工件游星轮
文献发布时间:2023-06-19 19:23:34
技术领域
本发明是涉及一种工件游星轮的发明,工件游星轮在利用研磨装置对工件进行研磨加工时用于保持工件。
背景技术
以往,作为在利用研磨装置对工件进行研磨加工时用于保持工件的工件游星轮,公知有在游星轮基板形成有第一开口部和第二开口部的工件游星轮,第一开口部保持工件,第二开口部不保持工件而使研磨剂穿过(保持研磨剂)(例如参照专利文献1以及专利文献2)。
现有技术文献
专利文献
专利文献1:日本特开2016-22542号公报
专利文献2:日本特开2018-47552号公报
发明内容
发明要解决的问题
可是,发明人确认到,在工件游星轮中,存在若第二开口部的大小和配置等设计不同,则工件的加工精度不同的趋势。即,根据在游星轮基板形成的第二开口部的大小或配置等,供给至研磨装置的研磨面与工件游星轮以及工件之间的研磨剂的流动方式不同。但是,对于以往的工件游星轮,以抑制游星轮基板的变形且充分供给研磨剂为目标而设定第二开口部的大小或配置等,却未考虑研磨剂的流动方式对工件的加工精度产生的影响。
本发明着眼于上述问题,其目的在于,提供一种工件游星轮,该工件游星轮设计有考虑了研磨剂的流动方式的第二开口部。
用于解决问题的手段
为了达成上述目的,本发明是一种工件游星轮,在游星轮基板形成有保持工件的第一开口部以及不保持所述工件的第二开口部,其特征在于,在所述游星轮基板设定有:形成有所述第一开口部的保持孔区域,位于所述保持孔区域的内侧且用于供给研磨剂的研磨剂供给区域,以及能够形成所述第二开口部的可能区域,另外,将针对所述游星轮基板的每个径向位置沿着所述游星轮基板的周向求出的所述研磨剂供给区域的面积的比例作为所述研磨剂供给区域的面积比例,将针对所述游星轮基板的每个径向位置沿着所述游星轮基板的周向求出的所述可能区域的面积的比例作为所述可能区域的面积比例,将在所述游星轮基板的相同径向位置上的所述研磨剂供给区域的面积比例和所述可能区域的面积比例中的小的面积比例作为设计比例,并且,所述第二开口部形成在所述可能区域,且基于所述设计比例,设定针对所述游星轮基板的每个径向位置而沿着所述游星轮基板的周向求出的面积的比例。
发明效果
由此,能够提供一种工件游星轮,该工件游星轮设计有考虑了研磨剂的流动方式的第二开口部。
附图说明
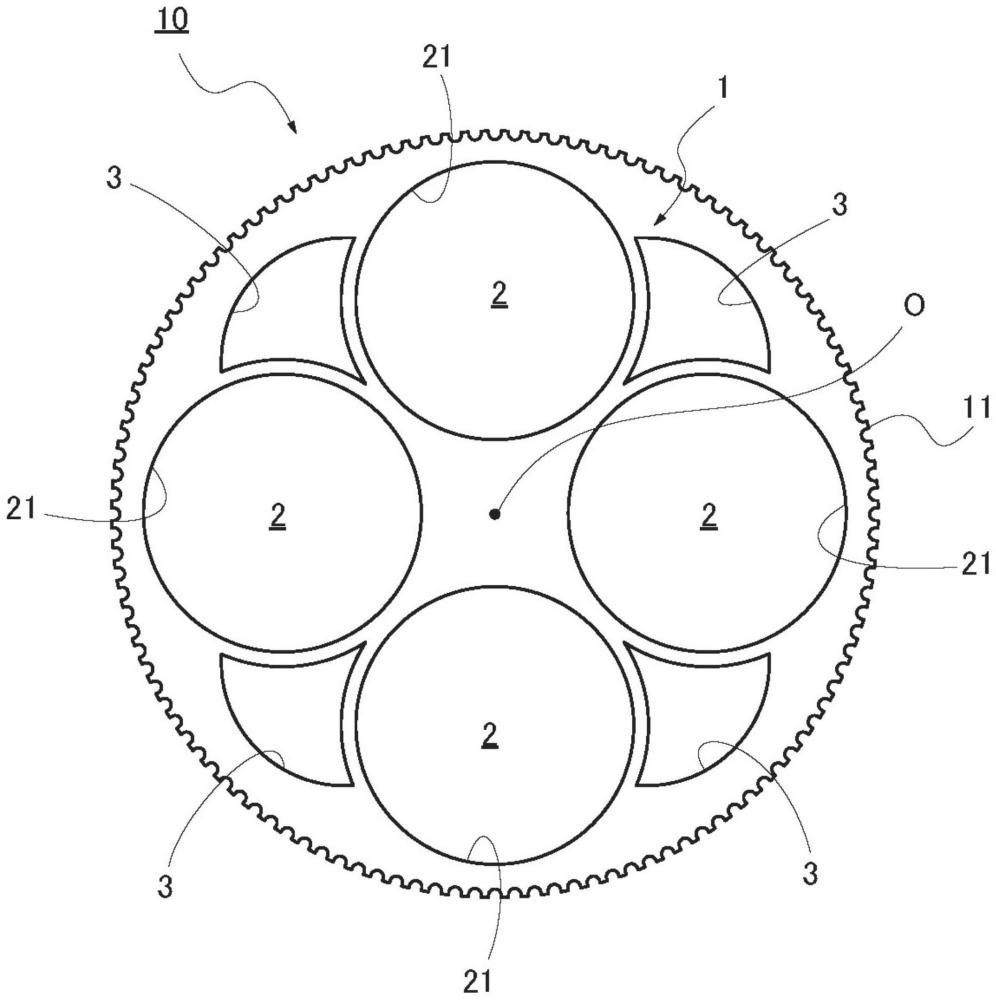
图1是示出实施例1的工件游星轮的俯视图。
图2是示出实施例1的研磨剂保持孔的设计顺序的流程的流程图。
图3是示出在实施例1的工件游星轮设定的保持孔区域的说明图。
图4是示出在实施例1的工件游星轮设定的研磨剂抑制区域以及研磨剂供给区域的说明图。
图5是示出实施例1的研磨剂供给区域的面积比例的曲线图。
图6是示出在实施例1的工件游星轮设定的限制区域的说明图。
图7是示出在实施例1的工件游星轮设定的可能区域的说明图。
图8是示出实施例1的可能区域的面积比例的曲线图。
图9是示出实施例1的设计比例的曲线图。
图10是示出实施例1的研磨剂保持孔的面积比例的曲线图。
图11是示出实施例1的研磨剂保持孔的设计例的说明图。
图12A是示出第一变形例的工件游星轮的俯视图,图12B是示出在第一变形例的工件游星轮设定的保持孔区域、研磨剂供给区域、限制区域以及可能区域的说明图。
图13A是示出第一变形例的研磨剂供给区域的面积比例、可能区域的面积比例以及设计比例的曲线图,图13B是示出第一变形例的研磨剂保持孔的面积比例的曲线图。
图14A是示出第二变形例的工件游星轮的俯视图,图14B是示出在第二变形例的工件游星轮设定的保持孔区域、研磨剂抑制区域、研磨剂供给区域、限制区域以及可能区域的说明图。
