一种开关柜壳体加工用打磨装置
文献发布时间:2023-06-19 19:23:34
技术领域
本发明属于全自动打磨技术领域,尤其涉及一种开关柜壳体加工用打磨装置。
背景技术
开关柜是一种电气设备,开关柜的外线先进入柜内的主控开关,然后进入分控开关,各分路按其需要设置。主要作用是在电力系统进行发电、输电、配电和电能转换的过程中,进行开合、控制和保护用电设备。开关柜内的部件主要有断路器、隔离开关、负荷开关、操作机构、互感器、保护装置等。
开关柜的控制按钮及表盘突出壳体之外,故在壳体加工成型前,需要对钢板进行打磨,打磨是表面改性技术的一种,一般指借助粗糙物体(含有较高硬度颗粒的砂纸等)和摩擦的方式改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度。
现有的打磨装置在使用时,由于开关柜柜体的面积较大,需要人工不断调整打磨位置,切换打磨盘的打磨部位,才能够实现对柜体的全面打磨,该种方式操作难度大,复杂度高,且人工切换施工位的方式难以保证精度,可能出现对相同部位重复打磨,或者出现漏打磨的部分,自动化程度低,打磨效果差的问题。
发明内容
本发明实施例的目的在于提供一种开关柜壳体加工用打磨装置,旨在解决现有的打磨装置在使用时,由于开关柜柜体的面积较大,需要人工不断调整打磨位置,切换打磨盘的打磨部位,才能够实现对柜体的全面打磨,该种方式操作难度大,复杂度高,且人工切换施工位的方式难以保证精度,可能出现对相同部位重复打磨,或者出现漏打磨的部分,自动化程度低,打磨效果差的问题。
本发明实施例是这样实现的,一种开关柜壳体加工用打磨装置,包括固定架和打磨电机,所述打磨电机的输出端设置有打磨盘,所述开关柜壳体加工用打磨装置还包括:
定位组件,设置于所述固定架上,所述定位组件用于对开关柜壳体进行挤压和定位;
移动控制组件,安装在所述固定架上,所述移动控制组件用于间歇式带动打磨电机和打磨盘在开关柜表面移动;
往复横移组件,安装在所述固定架内,所述往复横移组件用于在移动控制组件处于停滞状态时,带动打磨电机和打磨盘进行一次往复式移动。
优选地,所述定位组件包括:
定位支架,安装在所述固定架上,所述定位支架上设置有螺纹套筒;
螺纹柱,螺纹连接在所述螺纹套筒内部,所述螺纹柱一端转动设置有挤压板。
优选地,所述定位组件的数量不少于两个,且在开关柜两侧对称设置。
优选地,所述移动控制组件包括:
齿板,安装在所述固定架上,所述齿板上滑动设置有滑动块;
第一齿轮,转动设置在所述滑动块内部,所述第一齿轮与齿板相互啮合;
驱动组件,安装在所述滑动块上,所述驱动组件用于带动所述第一齿轮和往复横移组件运转。
优选地,所述驱动组件包括:
第一支柱,安装在所述滑动块上,所述第一支柱上设置有主电机,所述主电机的输出端偏心连接有椭圆盘;
第一导槽,开设于所述第一支柱上,所述第一导槽内滑动设置有第一滑动柱,所述第一滑动柱与椭圆盘相互配合,且第一滑动柱与第一导槽内壁之间设有第一弹簧;
第二支柱,安装在所述滑动块上,所述第二支柱上开设有第二导槽,所述第二导槽内部滑动设置有第二滑动柱,且所述第二滑动柱与第二导槽内壁之间设置有第二弹簧;
第三支柱,安装在所述滑动块上,所述第三支柱上转动设置有转动杆,所述转动杆上开设有连动槽,所述第一滑动柱和第二滑动柱均与连动槽相互配合;
第二齿轮,转动设置在所述第一支柱侧部,所述第二齿轮与第一齿轮之间设置有第一传输带,所述椭圆盘上设置有齿条,所述齿条与第二齿轮相互啮合。
优选地,所述往复横移组件包括:
齿柱,安装在所述第二滑动柱上,所述第二支柱上转动设置有第三齿轮,所述第三齿轮与齿柱相互啮合;
安装架,安装在所述第二支柱一端,所述安装架上转动设置有螺纹杆,所述螺纹杆与第三齿轮之间设置有第二传输带;
滑板,安装在所述安装架上,所述滑板上滑动设置有安装块,所述安装块与螺纹杆螺纹连接,所述打磨电机安装在所述安装块上。
