卡扣带、带卡扣带的容器以及带卡扣带的容器的制造方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及卡扣带、带卡扣带的容器以及带卡扣带的容器的制造方法。
背景技术
以往,在带卡扣带的袋的制造中将卡扣带与袋主体接合的工序中,采用使用被称为板(或间隔件)的金属板一边对卡扣带进行引导一边进行加热压接的方法。在专利文献1中记载有防止将卡扣带热封于膜时卡扣带熔接于间隔件的技术。这样的板通常具有约1.1mm以上的厚度,为了减少板通过时的阻力,卡扣带的间隔被设计为超过1.1mm。
现有技术文献
专利文献
专利文献1:日本特开平10-297653号公报
发明内容
但是,若考虑到防止卡扣带的端部的压扁加工引起的针孔的产生、或捆扎所制造的带卡扣带的袋时的处理性,则优选使卡扣带薄型化。然而,如上所述,由于制造工序上的制约,卡扣带的间隔、即卡合部卡合时的卡扣带的间隔超过1.1mm,其结果是,薄型化存在极限。
因此,本发明的目的在于,提供与以往相比能够使卡扣带薄型化的卡扣带、带卡扣带的容器以及带卡扣带的容器的制造方法。
用于解决课题的方案
[1]一种卡扣带,其中,该卡扣带具备:第一构件,其包括第一基部条片、及从第一基部条片突出的第一卡合部;以及第二构件,其包括第二基部条片、及从第二基部条片突出并能够与第一卡合部卡合的第二卡合部,第一基部条片与第二基部条片相互对置且第一卡合部与第二卡合部相互卡合时的第一构件与第二构件之间的最小间隔为1.1mm以下。
[2]在[1]所记载的卡扣带的基础上,第一基部条片及第二基部条片分别包括:第一部分,其包括供第一卡合部或第二卡合部突出的面;以及第二部分,其包括与第一卡合部或第二卡合部相反的一侧的面,形成第一部分的第一树脂组合物的熔点比形成第二部分的第二树脂组合物的熔点高。
[3]在[2]所记载的卡扣带的基础上,第一树脂组合物的主要成分是聚丙烯,第二树脂组合物的主要成分是聚乙烯。
[4]在[2]或[3]所记载的卡扣带的基础上,第一部分的厚度为100μm以上,第二部分的厚度为5μm以上,第一基部条片及第二基部条片各自的厚度为105μm以上。
[5]在[1]~[4]中任一项所记载的卡扣带的基础上,第一构件具有在与第一卡合部相同的一侧的面形成的第一肋,第二构件具有在与第二卡合部相同的一侧的面形成的第二肋,第一基部条片与第二基部条片相互对置且第一卡合部与第二卡合部相互卡合时的第一肋与第二肋之间的最小间隔为1.1mm以下。
[6]在[1]~[5]中任一项所记载的卡扣带的基础上,第一基部条片及第二基部条片具有在与第一卡合部或第二卡合部相反的一侧的面形成的厚壁部。
[7]在[6]所记载的卡扣带的基础上,厚壁部在第一基部条片及第二基部条片的宽度方向端部以外以比第一基部条片及第二基部条片的宽度的一半小的宽度形成。
[8]一种带卡扣带的容器,其具备:[1]~[7]中任一项所记载的卡扣带;以及容器主体,其具有接合第一基部条片的第一面、及接合第二基部条片的第二面。
[9]在[8]所记载的带卡扣带的容器的基础上,第一卡合部是阴型卡合部,第二卡合部是阳型卡合部,卡扣带以同在第一面与第二面之间形成的收纳空间相接的方式配置,第一基部条片相对于第一卡合部而在收纳空间侧不与第一面接合,相对于第一卡合部而在与收纳空间相反的一侧与第一面接合。
[10]在[8]或[9]所记载的带卡扣带的容器的基础上,容器主体为袋状。