图15A是示出第三变形例的工件游星轮的俯视图,图15B是示出在第三变形例的工件游星轮设定的保持孔区域、研磨剂抑制区域、研磨剂供给区域、限制区域以及可能区域的说明图。
图16A是示出第三变形例的研磨剂供给区域的面积比例、可能区域的面积比例以及设计比例的曲线图,图16B是示出第三变形例的研磨剂保持孔的面积比例的图。
图17A是示出第四变形例的工件游星轮的俯视图,图17B是示出第四变形例的研磨剂保持孔的面积比例的曲线图。
图18A是示出第五变形例的工件游星轮的俯视图,图18B是示出第五变形例的研磨剂保持孔的面积比例的曲线图。
图19A~19E是示出研磨剂保持孔的变形例的工件游星轮的俯视图。
图20A是示出第六变形例的工件游星轮的研磨剂供给区域的面积比例的曲线图,图20B是示出第六变形例的研磨剂供给区域的面积比例、可能区域的面积比例以及设计比例的曲线图。
图21是示出第六变形例的工件游星轮的俯视图。
附图标记说明
10工件游星轮、
1游星轮基板、
2工件保持孔(第一开口部)、
3研磨剂保持孔(第二开口部)、
A保持孔区域、
B研磨剂抑制区域、
C研磨剂供给区域、
D限制区域、
E可能区域。
具体实施方式
以下,基于附图所示的实施例1,说明本发明的工件游星轮的实施方式。
实施例1的工件游星轮10安装在对薄板状的工件的双面或单面进行研磨加工的平面研磨装置上进行使用。例如对工件的双面进行研磨加工的平面研磨装置具有:作为定盘的上定盘以及下定盘;配置于上定盘以及下定盘的中心部的太阳齿轮;以及配置于上定盘以及下定盘的外周侧的内齿轮。上定盘、下定盘、太阳齿轮以及内齿轮均旋转自如。另外,在工件的研磨中,通过贯穿上定盘的孔向上下定盘间供给研磨剂。
而且,图1所示的工件游星轮10配置于平面研磨装置的上定盘与下定盘之间。
工件游星轮10由圆板状的游星轮基板1形成主体。在游星轮基板1上贯穿设置有多个工件保持孔2(图1中为4个圆形)以及多个研磨剂保持孔3(图1中为4个)。
游星轮基板1通过将金属板或树脂板或陶瓷等板材切出为圆板状而形成。作为金属板,能够使用不锈钢(SUS)、高碳铬轴承钢、碳素工具钢(SK钢)、高速工具钢、合金工具钢、高强度钢、钛等。另外、作为树脂板,能够使用聚酰胺(PA)、聚缩醛(POM)、聚氯乙烯(PVC)、聚碳酸酯(PC)、聚酰亚胺(PI)、聚酰胺酰亚胺(PAI)、环氧(EP),树脂能够使用玻璃纤维或碳纤维、芳纶纤维等纤维复合而成的纤维强化树脂(FRP)等。此外,在游星轮基板1由金属板形成的情况下,虽然未图示,但也可以根据需要沿着工件保持孔2的内周面21设置树脂插入部。
在工件游星轮10的成为游星轮基板1的外缘的外形部11设置有与平面研磨装置的太阳齿轮以及内齿轮啮合的齿部。而且,工件游星轮10通过太阳齿轮以及内齿轮的旋转而自转以及公转。另外,通过工件游星轮10的自转以及公转,使在工件游星轮10的工件保持孔2内配置的工件的双面被上定盘和下定盘的研磨面研磨。
工件保持孔2是在厚度方向上贯穿游星轮基板1,在内侧配置工件并保持该工件的第一开口部。工件保持孔2形成于后述的保持孔区域A,保持孔区域A设定在游星轮基板1内(参照图3),其中,4个工件保持孔2配置在以游星轮基板1的中心O为对称中心的点对称的位置。
研磨剂保持孔3是在厚度方向上贯穿游星轮基板1,保持研磨剂的第二开口部。研磨剂保持孔3是在工件的研磨中能够保持从上定盘朝向下定盘供给的研磨剂的大小的开口部。在工件的研磨中,被研磨剂保持孔3保持的研磨剂从研磨剂保持孔3流出,向上定盘以及下定盘的研磨面供给。此外,研磨剂保持孔3的内侧未配置有工件,研磨剂保持孔3是形成于游星轮基板1的不保持工件的开口部。
