用于加工基板的装置
文献发布时间:2023-06-19 19:33:46
技术领域
实施方式总体上提供了用于加工基板的装置。更具体地,实施方式涉及用于加工基板的装置,其中,该装置用于研磨基板。
背景技术
平板显示设备是显示设备中平而薄的显示设备,并且包括液晶显示设备、有机发光显示设备、无机发光显示设备、量子点显示设备等。平板显示设备可以包括显示图像的显示面板。通常,显示面板可以通过接合其上设置有图像显示区域必需的元件的上基板和下基板来形成母面板,并且然后将母面板切割成期望单元的尺寸来形成。在这种情况下,母面板的切割工艺可以由使用切割轮形成切割槽的工艺和使用破碎机等击打切割槽的工艺组成。通过该切割工艺,显示面板可以被分割成期望的尺寸。
在切割工艺中分割具有期望的尺寸的显示面板时,切割表面上可能出现水平裂纹或垂直裂纹。此外,诸如塑性变形的缺陷可能发生在形成切割槽的部分中。为了消除这些缺陷,使用利用研磨石研磨切割面的方法。此外,研磨石可以用于具有弯曲边缘的显示设备。
发明内容
实施方式提供了用于改善研磨质量的用于加工基板的装置。
根据本发明的实施方式的用于加工基板的装置可以包括主体构件、旋转构件和周边研磨构件,其中,主体构件邻近基板的侧表面定位并且能够旋转,旋转构件联接至主体构件并且将旋转力传递给主体构件,周边研磨构件联接至主体构件,并且包括多个第一周边研磨构件和多个第二周边研磨构件,其中,第二周边研磨构件具有与第一周边研磨构件的粗糙度不同的粗糙度。第一周边研磨构件和第二周边研磨构件可以在主体构件的旋转方向上交替地排列为彼此间隔开。第一周边研磨构件中的每一个在从主体构件的中心向主体构件的边缘的方向上的第一长度可与第二周边研磨构件中的每一个在从主体构件的中心向主体构件的边缘的方向上的第二长度不同。
在实施方式中,第一周边研磨构件可以彼此面对,并且第二周边研磨构件可以彼此面对。
在实施方式中,第一周边研磨构件中的每一个可以包括用于以精细粗糙度精加工的研磨石,并且第二周边研磨构件中的每一个可以包括用于以相对粗糙的粗糙度粗加工的研磨石。
在实施方式中,第一长度可以大于第二长度。
在实施方式中,第二长度可以是第一长度的约50%至约90%。
在实施方式中,第一周边研磨构件的数量可以与第二周边研磨构件的数量相同。
在实施方式中,从正面观察时,第一周边研磨构件中的每一个的形状和第二周边研磨构件中的每一个的形状可以相同。
在实施方式中,从正面观察时,第一周边研磨构件中的每一个可以具有环的部分形状,并且第二周边研磨构件中的每一个可以具有环的部分形状。
在实施方式中,第一周边研磨构件中的每一个和第二周边研磨构件中的每一个之间形成有研磨水穿过的分离空间。
在实施方式中,用于加工基板的装置还可以包括中心研磨构件,中心研磨构件联接至主体构件的中心并且具有在从旋转构件的中心向主体构件的中心的方向上突出的形状。
在实施方式中,中心研磨构件可以具有比周边研磨构件更加突出的形状。
在实施方式中,中心研磨构件可以包括联接至主体构件的中心的第一中心研磨构件和联接至第一中心研磨构件的第二中心研磨构件。
在实施方式中,从侧面观察时,第一中心研磨构件可以具有矩形形状,并且第二中心研磨构件可以具有半圆形形状。