[11][一种带卡扣带的容器的制造方法,其是[8]~[10]中任一项所记载的带卡扣带的容器的制造方法,其中,在将卡扣带夹插于容器主体的内侧并将第一基部条片及第二基部条片分别与第一面及第二面接合的工序中,在第一基部条片与第二基部条片之间不夹插板。
根据上述的结构,与以往相比,能够使卡扣带薄型化。由此,例如容易防止在带卡扣带的袋中由于对卡扣带的端部进行压扁加工而引起的针孔的产生,并且,捆扎带卡扣带的袋时的体积高度降低,从而处理性提高。
附图说明
图1是具备本发明的一实施方式的卡扣带的带卡扣带的袋的剖视图。
图2是用于对卡合部的突出高度的测定方法进行说明的图。
图3是现有的带卡扣带的袋的剖视图。
图4是用于对基部条片的结构例进行说明的图。
图5是用于对基部条片的另一结构例进行说明的图。
图6是用于对基部条片的又一结构例进行说明的图。
图7是用于对基部条片的再一结构例进行说明的图。
图8是用于对本发明的一实施方式的变形例进行说明的图。
具体实施方式
以下,参照附图对本发明的优选的实施方式进行详细说明。需要说明的是,在本说明书以及附图中,对具有实质上相同的功能结构的构成要素标注相同的附图标记,并省略重复的说明。
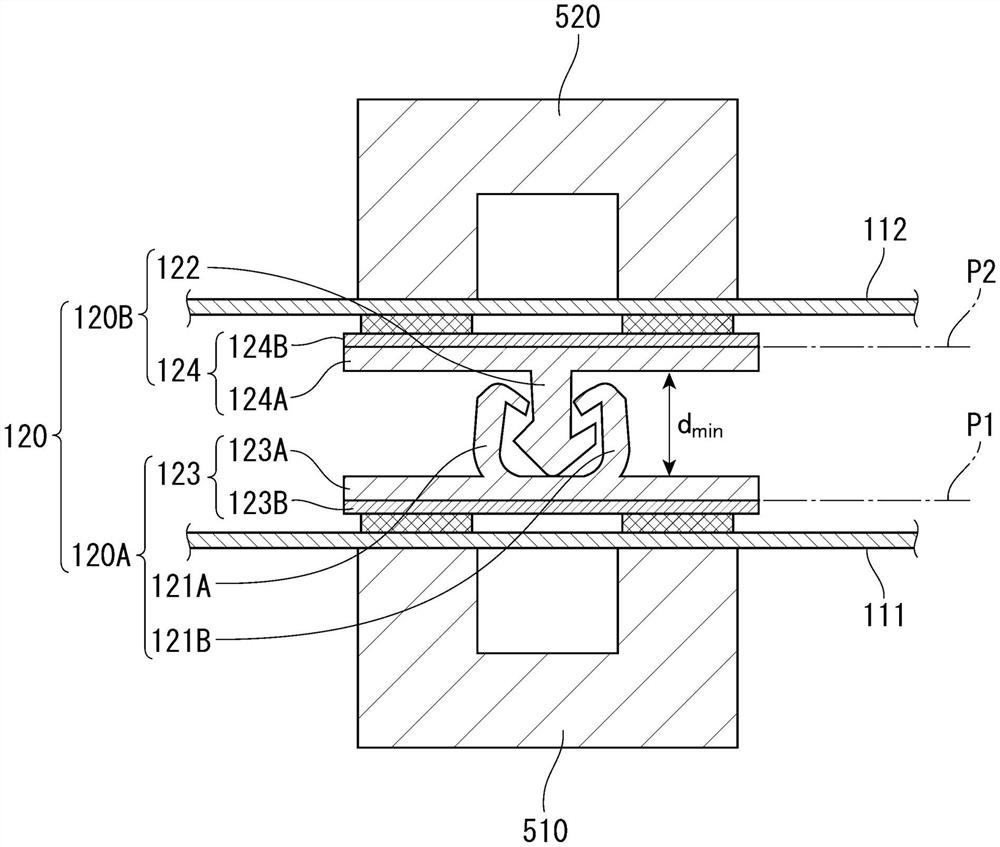
图1是具备本发明的一实施方式的卡扣带的带卡扣带的袋的剖视图。本实施方式的带卡扣带的袋包括构成袋主体的第一面111和第二面112、以及卡扣带120。卡扣带120包括能够相互卡合的阴型卡合部121A、121B和阳型卡合部122、以及基部条片123、124。在以下的说明中,也将包括阴型卡合部121A、121B以及基部条片123的部分称为阴侧构件120A(第一构件),将包括阳型卡合部122以及基部条片124的部分称为阳侧构件120B(第二构件)。在图1中也示出在制造带卡扣带的袋时使用的密封杆510、520。卡扣带120的基部条片123使用密封杆510而与袋主体的第一面111接合,基部条片124使用密封杆520而与袋主体的第二面112接合。
在上述那样的卡扣带120中,基部条片123与基部条片124相互对置,阴型卡合部121A、121B与阳型卡合部122相互卡合时的阴侧构件120A与阳侧构件120B之间的最小间隔d
第一面111以及第二面112例如由单层或多层的热塑性树脂膜形成。热塑性树脂具体而言可以是低密度聚乙烯(LDPE)、直链状低密度聚乙烯(LLDPE)或聚丙烯(PP)。PP可以是均聚丙烯(HPP)、无规聚丙烯(RPP)或嵌段聚丙烯(BPP)。在袋主体由多层的膜形成的情况下,表基材可以使用双轴拉伸聚丙烯(OPP)、双轴拉伸聚对苯二甲酸乙二醇酯(OPET)或双轴拉伸尼龙(ONy)。它们并不限于源自化石燃料的树脂,也可以是顾及到环境的生物塑料,也可以将源自化石燃料的树脂与生物塑料并用。另外,形成袋主体的膜可以包含通过铝蒸镀、铝箔的层叠等形成的无机材料的层。
卡扣带120例如是通过聚烯烃系树脂的挤出成形而形成的长条状的构件,配置在袋主体的第一面111与第二面112之间而与收纳空间相接。卡扣带120例如由聚烯烃系树脂形成。更具体而言,卡扣带120可以由低密度聚乙烯(LDPE)、直链状低密度聚乙烯(LLDPE)或聚丙烯(PP)形成。PP可以是均聚丙烯(HPP)、无规聚丙烯(RPP)或嵌段聚丙烯(BPP)。它们并不限于源自化石燃料的树脂,也可以是顾及到环境的生物塑料,也可以将源自化石燃料的树脂与生物塑料并用。作为生物塑料,例如可以列举出使用源自植物的原料的生物聚乙烯、或生物聚丙烯。可以使形成卡扣带120的树脂组合物中的一部分采用上述那样的生物塑料,也可以全部采用生物塑料。对于卡扣带120的材料而言,也可以根据需要添加公知的添加剂,例如稳定剂、防氧化剂、润滑剂、抗静电剂或着色剂等。