研磨剂保持孔3形成于后述的可能区域E,可能区域E设定于游星轮基板1内(参照图7)。其中,4个研磨剂保持孔3配置在以游星轮基板1的中心O为对称中心的点对称的位置,沿着游星轮基板1的周向隔开规定的间隔(均等的间隔)地排列。另外,如图1所示,实施例1的研磨剂保持孔3配置在相邻的工件保持孔2之间,在俯视工件游星轮10时,研磨剂保持孔3呈随着朝着游星轮基板1的径向外侧逐渐扩大的扇形形状。
图2是示出实施例1的研磨剂保持孔3的设计顺序的流程的流程图。以下,说明图2的流程图的各步骤。此外,研磨剂保持孔3的设计可以使用计算机等自动进行,也可以由人进行。
在步骤S1中,基于游星轮基板1的大小和形状,设定游星轮基板1的全域的区域,进入步骤S2。
在步骤S2中,在步骤S1中设定游星轮基板1的全域之后,在游星轮基板1内设定保持孔区域A,进入步骤S3。其中“保持孔区域A”是在游星轮基板1中形成工件保持孔2的区域,在图3中标记向右上倾斜的斜线而示出。基于游星轮基板1的大小、形状以及被工件游星轮10保持的预定的工件的大小和数量等任意设定保持孔区域A。
在步骤S3中,在步骤S2中设定保持孔区域A之后,判断是否需要在保持孔区域A的内侧设定研磨剂抑制区域B。在是(需要设定研磨剂抑制区域B)的情况下进入步骤S4,在否(不需要设定研磨剂抑制区域B)的情况下进入步骤S6。其中,“研磨剂抑制区域B”是在保持孔区域A内抑制研磨剂的供给的区域。是否设定研磨剂抑制区域B,是基于向保持孔区域A供给研磨剂的供给量和研磨剂的供给分布、工件的研磨量等判断的。
在步骤S4中,在步骤S3中判断为需要设定研磨剂抑制区域B之后,在保持孔区域A的内侧设定研磨剂抑制区域B,进入步骤S5。其中,研磨剂抑制区域B基于工件研磨中的轨道和工件的研磨量、研磨剂的目标供给分布等进行设定。如在图4中标记细点所示的,在实施例1的工件游星轮10中,设定为由虚线示出的沿着保持孔区域A的缘部的内侧的规定宽度的环状区域。
在步骤S5中,在步骤S4中设定研磨剂抑制区域B之后,将保持孔区域A减去研磨剂抑制区域B而得到的区域设定为研磨剂供给区域C(图4中标记粗点而示出),进入步骤S7。其中,“研磨剂供给区域C”是在保持孔区域A内期望供给研磨剂的区域。即,研磨剂供给区域C是保持孔区域A内需要供给研磨剂的区域。
在步骤S6中,在步骤S3中判断为不需要设定研磨剂抑制区域B之后,将保持孔区域A的全域设定为研磨剂供给区域C,进入步骤S7。
在步骤S7中,在步骤S5或步骤S6中设定研磨剂供给区域C之后,计算出研磨剂供给区域C的面积比例,进入步骤S8。其中,“研磨剂供给区域C的面积比例”是沿着游星轮基板1的周向的研磨剂供给区域C占游星轮基板1的面积的比例,针对游星轮基板1的每个径向位置进行计算。如图5所示,研磨剂供给区域C的面积比例能够在如下的曲线图上表示,即,以游星轮基板1的径向位置为横轴,以研磨剂供给区域C的面积比例为纵轴。关于曲线图中的游星轮基板1的径向位置,“0”示出中心O的位置,越远离中心O则越大,“MAX”示出游星轮基板1的外形部11的位置。另外,在某个径向位置,在沿着游星轮基板1的周向的环状的线上不存在研磨剂供给区域C的情况下,研磨剂供给区域C的面积比例变为“0%”。另外,在某个径向位置,在沿着游星轮基板1的周向在整周上均存在研磨剂供给区域C的情况下,研磨剂供给区域C的面积比例变为“100%”。此外,在图5中,示出在设定有研磨剂抑制区域B的情况下的研磨剂供给区域C(在步骤S5中设定的研磨剂供给区域C)的面积比例。
在步骤S8中,在步骤S7中计算出研磨剂供给区域C的面积比例之后,判断是否需要设定限制区域D。在是(需要设定限制区域D)的情况下进入步骤S9,在否(不需要设定限制区域D)的情况下进入步骤S11。其中,“限制区域D”是在游星轮基板1的全域减去保持孔区域A而得到的区域(保持孔区域A的外侧的区域)中限制研磨剂保持孔3的形成的区域。是否设定限制区域D是基于游星轮基板1的强度、保持孔区域A的大小和位置等判断的。
