿孔501穿过后向下调整夹52的右侧折叠,然后闭合下调整夹52。
如图5所示,该上调整夹51和该下调整夹52的结构相同,上调整夹51和该下调整夹52中的每一者包括相互转动连接的第一夹板502和第二夹板503。第一夹板502和第二夹板503卡扣连接。第一夹板502上设有供需要连接的上固定带4和下固定带8穿入的穿孔501,若干第一台阶单元504设在第一夹板501的内侧且分别设置在上固定带4和下固定带8穿出的方向上。若干倒齿505设置于第一台阶单元504的台阶上。倒齿505的齿尖朝向上固定带4和下固定带8的穿出方向。若干第二台阶单元506设在第二夹板502上且与第一台阶单元504配合以压紧上固定带4和下固定带8。
拉动上固定带4(下固定带8)的端部,方便佩戴者调节上固定带4(下固定带8)整体的长短,以适应于不同人群。调整上固定带4(下固定带8)时无需打开上调整夹51(下调整夹)即可实现操作。同时倒齿505的设置能够保证上固定带51(下固定带52)向穿出上调整夹51(下调整夹52)的方向拉伸时的用力小于反向拉伸时的用力,更方便佩戴人员拉动上固定带4(下固定带8)的端部调整到合适的松紧程度。同时避免上固定带4(下固定带8)反向松脱,有利于保证佩戴者佩戴口罩300的紧密性。
在上固定带4(下固定带8)上安装上调整夹51(下调整夹52)后,整理上调整夹51(下调整夹52)两端的上固定带4(下固定带8),让上调整夹51(下调整夹52)处于口罩片100中间位置。
如图7和图9所示,完成上调整夹51(下调整夹52)安装后,安装支撑片6。支撑片6的中部设有开孔61,以便于呼吸。
口罩片100的本体101的中部设有褶皱部104,褶皱部104内形成有空腔。褶皱部104在本体101的内罩面1021中部形成有与空腔对应的中缝105,可以将支撑片6从该中缝105装入褶皱104形成的空腔内。由此使支撑片6装配简单。完成后整理铺平口罩300,口罩300装配工序完成,进行包装储运。
支撑片6的材质由热塑性树脂、热固性树脂、弹性体和橡胶中一种或几种复合而成。由此能够保证支撑片6的柔性,从而使口罩300能够提供较为舒适的佩戴体验。
如图9所示,上翻边102、下翻边103和本体101中的每一者包括外层无纺布3和内层无纺布1。本体101的外层无纺布3和内层无纺布1之间夹设有中层熔喷布2。由于仅在口罩片100本体的外层无纺布3和内层无纺布1之间设置熔喷布2,就能满足口罩300的过滤要求,所以不在上翻边102和下翻边103中设置熔喷布3层能够减少熔喷布2的用量,从而能够降低口罩300的制备成本。
优选地,根据本发明实施例的口罩制备方法还包括以下步骤:
将鼻夹7安装于本体101和上翻边102之间。鼻夹7上设有多个预留孔。多个预留孔与多个切口中的一部分切口在口罩300体的厚度方向上一一相对。引绳针200穿过多个切口中的该一部分切口时,也穿过与该切口相对的预留孔。从而使鼻夹7能够与上固定带4紧密配合,促使口罩300体四周与人体面部形成动态密合,提供使用者较为密合的防护环境。
具体地,如图10和图11所示,该鼻夹7上从右到左依次设有第一预留孔71、第二预留孔72、第三预留孔73、第四预留孔74、第五预留孔75、第六预留孔76。第一切口1021与第一预留孔71在口罩300体的厚度方向上相对。第二切口1022与第二预留孔72在口罩300体的厚度方向上相对。第五切口1025与第三预留孔73在口罩300体的厚度方向上相对,第六切口1026与第四预留孔74在口罩300体的厚度方向上相对。第九切口1029与第五预留孔75在口罩300体的厚度方向上相对,第十切口1030与第六预留孔76在口罩300体的厚度方向上相对。
引绳针200首先从第一切口1021的外侧向内侧穿入并同时穿过第一预留孔71,然后引绳针200从第二预留孔72的内侧向外侧穿出并同时穿过第二切口1022。然后引绳针200从第三切口1023的外侧向内侧穿入,然后引绳针200从第四切口1024的内侧向外侧穿出。然后引绳针200从第五切口1025的外侧向内侧穿入并同时穿过第三预留孔73,然后引绳针200从第四预留孔74的内侧向外侧穿出并同时穿过第六切口1026。然后引绳针200从第七切口1027的外侧向内侧穿入,然后引绳针200从第八切口1028的内侧向外侧穿出。然后引绳针200从第九切口1029的外侧向内侧穿入并同时穿过第五预留孔75,然后引绳针200从第六预留孔76的内侧向外侧穿出并同时穿过第十切口1030。
具体地,鼻夹7的材质由热塑性树脂、热固性树脂、弹性体和橡胶中一种或几种复合而成。由此能够保证鼻夹7的柔性,从而使口罩300能够提供较为舒适的佩戴体验。
优选地,将鼻夹7安装于口罩片100的本体101和上翻边102之间时,使用分布锥插入上翻边102的第一切口1021以便将上翻边102和本体101之间的侧边开口推开。
需要说明的是,由于口罩片100的上部热合线106使口罩片100的上翻边102的下部和本体101固定连接,所以在口罩片100上的上翻边102和本体101之间能够形成上穿孔,从而能够在该上穿孔的右端部形成上翻边102和本体101之间的侧边开口。
使用分布锥辅助推开上翻边102和本体101之间的侧边开口,能够方便将鼻夹7插入到口罩片100的本体101和上翻边102之间,从而能够进一步提高口罩300的制备效率。
综上,根据本发明实施例的口罩制备方法通过折片模切热合、安装上固定带4和下固定带8、安装上调整夹51和下调整夹52等工序完成口罩300成品制备,通过上述工艺制备的口罩300,在佩戴过程中,通过调整上固定带4和下固定带8,能够使鼻夹7与上固定带4紧密配合,促使口罩300体四周与人体面部形成动态密合,提供使用者较为密合的防护环境。同时柔性的鼻夹7提供较为舒适的佩戴体验,减少了口罩300佩戴过程中,鼻夹7对鼻梁处的压迫感。即根据本发明实施例的口罩制备方法制备的口罩300在满足医用防护标准的同时,能够口罩300生产效率较高,较易满足市场需要。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本发明中,术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。