根据本发明的实施方式的用于加工基板的装置可以包括主体构件、旋转构件和周边研磨构件,其中,主体构件邻近基板的侧表面定位并且能够旋转,旋转构件联接至主体构件并且将旋转力传递给主体构件,周边研磨构件联接至主体构件,并且包括多个第一周边研磨构件和多个第二周边研磨构件,其中,第二周边研磨构件具有与第一周边研磨构件的粗糙度不同的粗糙度。第一周边研磨构件和第二周边研磨构件可以在主体构件的旋转方向上交替地排列为彼此间隔开。从正面观察时,第一周边研磨构件中的每一个的外表面可以与主体构件的边缘重合,并且第二周边研磨构件中的每一个的外表面可以与主体构件的边缘间隔开。
在实施方式中,第一周边研磨构件可以彼此面对,并且第二周边研磨构件可以彼此面对。
在实施方式中,第一周边研磨构件中的每一个可以包括用于以精细粗糙度精加工的研磨石,并且第二周边研磨构中的每一个可以包括用于以相对粗糙的粗糙度粗加工的研磨石。
在实施方式中,第一周边研磨构件的数量可以与第二周边研磨构件的数量相同。
在实施方式中,从正面观察时,第一周边研磨构件中的每一个的形状和第二周边研磨构件中的每一个的形状可以相同。
在实施方式中,从正面观察时,第一周边研磨构件中的每一个可以具有环的部分形状,并且第二周边研磨构件中的每一个可以具有环的部分形状。
在实施方式中,第一周边研磨构件中的每一个和第二周边研磨构件中的每一个之间形成有研磨水穿过的分离空间。
在根据本发明的实施方式的用于加工基板的装置中,具有不同粗糙度的第一周边研磨构件和第二周边研磨构件可以在主体构件的旋转方向上交替地排列为彼此间隔开。此外,第一周边研磨构件中的每一个在从主体构件的中心向主体构件的边缘的方向上的第一长度可以与第二周边构件中的每一个在从主体构件的中心向主体构件的边缘的方向上的第二长度不同。具体地,第一长度可以大于第二长度。因此,对显示设备的损坏可以降低。此外,在研磨端点处发生碎裂的问题可以改善。即,基板的研磨质量可以改善。
附图说明
通过以下结合附图进行的详细描述,将更加清楚地理解说明性的、非限制性的实施方式。
图1是示出根据实施方式的用于加工基板的装置、基板和支承台的立体图。
图2是示出图1的用于加工基板的装置的立体图。
图3是示出图1的用于加工基板的装置的侧视图。
图4是从正面观察的图2的用于加工基板的装置的平面图。
图5是示出根据另一实施方式的用于加工基板的装置的正视图。
图6是示出根据又一实施方式的用于加工基板的装置的正视图。
图7和图8是示出图1的基板的立体图。
图9是示出使用图2的用于加工基板的装置加工基板的示例的正视图。
图10是示出通过图2的用于加工基板的装置加工的基板的示例的平面图。
具体实施方式
在下文中,将参考附图详细解释本公开的实施方式。在附图中,相同的附图标记用于相同的部件,并且将省略相同部件的冗余描述。
图1是示出根据实施方式的用于加工基板的装置、基板和支承台的立体图。
参考图1,根据实施方式的用于加工基板的装置100可以通过直接接触待研磨的物体来研磨物体。例如,用于加工基板的装置100可以提供为研磨机。在实施方式中,用于加工基板的装置100可以研磨基板SUB的部件或包括在显示设备中的用于显示图像的窗构件。基板SUB和窗构件中的每一个可以包括玻璃、蓝宝石、塑料等。这些可以单独使用或相互结合使用。然而,本发明不限于此,并且基板SUB和窗构件中的每一个可以包括不同的材料。