在步骤S9中,在步骤S8中判断为需要设定限制区域D之后,将限制区域D设定于游星轮基板1的全域减去保持孔区域A而得到的区域,进入步骤S10。其中,基于因为形成研磨剂保持孔3而使游星轮基板1的强度下降等任意条件设定限制区域D。如图6中标记细点所示的,在实施例1的工件游星轮10中,设定为用虚线示出的沿着保持孔区域A的缘部的外侧的规定宽度的环状区域以及沿着游星轮基板1的外形部11的规定宽度的环状区域。
在步骤S10中,在步骤S9中设定限制区域D之后,将游星轮基板1的全域减去保持孔区域A以及限制区域D而得到的区域设定为可能区域E(图7中标记向右上倾斜的斜线来示出),进入步骤S12。其中,“可能区域E”是游星轮基板1中可以形成研磨剂保持孔3的区域。另外,可能区域E是首先计算出保持孔区域A与限制区域D的和(称为“第一运算区域”),接着游星轮基板1的全域减去第一运算区域而计算出的。此外,可能区域E也可以是首先计算出游星轮基板1的全域减去保持孔区域A而得到的区域(称为“第二运算区域”),接着第二运算区域减去限制区域D而计算出的。
在步骤S11中,在步骤S8中判断为不需要设定限制区域D之后,将游星轮基板1的全域减去保持孔区域A而得到的区域设定为可能区域E,进入步骤S12。
在步骤S12中,在步骤S10或步骤S11中设定可能区域E之后,计算出可能区域E的面积比例,进入步骤S13。其中,“可能区域E的面积比例”是沿着游星轮基板1的周向的可能区域E占游星轮基板1的面积的比例,对游星轮基板1的每个径向位置进行计算。如图8所示,可能区域E的面积比例能够表示在如下的曲线图上,即,以游星轮基板1的径向位置为横轴,以可能区域E的面积比例为纵轴。此外,对于曲线图中的游星轮基板1的径向位置而言,“0”示出中心O的位置,越远离中心O则越大,“MAX”示出游星轮基板1的外形部11的位置。另外,在某个径向位置,在沿着游星轮基板1的周向的环状的线上不存在可能区域E的情况下,可能区域E的面积比例变为“0%”,在沿着游星轮基板1的周向整周上均存在可能区域E的情况下变为“100%”。在图8中,示出在设定有限制区域D的情况下的可能区域E(在步骤S10中设定的可能区域E)的面积比例。
在步骤S13中,在步骤S12中计算出可能区域E的面积比例之后,基于研磨剂供给区域C的面积比例与可能区域E的面积比例计算出设计比例,进入步骤S14。其中,“设计比例”是,在游星轮基板1的相同径向位置,研磨剂供给区域C的面积比例和可能区域E的面积比例中的小的面积比例的值。即,在某个径向位置研磨剂供给区域C的面积比例>可能区域E的面积比例时,在该径向位置,设计比例取可能区域E的面积比例的值。另外,在某个径向位置研磨剂供给区域C的面积比例<可能区域E的面积比例时,在该径向位置,设计比例取研磨剂供给区域C的面积比例的值。而且,在某个径向位置研磨剂供给区域C的面积比例=可能区域E的面积比例时,在该径向位置,设计比例取研磨剂供给区域C的面积比例以及可能区域E的面积比例的值。在图9所示的曲线图中,用实线表示设计比例,用单点划线示出研磨剂供给区域C的面积比例,用虚线示出可能区域E的面积比例。
在步骤S14中,在步骤S13中计算出设计比例之后,基于计算出的设计比例设定研磨剂保持孔3的面积比例,进入步骤S15。其中,“研磨剂保持孔3的面积比例”是沿着游星轮基板1的周向的研磨剂保持孔3占游星轮基板1的面积的比例,针对游星轮基板1的每个径向位置进行计算。其中,优选将研磨剂保持孔3的面积比例设定为与设计比例大致相同的值,例如设定为图10所示的曲线图中表示的面积比例。此外,“大致相同的值”除了表示各径向位置的设计比例与研磨剂保持孔3的面积比例的差异为0之外,还表示该差异在规定的范围内的状态。
