一种胶原蛋白可吸收医用缝合线的生产设备
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及缝合线制造设备技术领域,尤其涉及一种胶原蛋白可吸收医用缝合线的生产设备。
背景技术
带针缝合线主要用于一般外科手术缝合,如妇产科、普外科、泌尿外科、整形外科、骨科、胸外科、眼科等。在带针缝合线生产过程中,需要将缝合线穿入缝合针线孔,然后采用压线机将缝合针线孔和缝合线连接处的缝合针端头压扁,使针与线连接。为了后期缝合后留疤小,现有技术中多采用胶原蛋白材质进行缝合线的制造;缝合线材质较软,且多股缝合线容易分叉,这两个特点使缝合线在加针工序中不易将其穿入针孔。在缝合线表面涂覆硬化剂,使多股缝合线粘合,增强其穿针部位的硬度,可以有效降低穿针难度,提高加针效率。
常用的缝合线硬化剂涂覆方式有喷涂、浸涂和刷涂;例如美国专利US5425746公开了采用喷涂方式在缝合线上涂覆硬化剂,该方式需要将绕有缝合线的绕线辊放入密闭空间中喷涂,否则大量溶剂挥发将不利于生产洁净空间的管理和操作人员的健康。美国专利US3890975公开了采用浸涂方式在缝合线上涂覆硬化剂,该浸涂工艺将缝合线绕在绕线辊上后,再将其需要涂覆硬化剂的部分浸泡在硬化剂中,该工艺需要配置大量硬化剂,采用大的容器盛放硬化剂,存在大量溶剂挥发的问题,不利于洁净车间的管理和操作人员的健康,并且浸涂方式会存在硬化剂涂覆厚度不均匀现象。有些生产厂家在缝合线绕线完成后,采用人工用毛刷在缝合线上刷涂硬化剂,这种刷涂方式可以有效地避免大量溶剂挥发和过多硬化剂浪费的问题,但是由于手工涂覆,存在硬化剂涂覆不均匀、涂层厚度难以控制、劳动强度大等问题,且生产成本高。
因此,需要一种在缝合线与缝合针装配时无需使用危害人体健康的涂覆硬化剂的胶原蛋白可吸收医用缝合线的生产设备。
发明内容
本申请实施例通过提供一种胶原蛋白可吸收医用缝合线的生产设备 ,解决了现有技术中医用缝合线的生产设备在装配缝合线和缝合针时所用的硬化剂会危害生产人员的身体健康,且装配过程需要人工完成穿线,装配过程劳动强度较大的技术问题;实现了医用缝合线的生产设备在装配缝合线和缝合针时无需使用危害人体的硬化剂且装配过程劳动强度较小的技术效果。
本申请实施例提供了一种胶原蛋白可吸收医用缝合线的生产设备,包括卷切机、缝合针夹持组件和针孔挤压组件,还包括线头包覆组件和吸引柱组件;
所述线头包覆组件包括固定底板、覆盖板组件和石蜡仓体;
所述固定底板为矩形板体,固定在卷线辊上,在卷线辊卷线时,缝合线抵触在固定底板上;固定底板上表面等间距设置有多个长度方向与固定底板的长度方向垂直且贯穿固定底板的置绳槽;
所述置绳槽由引导部和包覆部组成,包覆部贴近裁切刀具;
所述覆盖板组件包括支撑体和转动板体;
所述转动板体的一端可转动固定连接在所述支撑体上;
所述转动板体在转动至水平状态时底面贴附在固定底板的顶面,转动板体上设置有与包覆部相对应的注蜡孔;
所述石蜡仓体内设石蜡泵送组件和石蜡融化组件,其内填充物为石蜡与铁粉和/或磁粉的混合物;
所述吸引柱组件包括内置电磁铁的柱体和用于为柱体的移动导向的导轨。
优选的,所述混合物中石蜡的含量不低于二分之一。
优选的,所述包覆部的两端均设置有贴附软条;
所述贴附软条为橡胶材料制成,使用时紧贴缝合线,用于避免向包覆部中填充石蜡时液态石蜡流出包覆部;
所述贴附软条整体为环形,包括玦形条和软块;
所述玦形条固定在所述包覆部的两端;