例如,当基板SUB包括上基板和下基板时,单个面板可以通过以单元单位切割其中接合有上基板和下基板的母面板来提供。在这种情况下,用于加工基板的装置100可以研磨切割区域的表面。此外,用于加工基板的装置100可以将基板SUB的边缘研磨为具有弯曲形状。
基板SUB可以安置在支承台10上。例如,支承台10可以包括用于支承基板SUB的一对支承部和用于调节支承部之间的分离距离的可变机构。可以在支承部中形成真空孔以吸附基板SUB。此外,支承台10还可以包括用于移动基板SUB的移动单元。
根据本发明的实施方式的作为用于加工基板的装置100的目标的基板SUB可以是包括在显示设备中用于显示图像的配置。例如,显示设备可以包括有机发光显示设备(OLED)、液晶显示设备(LCD)、场发射显示设备(FED)和等离子显示设备(PDP)。显示设备可以包括电泳显示设备(EPD)、量子点显示设备或无机发光显示设备。
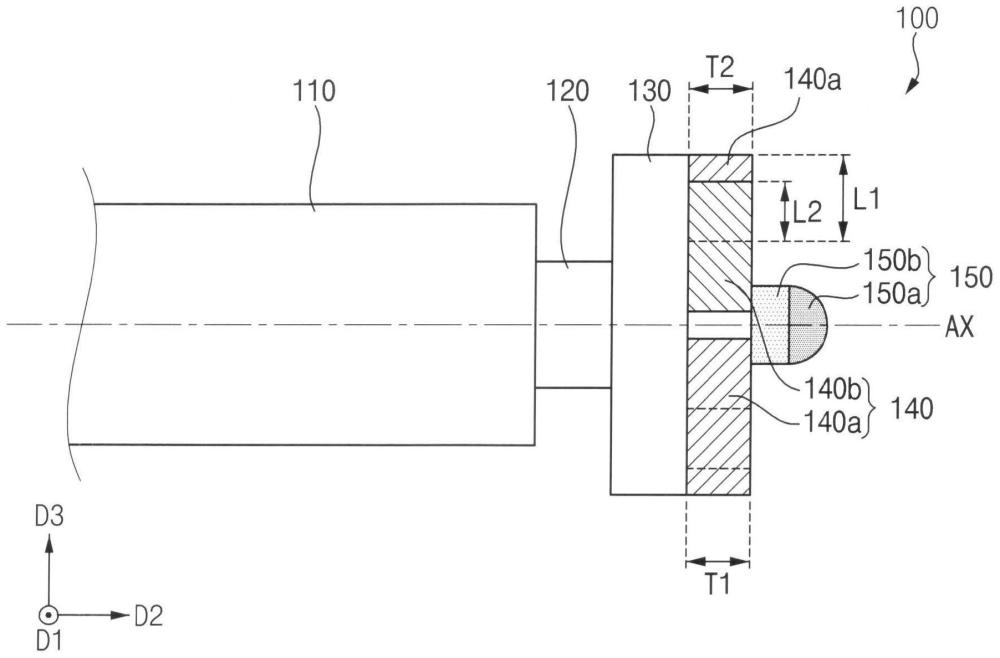
图2是示出图1的用于加工基板的装置的立体图。图3是示出图1的用于加工基板的装置的侧视图。图4是从正面观察的图2的用于加工基板的装置的平面图。例如,图3是从第一方向D1观察的图2的用于加工基板的装置100的侧视图。此外,图4是从第二方向D2观察的图2的用于加工基板的装置100的平面图。
参考图2、图3和图4,根据实施方式的用于加工基板的装置100可以包括旋转构件110、连接构件120、主体构件130、周边研磨构件140、中心研磨构件150和突起160。
旋转构件110可以通过连接构件120联接至主体构件130以将旋转力传递至主体构件130。例如,旋转构件110可以具有在第二方向D2上延伸的长度。当旋转构件110基于旋转轴AX旋转时,周边研磨构件140和中心研磨构件150可以旋转。因此,周边研磨构件140和中心研磨构件150可以基于旋转力进行研磨操作。例如,旋转构件110可以具有圆柱形形状。然而,本发明不限于此。
主体构件130可以将周边研磨构件140和中心研磨构件150一起进行支承。主体构件130可以联接至周边研磨构件140和中心研磨构件150。例如,主体构件130可以具有盘形状。然而,本发明不限于此。
主体构件130的直径可以是约50mm至约300mm。在实施方式中,主体构件130的直径可以是约100mm。
从正面观察时,第一周边研磨构件140a中的每一个的形状可以与第二周边研磨构件140b中的每一个的形状相同。在实施方式中,从正面观察时,第一周边研磨构件140a中的每一个可以具有环的部分形状,并且第二周边研磨构件140b中的每一个具有环的部分形状。然而,本发明不限于此,并且第一周边研磨构件140a和第二周边研磨构件140b中的每一个可以具有不同的形状。
在实施方式中,第一周边研磨构件140a中的每一个可以包括用于以精细粗糙度精加工的研磨石,并且第二周边研磨构件140b中的每一个可以包括用于以相对粗糙的粗糙度粗加工的研磨石。例如,第一周边研磨构件140a中的每一个可以包括800目金刚石轮,并且第二周边研磨构件140b中的每一个可以包括400目金刚石轮。然而,本发明的配置不限于此。