在步骤S15中,在步骤S14中设定研磨剂保持孔3的面积比例之后,如图11中标记向右上倾斜的斜线所示的,将满足在步骤S14中设定的面积比例的研磨剂保持孔3设定于可能区域E(被单点划线包围示出)的内侧,从而结束。此外,若研磨剂保持孔3在各径向位置的面积比例满足在步骤S14中设定的面积比例且研磨剂保持孔3设计于可能区域E内,则能够任意设定形状、大小、数量、位置等。例如,也可以在游星轮基板1形成多个研磨剂保持孔3,且沿着游星轮基板1的周向以规定的间隔(均等的间隔)分散配置研磨剂保持孔3。其结果是,例如如图11所示,多个(图11中为4个)研磨剂保持孔3设计于以游星轮基板1的中心O为对称中心的点对称的位置。
以下,说明实施例1的工件游星轮10的作用。
在由安装有实施例1的工件游星轮10的平面研磨装置研磨工件时,一般来说已公知在研磨剂的供给量多的区域易于研磨工件,在研磨剂的供给量少的区域难以研磨工件。另外,在工件的外周部更易于产生平坦度比工件的中央部差的塌边。
另一方面,在工件研磨中,研磨剂流入在工件游星轮10形成的研磨剂保持孔3中,之后从研磨剂保持孔3流出。此时,因为工件游星轮10进行自转以及公转,所以研磨剂保持孔3也按照工件游星轮10的运动而移动。即,研磨剂沿着研磨剂保持孔3的轨迹流出。因此,能够想到研磨剂沿着研磨剂保持孔3的轨迹向上定盘以及下定盘的研磨面供给,通过使形成研磨剂保持孔3的位置变化,能够使研磨剂的流动方式发生变化。
对此,关于设计实施例1的工件游星轮10,在图2所示流程图中,首先,进入步骤S1,设定游星轮基板1的全域的区域。接着,进入步骤S2,在游星轮基板1内设定形成工件保持孔2的保持孔区域A。其中,保持孔区域A是在工件研磨中配置工件的区域,为了促进工件的研磨,基本上是可以供给研磨剂的区域。
接着,进入步骤S3,判断是否需要在保持孔区域A内设定研磨剂抑制区域B,研磨剂抑制区域B是在保持孔区域A的内侧抑制研磨剂的供给的区域。此外,是否设定研磨剂抑制区域B,是基于向保持孔区域A供给研磨剂的供给量和研磨剂的供给分布、工件的研磨量等判断的。
其中,在判断为需要设定研磨剂抑制区域B的情况下,依次进入步骤S4、步骤S5,在保持孔区域A的内侧设定研磨剂抑制区域B,将保持孔区域A减去研磨剂抑制区域B而得到的区域设定为研磨剂供给区域C。另外,在判断为不需要设定研磨剂抑制区域B的情况下,进入步骤S6,将保持孔区域A的全域设定为研磨剂供给区域C。此外,在图4所示的例子中,判断为需要设定研磨剂抑制区域B,研磨剂供给区域C是保持孔区域A减去研磨剂抑制区域B而得到的区域。
而且,若设定研磨剂供给区域C,则之后进入步骤S7,计算出研磨剂供给区域C的面积比例。
接着,进入步骤S8,判断是否需要将限制研磨剂保持孔3的形成的区域即限制区域D设定在游星轮基板1的全域减去保持孔区域A而得到的区域。此外,是否设定限制区域D,是根据游星轮基板1的强度、保持孔区域A的大小、位置等判断的。
其中,在判断为需要设定限制区域D的情况下,依次进入步骤S9、步骤S10,在游星轮基板1的全域减去保持孔区域A而得到的区域设定限制区域D,游星轮基板1的全域减去保持孔区域A以及限制区域D而剩下的区域设定为可能区域E。另外,在判断为不需要设定限制区域D的情况下,进入步骤S11,将游星轮基板1的全域减去保持孔区域A而剩下的区域设定为可能区域E。此外,在图7所示的例子中,判断为需要设定限制区域D,可能区域E是游星轮基板1的全域减去保持孔区域A以及限制区域D而剩下的区域。
而且,若设定可能区域E,接着进入步骤S12,计算出可能区域E的面积比例。