优选地,所述打磨电机的输出端与打磨盘之间设置有伸缩气缸。
本发明实施例提供的一种开关柜壳体加工用打磨装置,具有以下有益效果:
在该开关柜壳体加工用打磨装置使用时,将开关柜置于定位组件之间,定位组件对其进行挤压与固定,随后打磨盘与开关柜表面相接触,打磨电机来带动打磨盘持续旋转,移动控制组件会间歇式带动打磨盘移动,且在移动控制组件未带动打磨盘移动时,往复横移组件会带动打磨盘进行一次往复式横移,实现该部位的横向打磨,随后移动控制组件会带动打磨盘前进一个工位,随后往复横移组件再次对该工位的部分进行一次往复式横移打磨,如此持续,即可实现对开关柜的全面打磨,无需过多的手动操作,自动化程度高,打磨更加完整。
附图说明
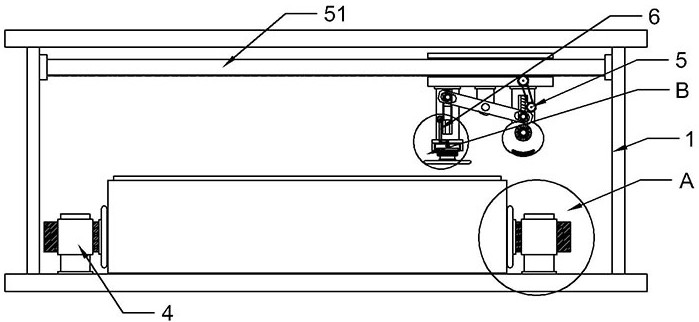
图1为本发明实施例提供的一种开关柜壳体加工用打磨装置的整体结构示意图;
图2为本发明实施例提供的一种开关柜壳体加工用打磨装置中移动控制组件的局部结构图;
图3为本发明实施例提供的一种开关柜壳体加工用打磨装置中移动控制组件的局部工作状态图;
图4为图1中A处的放大图;
图5为图1中B处的放大图;
图6为本发明实施例提供的一种开关柜壳体加工用打磨装置中的移动控制组件的结构图。
附图中:1-固定架;2-打磨电机;3-打磨盘;4-定位组件;41-定位支架;42-螺纹套筒;43-螺纹柱;44-挤压板;5-移动控制组件;51-齿板;52-滑动块;53-第一齿轮;54-第一支柱;55-主电机;56-椭圆盘;57-第一导槽;58-第一滑动柱;59-第一弹簧;510-第二支柱;511-第二导槽;512-第二滑动柱;513-第二弹簧;514-第三支柱;515-转动杆;516-连动槽;517-第二齿轮;518-第一传输带;519-齿条;6-往复横移组件;61-齿柱;62-第三齿轮;63-安装架;64-螺纹杆;65-第二传输带;66-滑板;67-安装块;7-伸缩气缸。
实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
以下结合具体实施例对本发明的具体实现进行详细描述。
如图1所示,在本发明实施例中,一种开关柜壳体加工用打磨装置,包括固定架1和打磨电机2,所述打磨电机2的输出端设置有打磨盘3,所述开关柜壳体加工用打磨装置还包括:
定位组件4,设置于所述固定架1上,所述定位组件4用于对开关柜壳体进行挤压和定位;
移动控制组件5,安装在所述固定架1上,所述移动控制组件5用于间歇式带动打磨电机2和打磨盘3在开关柜表面移动;
往复横移组件6,安装在所述固定架1内,所述往复横移组件6用于在移动控制组件5处于停滞状态时,带动打磨电机2和打磨盘3进行一次往复式移动。
在该开关柜壳体加工用打磨装置使用时,将开关柜置于定位组件4之间,定位组件4对其进行挤压与固定,随后打磨盘3与开关柜表面相接触,打磨电机2来带动打磨盘3持续旋转,移动控制组件5会间歇式带动打磨盘3移动,且在移动控制组件5未带动打磨盘3移动时,往复横移组件6会带动打磨盘3进行一次往复式横移,实现该部位的横向打磨,随后移动控制组件5会带动打磨盘3前进一个工位,随后往复横移组件6再次对该工位的部分进行一次往复式横移打磨,如此持续,即可实现对开关柜的全面打磨,无需过多的手动操作,自动化程度高,打磨更加完整。
如图1至图6所示,在本发明实施例中,所述定位组件4包括:
定位支架41,安装在所述固定架1上,所述定位支架41上设置有螺纹套筒42;
螺纹柱43,螺纹连接在所述螺纹套筒42内部,所述螺纹柱43一端转动设置有挤压板44。
在本发明实施例中,所述定位组件4的数量不少于两个,且在开关柜两侧对称设置。
如图1至图6所示,在本发明实施例中,所述移动控制组件5包括:
齿板51,安装在所述固定架1上,所述齿板51上滑动设置有滑动块52;
第一齿轮53,转动设置在所述滑动块52内部,所述第一齿轮53与齿板51相互啮合;
