一种双料盘磨簧机
文献发布时间:2023-06-19 19:32:07
技术领域
本申请涉及一种双料盘磨簧机,属于金属线材加工设备中线的送进技术领域。
背景技术
弹簧一般以金属线材作为原料,金属线材经送线轮送线、校直轮校直、进线、变径卷簧后,切断得到粗品弹簧,这些粗品弹簧两端存在切割痕迹,表面毛糙,因此需要进行磨簧处理。现有的磨簧机多少借助于齿轮带动料盘转动,通过对料盘对应设置的磨砂轮,实现对粗品弹簧上下截断面的磨光处理。
该装置不仅效率较低,且齿轮传动可控性较差,对弹簧断面的打磨让人较为粗糙,需要多次研磨,才能实现弹簧的精加工。
发明内容
有鉴于此,本申请提供一种可实现粗品弹簧精细打磨的双料盘磨簧机,该装置用于对粗品弹簧进行断面研磨,不仅可以实现弹簧的快速磨簧作业,还能实现弹簧的精细加工,提高工作效率。
具体地,本申请是通过以下方案实现的:
一种双料盘磨簧机,包括工作台、转台、第一送料盘、第二送料盘、上砂轮和下砂轮,
所述上砂轮与下砂轮对应设置,分别由上磨削电机、下磨削电机驱动;
所述工作台朝向上砂轮、下砂轮的一侧设置缺口,并使上砂轮位于缺口上方,下砂轮位于缺口下方,工作台的另一侧设置出口;
所述第一送料盘、第二送料盘分别安装于送料主轴上,送料主轴由伺服电机驱动,送料主轴与转台之间以支承盘连接,伺服电机工作,经送料主轴带动第一送料盘、第二送料盘相对转台的转动;
所述转台较工作台小,转台通过换盘主轴安装于工作台上方,换盘主轴由换盘减速机驱动,以带动转台及其上的第一送料盘、第二送料盘相对工作台的转动;
第一送料盘与第二送料盘上均设置有多组容纳料样的置样孔。
上述装置进行粗品弹簧的磨簧时,先通过转台将送料盘转在非缺口部位,将待加工料样置于置样孔中,启动换盘减速机,经转盘主轴带动转台相对工作台转动,使装有料样的送料盘转动至缺口处,启动相应的伺服电机,经送料主轴带动相应的送料盘转动,同时磨削电机启动,上砂轮下砂轮转动,即可实现突出在送料盘上下表面的料样上断面、下断面的磨削,完成磨簧作业,待磨簧完毕,转台将送料盘转移至出口处,将磨簧完毕的弹簧送出;而另一转盘上的料样则进入缺口,开启下轮的磨削。上述装置不仅实现了双料盘分别作业,提高了工作效率,还实现了上、下断面的同时磨削,通过调整缺口处送料盘的转速,还能实现不同磨削程度的控制,实现不同产品的分别作业,很好的实现了磨簧加工作业的精准控制。
进一步的,作为优选:
所述第一送料盘与第二送料盘相对转台中轴线对称设置。更优选的,所述第一送料盘与第二送料盘之间安装有导向板,导向板卡装于两个支承盘之间,借助于导向板与支承盘实现第一送料盘与第二送料盘的同步运动。
所述缺口与出口对称设置于工作台两侧。
所述转盘主轴与工作台之间以两对深沟球轴承连接,两对深沟球轴承方向不同,确保转动的平稳。
所述换盘主轴上设置有第一平键、第二平键和第三平键,第一平键位于转台与换盘主轴连接处,第二平键位于支承盘与换盘主轴连接处,第三平键位于换料盘上方的换盘主轴上。更优选的,所述转盘主轴上套装有锁紧环,锁紧环位于转台与转盘主轴连接处的平键外侧。
所述伺服电机与换盘主轴之间设置有行星减速机。更优选的,所述行星减速机位于转台下方,行星减速机与换盘主轴之间安装有主轴联接套。