而且,若分别计算出研磨剂供给区域C和可能区域E的面积比例,则进入步骤S13,计算出设计比例。设计比例是,在游星轮基板1的相同径向位置,研磨剂供给区域C的面积比例和可能区域E的面积比例中的小的面积比例。其中,研磨剂供给区域C是为了促进工件的研磨而期望供给研磨剂的区域。换言之,研磨剂供给区域C是需要可以较多地供给研磨剂的区域,研磨剂供给区域C以外的区域是比较不需要供给研磨剂的区域。因此,通过根据研磨剂供给区域C的面积比例设定研磨剂保持孔3的面积比例,能够在与期望供给研磨剂的区域相对应的适当的位置形成研磨剂保持孔3。但是,研磨剂保持孔3仅能形成在可能区域E。因此,研磨剂保持孔3的面积比例被可能区域E的面积比例限制。即,在可能区域E的面积比例低的径向位置,无法提高研磨剂保持孔3的面积比例。
即,设计比例示出由研磨剂供给区域C的面积比例决定的研磨剂保持孔3的面积比例的足够的值,或由可能区域E的面积比例决定的研磨剂保持孔3的面积比例的最大值。
若计算出设计比例,则之后依次进入步骤S14、步骤S15,基于设计比例设定研磨剂保持孔3的面积比例,在可能区域E内设计满足该设定的面积比例的研磨剂保持孔3。
这样,研磨剂保持孔3的面积比例基于设计比例进行设定,设计比例根据期望供给研磨剂的区域(研磨剂供给区域C)以及可以形成研磨剂保持孔3的区域(可能区域E)决定。由此,能够根据期望研供给磨剂的区域(研磨剂供给区域C)形成研磨剂保持孔3,能够成为如下的设计,即对研磨剂供给区域C以外的区域即比较不需要供给研磨剂的区域不积极地供给研磨剂。其结果是,能够设计出考虑了研磨剂的流动方式的研磨剂保持孔3,能够向上下定盘的研磨面的需要区域供给研磨剂。
另外,在实施例1的工件游星轮10中,在保持孔区域A的内侧设定有抑制研磨剂的供给的研磨剂抑制区域B的情况下,保持孔区域A减去研磨剂抑制区域B而得到的区域设定为研磨剂供给区域C。而且,在保持孔区域A的内侧不设定研磨剂抑制区域B的情况下,所述保持孔区域的全域设定为研磨剂供给区域C。
因此,考虑对被工件游星轮10保持的工件供给的研磨剂的分布来设计研磨剂保持孔3。由此,能够抑制研磨剂被不必要地供给至研磨剂抑制区域B,能够抑制工件过度研磨,能够抑制塌边等的产生。
另外,在实施例1的工件游星轮10中,当在游星轮基板1的全域减去保持孔区域A而得到的区域(保持孔区域A的外侧的区域)设定限制研磨剂保持孔3的形成的限制区域D的情况下,游星轮基板1的全域减去保持孔区域A以及限制区域D而得到的区域设定为可能区域E。而且,当在游星轮基板1的全域减去保持孔区域A而得到的区域未设定限制区域D的情况下,游星轮基板1的全域减去保持孔区域A而得到的区域设定为可能区域E。
因此,考虑工件游星轮10的强度和现实的设计区域来设计研磨剂保持孔3。由此,能够保证游星轮基板1的刚性,能够抑制游星轮基板1的挠曲和变形,能够提高工件的加工精度。
而且,在实施例1的工件游星轮10中,在将研磨剂保持孔3的面积比例设定为与设计比例大致相同的值的情况下,能够配合可能区域E的大小设计与研磨剂的供给要求相符的大小的研磨剂保持孔3。其结果是,能够适当地控制研磨剂的流动,能够提高工件的加工精度。
另外,在实施例1的工件游星轮10中,在游星轮基板1形成多个研磨剂保持孔3,而且研磨剂保持孔3沿着游星轮基板1的周向以恒定的间隔(均等的间隔)分散配置。由此,能够使游星轮基板1的刚性以及在游星轮基板1产生的变形和挠曲等均衡地分散在游星轮基板1的整体。因此,能够抑制工件研磨中的游星轮基板1的变形,能够提高工件的加工精度。
另外,在实施例1的工件游星轮10中,研磨剂保持孔3是能够使在工件的研磨中从上定盘朝向下定盘供给的研磨剂流入的大小的开口部,保持研磨剂。由此,能够沿着研磨剂保持孔3的轨迹对上定盘以及下定盘的研磨面供给研磨剂,能够向适当的位置供给研磨剂。
以上,基于实施例1说明了本发明的工件游星轮,而具体的结构不限于该实施例,只要不脱离权利要求书的各权利要求中的发明的主旨,可以允许设计的变更和追加等。