所述软块固定在所述转动板体上,玦形条和软块组合后呈环形。
进一步的,所述吸引柱组件包括柱体和导轨;
所述柱体内等间距设置有吸引磁铁,吸引磁铁为电磁铁,与置绳槽一一对应;
所述导轨用于为柱体的移动导向;
所述导轨包括横向导轨和纵向导轨,横向导轨定位在水平地面上,长度方向与卷线辊的轴向垂直;
纵向导轨纵向设置,滑动定位在所述横向导轨上,在控制单元的控制下进行移动;
所述柱体滑动定位在所述纵向导轨上;在控制单元的控制下进行滑动。
进一步的,所述卷切机用于对缝合线进行定长分切,包括放线辊、支撑框架、转动驱动组件、计数器、导引组件和裁切刀组件;
所述支撑框架包括机架和卷线辊,卷线辊可转动固定连接在所述机架上;所述卷线辊为框架结构,包括两个十字形的支撑侧板和两端分别固定在两个支撑侧板上的支撑杆;
支撑杆均布在支撑侧板上,数量为4个,支撑杆的轴向与卷线辊的转动轴的轴向相同;
所述计数器定位在所述支撑框架上;
所述导引组件起到理线的作用,包括移位导轨和滑动管;所述移位导轨定位在水平地面上,长度方向与卷线辊的轴向相同;
所述滑动管为管体,在控制单元的控制下在所述移位导轨上滑动;未切割的缝合线从滑动管中穿过,在卷线辊绕线时,滑动管的移动将缝合线均匀卷绕在卷线辊上;
所述裁切刀组件用于将缠绕在卷线辊上的缝合线剪断。
进一步的,所述裁切刀组件包括支撑架、承载块、刀具承载板、裁切刀具、垫板和夹持板;
所述支撑架起支撑作用,包括支撑导轨,支撑导轨为直导轨,长度方向与卷线辊的轴向相同且位于卷线辊一侧;
所述承载块滑动定位在所述支撑导轨上,用于承载所述刀具承载板和垫板;
所述刀具承载板沿着设备的高度方向滑动定位在所述承载块上,在控制单元的控制下进行滑动,起到承载所述裁切刀具和夹持板的作用;
所述裁切刀具整体为长条形,固定在所述刀具承载板上;
所述垫板固定在所述承载块上,且垫板位于所述裁切刀具的正下方,裁切刀具的下移动作配合垫板实现缝合线的裁切;
所述夹持板为长条形的橡胶软板,固定在所述刀具承载板上且紧贴所述裁切刀具设置,在刀具承载板下移时,夹持板抵触在所述垫板上,将缝合线远离线头包覆组件的一头夹持固定。
优选的,所述固定底板还定位有二次包覆槽和引导槽;
所述二次包覆槽的数量为多个,其长度和宽度均大于所述包覆部,二次包覆槽的数量与包覆部的数量相同,多个二次包覆槽等间距的排布在所述固定底板上;
所述引导槽为直槽,与二次包覆槽相连通,用于安置缝合线;所述石蜡仓体内设用于存储纯石蜡的空间,该空间与石蜡泵送组件相连通;
所述柱体上定位有柱体横移组件,柱体横移组件定位在柱体和纵向导轨的连接位置,为伸缩杆结构,用于在控制单元的控制下沿柱体的轴向移动柱体;
所述转动板体上还设置有与二次包覆槽相对应的注蜡孔。
优选的,所述固定底板上还设置有受控于控制单元的泵气组件;
所述二次包覆槽的内壁上均布有三个及以上的长度方向与二次包覆槽的长度方向相同的条形气囊;
条形气囊均与泵气组件连通;缝合线的线头放入二次包覆槽时,条形气囊处于膨胀状态,此后石蜡泵送组件向二次包覆槽首次泵送石蜡,待上述石蜡初步凝固,条形气囊受控收缩,石蜡泵送组件受控向二次包覆槽再次泵送石蜡。
优选的,石蜡中还掺杂有纤维丝。
进一步的,所述缝合针夹持组件用于夹持固定缝合针,为夹子体,数量为多个,固定在水平地面上;所述针孔挤压组件用于挤压缝合针的尾部,进而将缝合线固定在缝合针上;
所述针孔挤压组件包括上置挤压柱和下置挤压柱,二者分别位于缝合针夹持组件上方和下方,为伸缩杆结构,二者伸长时将缝合针尾部挤压变形。