所述支承盘与转台之间套装有骨架式密封圈。
所述支承盘下方的换盘主轴上套装有双列向心推力球。更优选的,所述双列向心推力球与支承盘之间安装有轴承压盖。
所述支承盘上方的换盘主轴上套装有料盘隔圈,第一换料盘、第二换料盘套装于料盘隔圈的不同高度处。
还包括有砂轮修整器,所述砂轮修整器一端设置把手,另一端设置修整片,把手与修整片之间螺杆连接,转动把手,实现修整片相对上砂轮、下砂轮水平距离的改变。更优选的,所述砂轮修整器安装于固定部上,实现砂轮修整器在竖直方向的高度变化。
上述装置应用于磨簧,不仅可以实现一组工作、一组待机的双料盘作业,借助于转台与工作台、转台与相应换料盘的相对运动,配合砂轮还可以实现料样上下断面的同时切削。
附图说明
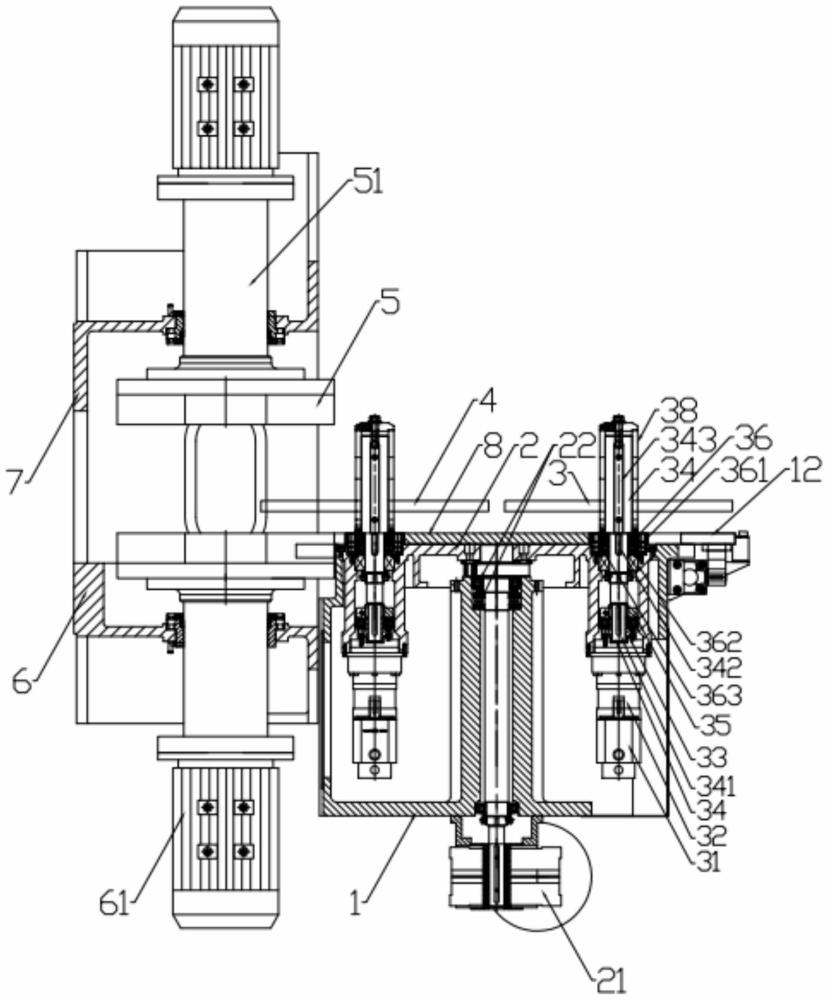
图1为本申请的正面剖视图;
图2为本申请的俯视图;
图3为本申请中磨砂轮部分的结构示意图。
图中标号:1.工作台;11.缺口;12.出口;2.转台;21.换盘主轴;22.换盘减速机;23.深沟球轴承;3.第一送料盘;31.伺服电机;32.行星减速机;33.主轴联接套;34.换盘主轴;341.第一平键;342.第二平键;343.第三平键;35.锁紧环;36.支承盘;361.骨架式密封圈;362.双列向心推力球;363.轴承压盖;37.置样孔;38.料盘隔圈;4.第二换料盘;5.上砂轮;51.上磨削电机;6.下砂轮;61.下磨削电机;7.机架;8.导向板;9. 砂轮修整器;91.把手;92.修整片;93.螺杆;94.固定部;95.手轮;96.活动部。
具体实施方式
实施例1
本实施例一种双料盘磨簧机,结合图1,包括工作台1、转台2、第一送料盘3、第二送料盘4、上砂轮5和下砂轮6。
上砂轮5由上磨削电机51驱动,下砂轮6由下磨削电机61驱动,上砂轮5位于下砂轮6上方,两者均安装在机架7上。
机架7位于工作台1旁边,工作台1朝向机架7的一侧设置缺口11,缺口11位于上砂轮5与下砂轮6之间;工作台1的另一侧设置出口12。
工作台1的底部固定有换盘减速机22,沿工作台4的中轴线设置一根换盘主轴21,换盘主轴21由换盘减速机22驱动,转台2固定安装于转盘主轴21的顶部,并突出在工作台1的上方;而换盘主轴21与工作台1之间则以深沟球轴承23过渡连接。
转台2的两端分别下凹形成安装空间,在安装空间底部固定一个行星减速机32,行星减速机32由伺服电机31驱动,行星减速机32顶部固定一个主轴联接套33,换盘主轴34底部安装于该主轴联接套33中,并在主轴联接套33的外侧套装深沟球轴承(图中未标注)和锁紧环35,沿换盘主轴34向上,于安装空间顶部安装一支承盘36,支承盘36上方的换盘主轴34上套装第一送料盘3。
第二送料盘4做同样安装,区别在于位置不同。
第一送料盘3设置有多组置样孔37,第二送料盘4上也设置有多组置样孔(图中未标示)。