在实施例1中,示出了在游星轮基板1形成有4个圆形的工件保持孔2和4个研磨剂保持孔3的例子,但不限于此。工件保持孔2以及研磨剂保持孔3的数量、形状、大小等能够任意设定。
即,例如,也可以如图12A所示的第一变形例的工件游星轮10A那样,在游星轮基板1形成一个工件保持孔2以及一个研磨剂保持孔3。此外,在图12A所示的例子中,工件保持孔2的中心O′相对于游星轮基板1的中心O偏心,而工件保持孔2的中心O′也可以与游星轮基板1的中心O一致。
此外,在第一变形例的工件游星轮10A中,如图12B所示的那样,分别设定保持孔区域A、研磨剂供给区域C、限制区域D以及可能区域E。此外,在第一变形例的工件游星轮10A中,未设定研磨剂抑制区域B,保持孔区域A的全域设定为研磨剂供给区域C。在图12B中,保持孔区域A被虚线包围来示出,研磨剂供给区域C标记向左上倾斜的斜线来示出,限制区域D标记点来示出,可能区域E标记向右上倾斜的斜线来示出。
另外,如图13A所示的曲线图所表示的那样,分别计算出第一变形例的工件游星轮10A中的研磨剂供给区域C的面积比例、可能区域E的面积比例以及设计比例。而且,研磨剂保持孔3的面积比例用图13B所示的曲线图表示。
另外,如图14A所示的第二变形例的工件游星轮10B那样,也可以将4个工件保持孔2的形状分别设定为正方形,且在游星轮基板1上形成4个俯视视角下为设定为风筝形状的研磨剂保持孔3和4个俯视视角下设定为三角形状的研磨剂保持孔3。
此外,在第二变形例的工件游星轮10B中,因为工件保持孔2为正方形,所以工件无法在工件保持孔2内自转。在该情况下,一般来说,存在以下趋势,即,在接近游星轮基板1的外形部11的位置,工件相对于上定盘以及下定盘的移动速度比接近游星轮基板1的中心O的位置大。由此,工件的接近游星轮基板1的中心O的部分未被过度磨削,接近游星轮基板1的外形部11的部分被大幅磨削,平坦度恶化。
因此,如图14B所示,在第二变形例的工件游星轮10B中,在保持孔区域A(被虚线包围的区域)的内侧设定研磨剂抑制区域B(标记细点的区域)。其结果是,期望研磨剂供给的研磨剂供给区域C成为保持孔区域A减去研磨剂抑制区域B而得到的保持孔区域A的内侧的三角形的区域(标记向左上倾斜的斜线的区域)。由此,能够抑制研磨剂向工件的一部分(在第二变形例的工件游星轮10B中接近游星轮基板1的外形部11的部分)的供给量,能够降低工件的一部分的加工效率,提高加工精度。
此外,能够任意设定研磨剂抑制区域B的形状。因此,研磨剂供给区域C不限于图14B所示的三角形状,能够设定为钻石形或圆形等任意形状。而且,也能够将研磨剂抑制区域B设定于保持孔区域A的中心部,在保持孔区域A的内侧周缘部设定研磨剂供给区域C。
而且,也可以像图15A所示的第三变形例的工件游星轮10C那样,在游星轮基板1形成3个工件保持孔2以及3个研磨剂保持孔3。在第三变形例的工件游星轮10C中,如图15B所示的那样,分别设定保持孔区域A、研磨剂抑制区域B、研磨剂供给区域C、限制区域D以及可能区域E。此外,在图15B中,保持孔区域A被虚线包围示出,研磨剂抑制区域B标记细点示出,研磨剂供给区域C标记向左上倾斜的斜线示出,限制区域D标记粗点示出,可能区域E标记向右上倾斜的斜线示出。
另外,如图16A所示的曲线图表示的那样,分别计算出第三变形例的工件游星轮10C中的研磨剂供给区域C的面积比例、可能区域E的面积比例以及设计比例。而且,研磨剂保持孔3的面积比例用图16B所示的曲线图表示。