驱动组件,安装在所述滑动块52上,所述驱动组件用于带动所述第一齿轮53和往复横移组件6运转。
如图1至图6所示,在本发明实施例中,所述驱动组件包括:
第一支柱54,安装在所述滑动块52上,所述第一支柱54上设置有主电机55,所述主电机55的输出端偏心连接有椭圆盘56;
第一导槽57,开设于所述第一支柱54上,所述第一导槽57内滑动设置有第一滑动柱58,所述第一滑动柱58与椭圆盘56相互配合,且第一滑动柱58与第一导槽57内壁之间设有第一弹簧59;
第二支柱510,安装在所述滑动块52上,所述第二支柱510上开设有第二导槽511,所述第二导槽511内部滑动设置有第二滑动柱512,且所述第二滑动柱512与第二导槽511内壁之间设置有第二弹簧513;
第三支柱514,安装在所述滑动块52上,所述第三支柱514上转动设置有转动杆515,所述转动杆515上开设有连动槽516,所述第一滑动柱58和第二滑动柱512均与连动槽516相互配合;
第二齿轮517,转动设置在所述第一支柱54侧部,所述第二齿轮517与第一齿轮53之间设置有第一传输带518,所述椭圆盘56上设置有齿条519,所述齿条519与第二齿轮517相互啮合。
如图1至图6所示,在本发明实施例中,所述往复横移组件6包括:
齿柱61,安装在所述第二滑动柱512上,所述第二支柱510上转动设置有第三齿轮62,所述第三齿轮62与齿柱61相互啮合;
安装架63,安装在所述第二支柱510一端,所述安装架63上转动设置有螺纹杆64,所述螺纹杆64与第三齿轮62之间设置有第二传输带65;
滑板66,安装在所述安装架63上,所述滑板66上滑动设置有安装块67,所述安装块67与螺纹杆64螺纹连接,所述打磨电机2安装在所述安装块67上。
在本发明实施例中,所述打磨电机2的输出端与打磨盘3之间设置有伸缩气缸7。
使用时,主电机55会带动椭圆盘56旋转,则由于椭圆盘56为偏心式设置,则在椭圆盘56旋转时,会间歇式带动齿条519与第二齿轮517相啮合,且在齿条519与第二齿轮517相啮合时,会利用第二齿轮517和第一传输带518来带动第一齿轮53转动,进而利用第一齿轮53与齿板51之间的啮合关系,来控制滑动块52向前移动一个工位,并带动打磨盘3向前移动一个工位;
在齿条519逐渐脱离第二齿轮517时,椭圆盘56的旋转会使第一滑动柱58逐渐脱离椭圆盘56的宽边,并向窄边移动,则在第一弹簧59的推动作用下,第一滑动柱58会下移,转动杆515来带动第二滑动柱58上移,则第二滑动柱58在移动过程中会通过齿柱61带动第三齿轮62旋转,第三齿轮62会利用第二传输带65来带动螺纹杆64转动,通过螺纹杆64与安装块67之间的螺纹连接作用,来带动安装块67进行一次滑动;
随后椭圆盘56的转动会使第一滑动柱58逐渐脱离椭圆盘56的窄边,并向宽边移动,则上述构件均会进行反向运转,使安装块67进行反向复位式滑动,实现打磨盘3的一次往复式打磨,且在往复式移动结束后,齿条519会再次与第二齿轮517相接触,并重复上述步骤,带动打磨盘3前进一个工位,实现全自动持续打磨的效果,自动化程度高,使用效果好,实用性强。
综上,在该开关柜壳体加工用打磨装置使用时,将开关柜置于定位组件4之间,定位组件4对其进行挤压与固定,随后打磨盘3与开关柜表面相接触,打磨电机2来带动打磨盘3持续旋转,移动控制组件5会间歇式带动打磨盘3移动,且在移动控制组件5未带动打磨盘3移动时,往复横移组件6会带动打磨盘3进行一次往复式横移,实现该部位的横向打磨,随后移动控制组件5会带动打磨盘3前进一个工位,随后往复横移组件6再次对该工位的部分进行一次往复式横移打磨,如此持续,即可实现对开关柜的全面打磨,无需过多的手动操作,自动化程度高,打磨更加完整。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。