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
通过对现有技术中的医用缝合线生产设备进行优化,提出一种包括卷切机、线头包覆组件、缝合针夹持组件、针孔挤压组件和吸引柱组件的医用缝合线生产设备;通过在缝合线线头包覆掺有铁粉和/或磁粉的石蜡的手段令缝合线线头能够被磁铁所吸引,利用内置磁铁的吸引柱组件的移动带动线头完成穿入缝合针针孔的动作;有效解决了现有技术中医用缝合线的生产设备在装配缝合线和缝合针时所用的硬化剂会危害生产人员的身体健康,且装配过程需要人工完成穿线,装配过程劳动强度较大的技术问题;进而实现了医用缝合线的生产设备在装配缝合线和缝合针时无需使用危害人体的硬化剂且装配过程劳动强度较小的技术效果。
附图说明
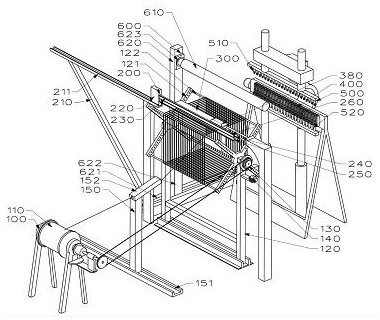
图1为本发明胶原蛋白可吸收医用缝合线的生产设备的整体结构示意图;
图2为本发明胶原蛋白可吸收医用缝合线的生产设备的吸引柱组件与线头包覆组件的位置关系示意图;
图3为本发明胶原蛋白可吸收医用缝合线的生产设备的裁切刀组件的结构示意图;
图4为本发明胶原蛋白可吸收医用缝合线的生产设备的裁切刀组件的局部结构示意图;
图5为本发明胶原蛋白可吸收医用缝合线的生产设备的覆盖板组件的结构示意图;
图6为本发明胶原蛋白可吸收医用缝合线的生产设备的固定底板的结构示意图;
图7为本发明胶原蛋白可吸收医用缝合线的生产设备的转动板体的结构示意图;
图8为本发明胶原蛋白可吸收医用缝合线的生产设备的缝合针夹持组件的结构示意图;
图9为本发明胶原蛋白可吸收医用缝合线的生产设备的石蜡泵送组件的结构简图;
图10为本发明胶原蛋白可吸收医用缝合线的生产设备的柱体和吸引磁铁的位置关系示意图;
图11为本发明胶原蛋白可吸收医用缝合线的生产设备的二次包覆部和条形气囊的结构简图。
图中:
卷切机100、放线辊110、支撑框架120、支撑侧板121、支撑杆122、转动驱动组件130、计数器140、导引组件150、移位导轨151、滑动管152;
裁切刀组件200、支撑架210、支撑导轨211、承载块220、刀具承载板230、裁切刀具240、垫板250、夹持板260;
线头包覆组件300、固定底板310、引导部320、包覆部330、贴附软条340、玦形条341、软块342、二次包覆槽350、条形气囊351、加固槽352、引导槽360、注蜡孔370、石蜡仓体380、石蜡泵送组件381、覆盖板组件390、支撑体391、转动板体392;
缝合针夹持组件400;
针孔挤压组件500、上置挤压柱510、下置挤压柱520;
吸引柱组件600、柱体610、吸引磁铁611、导轨620、横向导轨621、纵向导轨622、柱体横移组件623。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本申请进行更全面的描述;附图中给出了本发明的较佳实施方式,但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式;相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
