产品冲压打磨检测设备
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及产品加工设备领域,尤其是产品冲压打磨检测设备。
背景技术
产品在加工的过程中,需要经过冲孔、开孔打磨、下端面检测、上端面检测、产品出料的工序。但是现有的产品加工的工作效率较低。
发明内容
为了克服现有的产品加工效率低的不足,本发明提供了产品冲压打磨检测设备。
本发明解决其技术问题所采用的技术方案是:一种产品冲压打磨检测设备,包括水平输送台、产品冲孔机构、定位机构一、孔口打磨机构、定位机构二、产品下端面检测机构、产品上端面检测机构、产品搬出机构,所述水平输送台一侧依次设有产品冲孔机构、孔口打磨机构、产品下端面检测机构、产品上端面检测机构、产品搬出机构,产品冲孔机构上安装有定位机构一,孔口打磨机构上安装有定位机构二。
根据本发明的另一个实施例,进一步包括所述水平输送台为双带式皮带输送机。
根据本发明的另一个实施例,进一步包括所述产品冲孔机构由冲头、冲头升降线性模组组成,冲头固定在冲头升降线性模组的滑座上。
根据本发明的另一个实施例,进一步包括所述定位机构一由弹簧杆和压环组成,压环位于冲头正下方,压环两端分别固定在两个弹簧杆的活塞杆上,两个弹簧杆的缸体分别固定在冲头升降线性模组的滑座上。
根据本发明的另一个实施例,进一步包括所述孔口打磨机构由打磨头、打磨头升降线性模组、打磨头旋转电机组成,打磨头旋转电机的机体固定在打磨头升降线性模组的滑座上,打磨头固定在打磨头旋转电机的输出轴上。
根据本发明的另一个实施例,进一步包括所述定位机构二由弹簧杆二和橡胶压块组成,弹簧杆二的活塞杆上固定有橡胶块,弹簧杆二的缸体固定在打磨头升降线性模组的滑座上。
根据本发明的另一个实施例,进一步包括所述产品下端面检测机构和产品上端面检测机构均为CCD相机。
根据本发明的另一个实施例,进一步包括所述产品搬出机构由吸盘、吸盘旋转电机、吸盘升降气缸组成,吸盘升降气缸的活塞杆上固定有吸盘旋转电机,吸盘旋转电机的活塞杆上固定有平板,平板底部固定有数个吸盘。
本发明的有益效果是,该发明通过产品冲孔机构对产品进行冲孔,通过孔口打磨机构对产品冲出的孔口进行打磨。通过产品下端面检测机构与产品上端面检测机构来对产品上下端面进行检测。通过产品搬出机构将产品搬离水平输送台,本申请提高了产品的加工效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
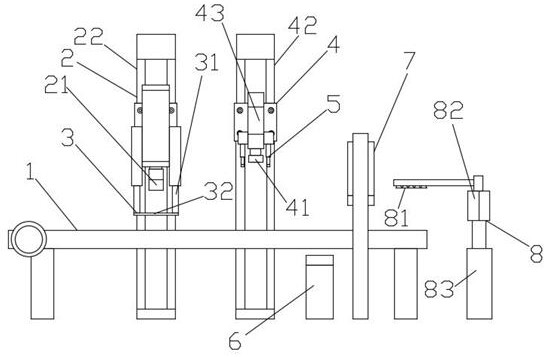
图1是本发明的结构示意图;
图中1. 水平输送台,2. 产品冲孔机构,3. 定位机构一,4. 孔口打磨机构,5. 定位机构二,6. 产品下端面检测机构,7. 产品上端面检测机构,8. 产品搬出机构,21. 冲头,22.冲头升降线性模组,31. 弹簧杆,32. 压环,41. 打磨头,42. 打磨头升降线性模组,43. 打磨头旋转电机,81. 吸盘,82. 吸盘旋转电机,83. 吸盘升降气缸。
具体实施方式
图1是本发明的结构示意图,本发明解决其技术问题所采用的技术方案是:一种产品冲压打磨检测设备,包括水平输送台1、产品冲孔机构2、定位机构一3、孔口打磨机构4、定位机构二5、产品下端面检测机构6、产品上端面检测机构7、产品搬出机构8,所述水平输送台1一侧依次设有产品冲孔机构2、孔口打磨机构4、产品下端面检测机构6、产品上端面检测机构7、产品搬出机构8,产品冲孔机构2上安装有定位机构一3,孔口打磨机构4上安装有定位机构二5。
根据本发明的另一个实施例,进一步包括所述水平输送台1为双带式皮带输送机。
产品冲孔机构2由冲头21、冲头升降线性模组22组成,冲头21固定在冲头升降线性模组22的滑座上。定位机构一3由弹簧杆31和压环32组成,压环32位于冲头21正下方,压环32两端分别固定在两个弹簧杆31的活塞杆上,两个弹簧杆31的缸体分别固定在冲头升降线性模组22的滑座上。
产品冲孔机构2的工作方式为,冲头升降线性模组22驱使冲头21和压环32往下移动,压环32先将产品压紧在水平输送台1上,接着冲头21继续下移,而弹簧杆31的活塞杆回缩入缸体内,缸体内的弹簧逐渐处于压紧状态。最后冲头21穿过压环32后,将下方的产品冲出孔洞。
孔口打磨机构4由打磨头41、打磨头升降线性模组42、打磨头旋转电机43组成,打磨头旋转电机43的机体固定在打磨头升降线性模组42的滑座上,打磨头41固定在打磨头旋转电机43的输出轴上。定位机构二5由弹簧杆二和橡胶压块组成,弹簧杆二的活塞杆上固定有橡胶块,弹簧杆二的缸体固定在打磨头升降线性模组42的 滑座上。
孔口打磨机构4的工作方式为,打磨头升降线性模组42驱使打磨头41和橡胶压块往下移动,左右两个橡胶压块先将产品压紧在水平输送台1上,接着打磨头41继续下移,而弹簧杆二的活塞杆回缩入缸体内,缸体内的弹簧逐渐处于压紧状态。最后打磨头41移入产品的孔洞内,然后打磨头旋转电机43的输出轴驱使打磨头41旋转,利用旋转的打磨头41来打磨产品的孔口。
产品下端面检测机构6和产品上端面检测机构7均为CCD相机。
产品搬出机构8由吸盘81、吸盘旋转电机82、吸盘升降气缸83组成,吸盘升降气缸83的活塞杆上固定有吸盘旋转电机82,吸盘旋转电机82的活塞杆上固定有平板,平板底部固定有数个吸盘81。
产品搬出机构8的工作方式为,吸盘旋转电机82驱使吸盘81水平旋转至产品上方,接着吸盘升降气缸83驱使吸盘81下移并吸住产品。接着吸盘81将产品往上移动并旋转至其他工位。
如附图1所示,首先将产品放置到水平输送台1上进行水平传送,当产品移动到产品冲孔机构2的下方时,产品冲孔机构2将产品进行冲孔。接着将产品移动至孔口打磨机构4的下方,孔口打磨机构4对产品的孔口进行打磨。然后将产品移动至产品下端面检测机构6的上方,将产品的下表面图像传送给控制机,由控制机判断产品下表面是否合格。接着将产品移动至产品上端面检测机构7的下方,将产品的上表面图像传送给控制机,由控制机判断产品上表面是否合格。然后将产品传送至出料工位,由产品搬出机构8将产品搬出水平输送台1。
- 产品冲压打磨检测设备
- 冲压产品在线尺寸检测设备