图2是用于对卡扣带的构件间的最小间隔的测定方法的例子进行说明的图。在图示的例子中,基部条片123、124的厚度相对于宽度方向而言并不均匀,但在这样的情况下,能够也将基部条片123、124设为沿着一对基准平面P1、P2延伸的状态,并作为相对于基准平面P1、P2垂直的方向上的距离而测定最小间隔d
在此,在图3所示的现有的带卡扣带的袋体的情况下,在将卡扣带120P的基部条片123P、124P分别与袋主体的第一面111以及第二面112接合时,在夹插于袋主体的内侧的卡扣带120的基部条片123P、124P之间夹插有厚度d
在本实施方式中,如图1所示,在将卡扣带120的基部条片123、124分别与袋主体的第一面111以及第二面112接合的工序中,在基部条片123、124之间不夹插板,因此能够将阴型卡合部121A、121B与阳型卡合部122相互卡合时的阴侧构件120A与阳侧构件120B之间的最小间隔d
需要说明的是,在上述的例子中,为了容易进行密封杆510、520的温度的调节,例如优选使第一树脂组合物的熔点比第二树脂组合物的熔点高。该情况下的熔点的温度差例如为3℃以上,优选为5℃以上,更优选为10℃以上,进一步优选为15℃以上。对于温度差的上限没有特别限定,大约为90℃以下。另外,第一树脂组合物以及第二树脂组合物的具体成分没有特别限定,但作为一例,可以将第一树脂组合物的主要成分设为聚丙烯,将第二树脂组合物的主要成分设为聚乙烯。在该情况下,优选使用直链状低密度聚乙烯。在此,树脂组合物的主要成分是指形成单层的树脂组合物的整体、或多层的树脂组合物的各层的树脂成分中含有率最多的树脂成分。并不限于上述的例子,例如也可以将第一树脂组合物的主要成分设为直链状低密度聚乙烯,将第二树脂组合物的主要成分设为密度比第一树脂组合物更低的直链状低密度聚乙烯。或者,也可以将第一树脂组合物的主要成分设为聚乙烯,将第二树脂组合物的主要成分设为乙烯乙酸乙烯酯(EVA)。形成与卡合部相反的一侧的面的树脂组合物(在上述的例子中为第二树脂组合物)的熔点优选为110℃以下,更优选为105℃以下,进一步优选为100℃以下。对于熔点的下限没有特别限定,大约为60℃以上。
另外,基部条片123、124可以包括第一部分123A、124A以及第二部分123B、124B以外的部分。例如,在上述的例子中,各个基部条片由第一以及第二部分这两层构成,但在其他例子中,基部条片也可以由三层以上构成。例如,通过使形成阴型卡合部121A、121B以及阳型卡合部122的树脂组合物的熔点比第一树脂组合物的熔点低,在进行制袋时,端部的压扁性提高,能够抑制由于针孔等而产生与外部的泄漏的缺陷。需要说明的是,卡扣带120例如通过第一以及第二树脂组合物的共挤出成形而形成,但并不限于以下情况:由于第一部分123A、124A与第二部分123B、124B之间的界面在密封时熔融,而能够在带卡扣带的袋的制造后明确地识别第一部分123A、124A和第二部分123B、124B。
通过将第一部分123A、124A、第二部分123B、124B各自的厚度、以及基部条片123、124的整层厚度设为以下说明的规定的范围,也能够防止向第一面111以及第二面112密封时的基部条片123与基部条片124之间的熔敷。