需要说明的是,本文所使用的术语“垂直”、“水平”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同;本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明;本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1,为本发明胶原蛋白可吸收医用缝合线的生产设备的整体结构示意图;本申请胶原蛋白可吸收医用缝合线的生产设备包括卷切机100、裁切刀组件200、线头包覆组件300、缝合针夹持组件400、针孔挤压组件500和吸引柱组件600;通过在缝合线线头包覆掺有铁粉和/或磁粉的石蜡的手段令缝合线线头能够被磁铁所吸引,利用内置磁铁的吸引柱组件600的移动带动线头完成穿入缝合针针孔的动作;实现了医用缝合线的生产设备在装配缝合线和缝合针时无需使用危害人体的硬化剂且装配过程劳动强度较小的技术效果。
实施例一
所生产的医用缝合线为胶原蛋白材质,能够被人体所吸收。
如图1所示,本申请胶原蛋白可吸收医用缝合线的生产设备包括卷切机100、线头包覆组件300、缝合针夹持组件400、针孔挤压组件500、吸引柱组件600、动力组件和控制单元。
所述卷切机100用于对缝合线进行定长分切,包括放线辊110、支撑框架120、转动驱动组件130、计数器140、导引组件150和裁切刀组件200;所述支撑框架120包括机架和卷线辊,卷线辊可转动固定连接在所述机架上;所述卷线辊为框架结构,包括两个十字形的支撑侧板121和两端分别固定在两个支撑侧板121上的支撑杆122;支撑杆122均布在支撑侧板121上,数量为4个,支撑杆122的轴向与卷线辊的转动轴的轴向相同;所述转动驱动组件130为电机,用于驱动放线辊110和卷线辊的转动;所述计数器140定位在所述支撑框架120上,用于记录所述卷线辊的转动圈数进而便于缝合线定长;所述导引组件150起到理线的作用,包括移位导轨151和滑动管152;所述移位导轨151定位在水平地面上,长度方向与卷线辊的轴向相同;所述滑动管152为管体,在控制单元的控制下在所述移位导轨151上滑动;未切割的缝合线从滑动管152中穿过,在卷线辊绕线时,滑动管152的匀速移动将缝合线均匀卷绕在卷线辊上;所述裁切刀组件200用于将缠绕在卷线辊上的缝合线剪断。
进一步的,如图2、图3和图4所示,所述裁切刀组件200包括支撑架210、承载块220、刀具承载板230、裁切刀具240、垫板250和夹持板260;所述支撑架210起支撑作用,包括支撑导轨211,支撑导轨211为直导轨,长度方向与卷线辊的轴向相同且位于卷线辊一侧;所述承载块220滑动定位在所述支撑导轨211上,用于承载所述刀具承载板230和垫板250;所述刀具承载板230沿着设备的高度方向滑动定位在所述承载块220上,在控制单元的控制下进行滑动,起到承载所述裁切刀具240和夹持板260的作用;所述裁切刀具240整体为长条形,固定在所述刀具承载板230上;所述垫板250固定在所述承载块220上,且垫板250位于所述裁切刀具240的正下方,裁切刀具240的下移动作配合垫板250实现缝合线的裁切;所述夹持板260为长条形的橡胶软板,固定在所述刀具承载板230上且紧贴所述裁切刀具240设置,在刀具承载板230下移时,夹持板260抵触在所述垫板250上,将缝合线远离线头包覆组件300的一头夹持固定。
所述线头包覆组件300用于在缝合线的其中一个线头上包覆掺有铁粉或磁粉的石蜡,包括固定底板310、覆盖板组件390和石蜡仓体380;