磨簧作业前,先启动盘减速机22,驱动转台2随转盘主轴21转动,在该过程中,第一送料盘3和第二送料盘4均随着转台2同步转动;当第一送料盘3转动至非缺口11对应位置时,停止转盘减速机22,待磨簧的料样置于逐次摆入置样孔37中;待装料完毕,再次启动转盘减速机22,转台2带动第一送料盘3转动至缺口11时(图2所示位置,此时第二送料盘4位于非缺口11处),同时,调整上砂轮5、下砂轮6至与第一送料盘3的上顶面、下底面接触;停止转盘减速机22,启动伺服电机31和行星减速机32以及上磨削电机51和下磨削电机61(两台电机可以分别启动也可同时启动),第一送料盘3相对转台2转动、上砂轮5、下砂轮6相对第一送料盘3转动,在相对运动过程中,完成料样上断面、下断面的磨光,此即磨簧作业过程。在磨簧的同时,第二送料盘4的置样孔中也摆入待磨簧料样,备用;当第一送料盘4磨簧完毕后,再次启动转盘减速机2,并升起上砂轮5、下砂轮6,将第二送料盘4转动至缺口11处,调整上砂轮5、下砂轮6的位置,即可开始第二送料盘4中料样的磨簧,而出口12打开,第一送料盘3经过出口12时,其中的弹簧落入出口12中,在第一送料盘3中再次装入带磨簧料样,等待下一周期的磨簧。
实施例2
本实施例与实施例1的设置相同,区别在于:结合图2,第一送料盘3与第二送料盘4相对转台2中轴线对称设置。实现空间的最大化利用,避免转台2的面积过大,也方便两送料盘位置的调控。
优选的:
结合图1,第一送料盘3与第二送料盘4之间安装有导向板8,导向板8卡装于两个支承盘(36)之间,借助于导向板8与支承盘实现第一送料盘3与第二送料盘4的同步运动。
结合图2,缺口11位于机架7的一侧,出口12位于缺口11的对侧。
实施例3
本实施例与实施例1的设置相同,区别在于:结合图3,还包括有砂轮修整器9,砂轮修整器9安装于机架7上,砂轮修整器9一端设置把手91,另一端设置修整片92,把手91与修整片92之间螺杆93连接,转动把手91,螺杆93相对机架7转动,即可实现修整片92相对上砂轮5、下砂轮6在水平距离的改变,对相应的砂轮进行修整。
优选的,砂轮修整器9通过手轮95通过固定部94安装于机架7侧壁上,活动部96与砂轮修整器9连接,两者之间安装一手轮95,手轮95转动,与砂轮修整器9连接的活动部9带动砂轮修整器9随之相对固定部94与机架7升降,即可实现砂轮修整器9在竖直方向的高度变化。
实施例4
本实施例与实施例1的设置相同,区别在于:结合图1,换盘主轴34上设置有第一平键341、第二平键342和第三平键343,第一平键341位于转台2与换盘主轴34连接处,第二平键342位于支承盘36与换盘主轴34连接处,第三平键343位于第一换料盘3上方的换盘主轴34上。优选的,锁紧环35位于第一平键341外侧。
实施例5
本实施例与实施例1的设置相同,区别在于:结合图1,支承盘36上方的换盘主轴34上套装有料盘隔圈38,第一换料盘3、第二换料盘4套装于料盘隔圈(38)的不同高度处。
上述方案中:
支承盘36与转台2之间套装有骨架式密封圈361。
支承盘36下方的换盘主轴34上套装有双列向心推力球362。优选的,双列向心推力球362与支承盘36之间安装有轴承压盖363。
上述装置应用于磨簧,不仅可以实现一组工作、一组待机的双料盘作业,借助于转台与工作台、转台与相应换料盘的相对运动,配合砂轮还可以实现料样上下断面的同时切削。