具体而言,第一部分123A、124A各自的厚度例如为100μm以上,优选为110μm以上,更优选为120μm以上。另外,第一部分123A、124A各自的厚度例如为600μm以下,优选为350μm以下,更优选为320μm以下。需要说明的是,第一部分123A、124A各自的厚度包含后述的肋那样的突出部的高度,并不包含卡合部121A、121B、122的高度。需要说明的是,肋的高度例如为50μm以上,优选为70μm以上,更优选为80μm以上。另外,肋的高度例如为500μm以下,优选为350μm以下,更优选为200μm以下。
另一方面,从后述的密封性的观点出发,第二部分123B、124B各自的厚度例如为5μm以上,优选为10μm以上,更优选为20μm以上。另外,第二部分123B、124B各自的厚度例如为100μm以下,优选为80μm以下,更优选为60μm以下。需要说明的是,第二部分123B、124B各自的厚度包含后述的厚壁部那样的突出部的高度。
包括第一部分123A、124A以及第二部分123B、124B的基部条片123、124的整层厚度例如为105μm以上,优选为110μm以上,更优选为120μm以上。另外,包括第一部分123A、124A以及第二部分123B、124B的基部条片123、124的整层厚度例如为700μm以下,优选为400μm以下,更优选为350μm以下。需要说明的是,包括第一部分123A、124A以及第二部分123B、124B的基部条片123、124的整层厚度包含后述的肋、厚壁部那样的突出部的高度,并不包含卡合部121A、121B、122的高度。
此外,在如上述那样在将基部条片123、124分别与第一面111以及第二面112接合的工序中不夹插板的情况下,与将基部条片123、124夹入密封杆510、520与板之间的情况相比,存在接合不充分的可能性。对此,例如,能够通过将构成密封层的第二部分123B、124B各自的厚度设为上述那样的范围来提高密封性,由此进行应对。具体而言,第二部分123B、124B各自的厚度例如为5μm以上,优选为10μm以上,更优选为20μm以上。另外,第二部分123B、124B各自的厚度例如为100μm以下,优选为80μm以下,更优选为60μm以下。由此,即使在例如以使密封时的基部条片123、124的温度比第一树脂组合物的熔点低的方式将密封杆510、520的温度调节为比较低的温度的情况下,也能够可靠地将基部条片123、124与第一面111以及第二面112接合。
在以上说明的本发明的一实施方式中,在卡扣带120中,阴型卡合部121A、121B与阳型卡合部122相互卡合时的阴侧构件120A与阳侧构件120B之间的最小间隔d
需要说明的是,对于形成于卡扣带120的卡合部而言,在图示的例子中形成有阴型卡合部121A、121B以及阳型卡合部122,但并不限于图示的例子,能够采用组合了爪状、钩状或瘤状等的公知的各种卡扣带的卡合部的形状。另外,在图示的例子中形成有一对阴型卡合部121A、121B以及阳型卡合部122,但也可以形成两对以上的卡合部。在该情况下,也可以分别配置一对以上的形状不同的卡合部(例如阳型、阴型以及钩型),也可以配置两对以上的相同形状的卡合部(例如阳型以及阴型)。