所述固定底板310为矩形板体,固定在所述卷线辊上,固定底板310的长度方向与卷线辊的轴向相同;在卷线辊卷线时,缝合线抵触在固定底板310上;固定底板310的一个长边紧贴裁切刀具240;
如图6所示,所述固定底板310上表面等间距设置有置绳槽,置绳槽为直槽,数量为多个,用于限制缝合线在固定底板310上的位置;所述置绳槽的长度方向与固定底板310的长度方向垂直,置绳槽贯穿固定底板310;所述置绳槽之间的间距优选为2厘米;
所述置绳槽由引导部320和包覆部330组成,包覆部330贴近裁切刀具240;所述引导部320的宽度大于等于缝合线的直径;所述包覆部330的长度小于1.5厘米,宽度大于缝合线的直径;所述包覆部330的两端均设置有贴附软条340,贴附软条340为橡胶材料制成,使用时紧贴缝合线,用于避免向包覆部330中填充石蜡时液态石蜡流出包覆部330;在转动板体392抵触固定底板310时,包覆部330、贴附软条340、缝合线与转动板体392共同形成一管形空间,该空间用于填充石蜡;
如图5和图7所示,所述覆盖板组件390包括支撑体391和转动板体392;所述支撑体391为杆体或框架结构,用于支撑定位所述转动板体392;所述转动板体392的一端可转动固定连接在所述支撑体391上,在控制单元的控制下进行转动;所述转动板体392在转动至水平状态时完全覆盖住所述固定底板310,此时转动板体392的底面贴附在固定底板310的顶面;所述转动板体392上设置有与包覆部330相对应的注蜡孔370,注蜡孔370与石蜡仓体380连通;
如图9所示,所述石蜡仓体380定位在所述覆盖板组件390上,内设受控于控制单元的石蜡泵送组件381;石蜡泵送组件381为泵和管道的组合,石蜡仓体380内设石蜡融化组件,石蜡泵送组件381内设用于融化石蜡的加热组件;实际使用时,石蜡仓体380内的石蜡通过石蜡泵送组件381泵送至注蜡孔370而后注入上述管形空间。
所述石蜡仓体380内填充物为石蜡与铁粉和/或磁粉的混合物,其中石蜡的含量不低于二分之一。
进一步的,所述贴附软条340整体为环形,包括玦形条341和软块342;所述玦形条341固定在所述包覆部330的两端;所述软块342固定在所述转动板体392上,玦形条341和软块342组合后呈环形。
如图8所示,所述缝合针夹持组件400用于夹持固定缝合针,为夹子体,数量为多个,固定在水平地面上;所述针孔挤压组件500用于挤压缝合针的尾部,进而将缝合线固定在缝合针上;缝合针夹持组件400和针孔挤压组件500均为现有技术。
进一步的,所述针孔挤压组件500包括上置挤压柱510和下置挤压柱520,二者分别位于缝合针夹持组件400上方和下方,为伸缩杆结构,二者伸长时将缝合针尾部挤压变形。
如图1和图10所示,所述吸引柱组件600用于通过磁力带动包覆有石蜡的线头移动,使其移动至缝合针夹持组件400进而辅助缝合针和缝合线的固定;所述吸引柱组件600包括柱体610和导轨620;所述柱体610内等间距设置有吸引磁铁611,吸引磁铁611为电磁铁,与置绳槽一一对应;所述导轨620用于为柱体610的移动导向;所述导轨620包括横向导轨621和纵向导轨622,横向导轨621定位在水平地面上,长度方向与卷线辊的轴向垂直;纵向导轨622纵向设置,滑动定位在所述横向导轨621上,在控制单元的控制下进行移动;所述柱体610滑动定位在所述纵向导轨622上;在控制单元的控制下进行滑动。