而且,在第三变形例的工件游星轮10C中,3个研磨剂保持孔3均呈扇形形状,但不限于此。研磨剂保持孔3满足设计比例的面积比例,由此能够成为考虑了研磨剂的流动方式的设计,从而也可以例如根据游星轮基板1的强度等使研磨剂保持孔3适当变形。具体地说,也可以像图17A所示的第四变形例的工件游星轮10D那样,将配置在工件保持孔2之间的研磨剂保持孔3分割为3个部分。另外,如图18A所示第五变形例的工件游星轮10E那样,也可以将配置在工件保持孔2之间的研磨剂保持孔3分割为两个部分。
其中,第四变形例的工件游星轮10D中的研磨剂保持孔3的面积比例为图17B的曲线图所示的值,第五变形例的工件游星轮10E中的研磨剂保持孔3的面积比例为图18B的曲线图示出的值。即,都与图16B所示的第三变形例的工件游星轮10C中的研磨剂保持孔3的面积比例不同。但是,通过基于图16A所示的设计比例设定研磨剂保持孔3的面积比例,即使在第四变形例的工件游星轮10D或第五变形例的工件游星轮10E那样的形状上设计研磨剂保持孔3,也能够向上下定盘的研磨面的需要的区域供给研磨剂。
而且,研磨剂保持孔3的形状不限于此,也可以是例如图19A~19E所示的形状。
另外,在实施例1的工件游星轮10中,示出了以下例子,即,在保持孔区域A的内侧设定研磨剂抑制区域B,将研磨剂供给区域C作为保持孔区域A减去研磨剂抑制区域B而得到的区域。但是,也可以不设定研磨剂抑制区域B,将研磨剂供给区域C设定为保持孔区域A的全域。在该情况下,研磨剂供给区域C的面积比例为图20A所示的值,设计比例是图20B中用实线示出的值。而且,基于图20B所示的设计比例,设定研磨剂保持孔3的设计比例。此外,即使在该情况下,优选将研磨剂保持孔3的设计比例设定为与图20B所示的设计比例大致相同的值。
另外,如图21所示的第六变形例的工件游星轮10F,也可以在游星轮基板1形成扇形形状的4个第一研磨剂保持孔3α以及三角形状的4个第二研磨剂保持孔3β。
而且,在实施例1的工件游星轮10中,示出了以下例子,即,将限制区域D设定在游星轮基板1的全域减去保持孔区域A而得到的区域,可能区域E是游星轮基板1的全域减去保持孔区域A以及限制区域D而得到的区域。但是,也可以不设定限制区域D,将可能区域E设定为游星轮基板1的全域减去保持孔区域A而得到的区域。
另外,在实施例1的工件游星轮10中,示出了研磨剂保持孔3的面积比例被设定为与设计比例大致相同的值的例子。但是,也可以不必将研磨剂保持孔3的面积比例设定为与设计比例大致相同的值,也可以是研磨剂保持孔3的面积比例与设计比例的差异超出规定范围。
另外,在实施例1中,示出以下例子,即,如图2所示的流程图示出的那样,在设定研磨剂供给区域C(步骤S5或步骤S6),计算出研磨剂供给区域C的面积比例(步骤S7)之后,设定可能区域E(步骤S10或步骤S11),计算出可能区域E的面积比例(步骤S12)。但是,研磨剂保持孔3的设计顺序不限于图2所示的顺序。例如,在设定游星轮基板1的全域之后,设定可能区域E,计算出可能区域E的面积比例。接着,在设定保持孔区域A之后,设定研磨剂供给区域C,计算出研磨剂供给区域C的面积比例。之后,也可以计算出设计比例,计算出研磨剂保持孔3的面积比例,设计研磨剂保持孔3。而且,也可以将各步骤内的要素细分,替换处理顺序。
在实施例1的工件游星轮10中,示出了以下例子,即,作为不保持工件的开口部即第二开口部,在游星轮基板1形成能够保持研磨剂的大小的研磨剂保持孔3。但是,不保持工件的第二开口部不是必须具有能够保持研磨剂的大小。例如,也能够由多个网状的孔构成第二开口部。
而且,在实施例1中,通过在与工件的外周部接触的保持孔区域A的内周缘部设定研磨剂供给区域C,能够有意地使工件的塌边产生。即,实施例1的工件游星轮10能够通过工件游星轮设计(工件游星轮10的设计)控制工件的加工精度。
此外,本发明的工件游星轮除了适用于使用研磨垫的抛光加工之外,还能够适用于不使用研磨垫的研磨加工等其他研磨以及研削加工。