图4是用于对基部条片的结构例进行说明的图。需要说明的是,在图4中仅图示出卡扣带中的包括阳型卡合部122以及基部条片124的阳侧构件120B,但包括阴型卡合部121A、121B以及基部条片123的阴侧构件120A也能够采用相同的结构。在图4所示的例子中,在基部条片124的与阳型卡合部122相反的一侧的面形成有厚壁部125A、125B。这些厚壁部在基部条片124的宽度方向(图中的左右方向)端部以外以比基部条片124的宽度的一半小的宽度形成,是相对于不是厚壁部的部分(以附图标记127表示)而相对突出的部分。通过形成这样的厚壁部,在密封时,基部条片124与第二面112的接触稳定,例如能够以更低的密封杆510、520的温度进行稳定的密封。另外,通过在厚壁部中确保密封所需的厚度,而在不是厚壁部的部分中将基部条片减薄,能够削减基部条片的树脂量。
另外,在图4的例子中,在厚壁部125A、125B中,在基部条片124的宽度方向两侧形成有倾斜面128A、128B。通过将厚壁部125A、125B的两侧设为倾斜面128A、128B,能够维持密封时的基部条片124与第二面112的稳定的接触,并且,能够防止空气残留于厚壁部之间的部分(以附图标记127表示)从而在密封后产生气泡的情况。形成于厚壁部125A的顶部的槽部126被用作用于识别卡扣的朝向的记号,但其并不是必需的。
图5以及图6是用于对基部条片的其他结构例进行说明的图。需要说明的是,在图5以及图6中仅图示出卡扣带中的包括阳型卡合部122以及基部条片124的阳侧构件120B,但包括阴型卡合部121A、121B以及基部条片123的阴侧构件120A也能够采用相同的结构。在图5所示的例子中,在基部条片124的与阳型卡合部122相反的一侧的面形成有厚壁部125A、125B、125C、125D。这些厚壁部形成于基部条片124的宽度方向(图中的左右方向)端部以外,是相对于不是厚壁部的部分(以附图标记127表示)而相对突出的部分。厚壁部125A~125D的顶部可以如图示的例子那样呈皿状凹陷。形成于厚壁部125A、125B之间的凸部129被用作用于识别卡扣的朝向的记号,但其并不是必需的。
在图6所示的例子中,在基部条片124的与阳型卡合部122相反的一侧的面形成有厚壁部125A、125B、125C、125D、125E。这些厚壁部形成于基部条片124的宽度方向(图中的左右方向)端部以外,是相对于不是厚壁部的部分(以附图标记127表示)而相对突出的部分。厚壁部125A~125E的顶部与图5的例子不同,是平坦的。通过形成上述的图5以及图6的例子那样的厚壁部,能够在密封时使基部条片124与第二面112的接触稳定。通过形成这样的厚壁部,能够在密封时使基部条片124与第二面112的接触稳定。另外,通过在厚壁部中确保密封所需的厚度,而在不是厚壁部的部分中将基部条片减薄,能够削减基部条片的树脂量。
需要说明的是,上述中参照图4至图6说明的基部条片的结构并不限于作为本发明的一实施方式而进行说明的阴型卡合部与阳型卡合部相互卡合时的阴侧构件与阳侧构件之间的最小间隔为1.1mm以下的卡扣带,能够应用于各种卡扣带。
图7是用于对基部条片的再一结构例进行说明的图。在图7所示的例子中,在基部条片123的与阴型卡合部121A、121B相同一侧的面形成有肋221,在基部条片124的与阳型卡合部122相同一侧的面形成有肋222。例如,通过除了如上述那样使用熔点较高的树脂组合物形成基部条片的卡合部侧的面以外还形成肋221、222,而在热封时维持基部条片123与基部条片124之间的间隔,从而容易防止熔敷。另外,在图示的例子中,在基部条片123的与阴型卡合部121A、121B相同一侧的面形成有顶部平坦的厚壁部223,在基部条片124的与阳型卡合部122相同一侧的面形成有同样的厚壁部224。厚壁部223、224被用作用于识别卡扣的朝向的记号,但其并不是必需的。另外,为了防止厚壁部223、224处的熔敷,优选使厚壁部223、224的位置相对于卡扣带的宽度方向错开。