所述动力组件用于为本申请胶原蛋白可吸收医用缝合线的生产设备各部件的运行提供动力,所述控制单元起到控制胶原蛋白可吸收医用缝合线的生产设备各部件协调运行的作用,均为现有技术,在此不进行赘述。
优选的,所述控制单元为可编程逻辑控制器与控制按键的组合。
本申请胶原蛋白可吸收医用缝合线的生产设备实际使用时:
1、操作人员将缝合针固定在缝合针夹持组件400上;
2、卷切机100运行,卷线辊卷收缝合线,使缝合线均匀的缠绕在卷线辊上;
3、裁切刀具240滑动至缝合线上方并将缝合线裁开,与此同时夹持板260将缝合线其中一个线头固定;
4、此后转动板体392在控制单元的控制下进行转动,覆盖在固定底板310上;而后石蜡泵送组件381运行,向管形空间中输送石蜡与铁粉和/或磁粉的混合物;
5、最后吸引柱组件600通过自身移动将缝合线包覆有石蜡的线头吸引至缝合针针孔中,针孔挤压组件500将缝合线固定。
上述本申请实施例中的技术方案,至少具有如下的技术效果或优点:
解决了现有技术中医用缝合线的生产设备在装配缝合线和缝合针时所用的硬化剂会危害生产人员的身体健康,且装配过程需要人工完成穿线,装配过程劳动强度较大的技术问题;实现了医用缝合线的生产设备在装配缝合线和缝合针时无需使用危害人体的硬化剂且装配过程劳动强度较小的技术效果。
实施例二
为了避免包覆在缝合线头部的石蜡中的铁粉锈蚀,本申请实施例在上述实施例的基础上对固定底板310、石蜡仓体380及柱体610的结构进行了一定的改进,杜绝锈蚀风险,具体为:
如图6所示,所述固定底板310还定位有二次包覆槽350和引导槽360;所述二次包覆槽350的数量为多个,其长度和宽度均大于所述包覆部330,二次包覆槽350的数量与包覆部330的数量相同,多个二次包覆槽350等间距的排布在所述固定底板310上;所述引导槽360为直槽,与二次包覆槽350相连通,用于安置缝合线;所述石蜡仓体380内设用于存储纯石蜡的空间,该空间与石蜡泵送组件381相连通;所述柱体610上定位有柱体横移组件623,柱体横移组件623定位在柱体610和纵向导轨622的连接位置,为伸缩杆结构,用于在控制单元的控制下沿柱体610的轴向移动柱体610;所述转动板体392上还设置有与二次包覆槽350相对应的注蜡孔370。
实际使用时,柱体610在控制单元的控制下将包裹有石蜡的线头吸起,而后投入所述二次包覆槽350,在二次包覆槽350中重新包裹上一层纯石蜡,最后利用柱体610将线头穿入缝合针。
为了进一步保障二次包覆的石蜡更为均匀,进一步的减少锈蚀发生的可能性,优选的,如图11所示,所述固定底板310上还设置有受控于控制单元的泵气组件;所述二次包覆槽350的内壁上均布有三个及以上的长度方向与二次包覆槽350的长度方向相同的条形气囊351;条形气囊351均与泵气组件连通;缝合线的线头放入二次包覆槽350时,条形气囊351处于膨胀状态,此后石蜡泵送组件381向二次包覆槽350首次泵送石蜡,待上述石蜡初步凝固,条形气囊351受控收缩,石蜡泵送组件381受控向二次包覆槽350再次泵送石蜡。
优选的,石蜡中还掺杂有纤维丝。
以上所述仅为本发明的优选实施方式,并不用于限制本发明,对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明精神和原则内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种胶原蛋白多功能可吸收医用缝合线及其制备方法
- 一种獭狸医用可吸收胶原蛋白缝合线的制备方法