需要说明的是,在图7的例子中,基部条片123与基部条片124相互对置且阴型卡合部121A、121B与阳型卡合部122相互卡合时的肋221、222之间的间隔为阴侧构件120A与阳侧构件120B之间的最小间隔d
需要说明的是,在图7的例子中,肋221、222在卡扣带120的宽度方向(图中的左右方向)上的相同位置对置,因此图示出肋221、222的顶部彼此之间的距离为最小间隔d
需要说明的是,在本发明的实施方式中,能够将基部条片123、124之间的间隔d
图8是用于对本发明的一实施方式的变形例进行说明的图。在图示的例子中,卡扣带120以同在袋主体的第一面111与第二面112之间形成的收纳空间SP相接的方式配置。基部条片123相对于阴型卡合部121A、121B而在收纳空间SP侧不与第一面111接合,相对于阴型卡合部121A、121B而在与收纳空间SP相反的袋主体的开口101侧与第一面111接合。另一方面,基部条片124相对于阳型卡合部122而在收纳空间SP侧以及开口101侧这双方与第二面112接合。通过这样的结构,例如如国际公开第2015/005214号所记载的那样,能够兼顾带卡扣带的袋的耐内压性和易开封性。在上述的本发明的一实施方式中,若与以往相比使阴型卡合部121A、121B以及阳型卡合部122小型化,则卡合强度降低,因此通过上述那样的结构提高耐内压性是有利的。
需要说明的是,在上述中对容器主体为袋状的袋主体的例子进行了说明,但也可以提供卡扣带与袋状以外的容器主体接合而得到的带卡扣带的容器。
【实施例】
接下来,对本实施方式的实施例进行说明。对于以下的表1所示的实施例1至实施例4,对能够将基部条片与膜接合的密封温度的下限(最低密封温度)、以及密封时的不产生基部条片彼此之间的熔接的密封温度的上限(最高密封温度)进行了测定。在各实施例中,基部条片的第一部分由无规聚丙烯(密度900kg/m
【表1】
表1:实施例中的厚度和密封温度
在上述的实施例中,在第二部分的厚度为28μm~31μm的实施例2~实施例4中,最低密封温度为110℃,与此相对地,在第二部分的厚度为40μm的实施例1中,最低密封温度为105℃,认为在第二部分的厚度和与膜之间的密封性之间存在相关性。另一方面,在实施例2至实施例4中,最高密封温度随着第一部分的厚度增大而上升,可知,通过增大第一部分以及基部条片整体的厚度,能够抑制密封时的基部条片彼此之间的熔接。另外,在基部条片的相互对置的面形成有肋的实施例1中,最高密封温度也上升,可知,通过形成肋,也能够抑制密封时的基部条片彼此之间的熔接。
以上,参照附图对本发明的优选实施方式详细地进行了说明,但本发明并不限定于这些例子。只要是本发明所属的技术领域的本领域技术人员,就显然能够在技术方案所记载的技术思想的范围内想到各种变更例或者修正例,并当然了解关于这些方案也属于本发明的技术范围。
附图标记说明
111第一面;112第二面;120卡扣带;120A阴侧构件;120B阳侧构件;121A、121B阴型卡合部;122阳型卡合部;123、124基部条片;123A、124A第一部分;123B、124B第二部分;125A、125B、125C、125D、125E、223、224厚壁部;128A、128B倾斜面;221、222肋;510、520密封杆;SP收纳空间。