在实施方式中,第一周边研磨构件140a和第二周边研磨构件140b可以在主体构件130的旋转方向上交替地排列为彼此间隔开。这里,旋转方向可以指相对于旋转轴AX的逆时针方向。然而,本发明不限于此,并且旋转方向可以指相对于旋转轴AX的顺时针方向。
从正面观察时,第一周边研磨构件140a可以彼此面对,并且第二周边研磨构件140b可以彼此面对。即,从正面观察时,第一周边研磨构件140a可以彼此间隔开,并且第二周边研磨构件140b可以彼此间隔开。换而言之,第一周边研磨构件140a中的每一个可以定位于第二周边研磨构件140b之间。
在实施方式中,第一周边研磨构件140a的数量可以与第二周边研磨构件140b的数量相同。例如,第一周边研磨构件140a的数量可以是两个,并且第二周边研磨构件140b的数量可以是两个。然而,本发明不限于此。
如上所述,第一周边研磨构件140a和第二周边研磨构件140b可以排列为彼此间隔开。具体地,第一周边研磨构件140a和第二周边研磨构件140b可以在主体构件130的旋转方向上排列为彼此间隔开。在这种情况下,分离空间141可以形成于第一周边研磨构件140a和第二周边研磨构件140b之间。例如,分离空间141的宽度可以是约1mm或更大。
通过向形成于第一周边研磨构件140a和第二周边研磨构件140b之间的分离空间141供应研磨水,摩擦热被回收并且颗粒被排出,从而提高研磨质量。此外,存在于分离空间141中的研磨水可以由于用于加工基板的装置100的离心力而排放到外部。即,研磨水可以穿过分离空间141。
第一周边研磨构件140a中的每一个在从主体构件130的中心向主体构件130的边缘23的方向上的第一长度L1可以与第二周边研磨构件140b中的每一个在从主体构件130的中心向主体构件130的边缘23的方向上的第二长度L2不同。
第一长度L1可以大于第二长度L2。在实施方式中,第二长度L2可以是第一长度L1的约50%至约90%。例如,当第一长度L1是约9mm时,第二长度L2可以是约4.5mm至约8mm。即,当第一长度L1是约9mm时,第一长度L1和第二长度L2之间的差值可以是约1mm至约4.5mm。
当第二长度L2大于第一长度L1的90%时,第一周边研磨构件140a的研磨可能无法适当地进行。当第二长度L2小于第一长度L1的50%时,第一周边研磨构件140a和第二周边研磨构件140b的切割力可能减小。
从正面观察时,第一周边研磨构件140a的外表面21可与主体构件130的边缘23重合,并且第二周边研磨构件140b的外表面22可不与主体构件130的边缘23重合。即,第一周边研磨构件140a的外表面21可与主体构件130的边缘23相邻,并且第二周边研磨构件140b的外表面22可与主体构件130的边缘23间隔开。
第一周边研磨构件140a中的每一个在第二方向D2上的第一厚度T1可以等于第二周边研磨构件140b中的每一个在第二方向D2上的第二厚度T2。例如,第一厚度T1和第二厚度T2中的每一个可以是约7mm。然而,本发明不限于此。
在通过第一周边研磨构件140a和第二周边研磨构件140b研磨基板(例如,图1的基板SUB)时,第一周边研磨构件140a和第二周边研磨构件140b中的每一个的厚度可能减小。例如,当第一周边研磨构件140a和第二周边研磨构件140b中的每一个的厚度减小至约2mm或更小时,可以更换第一周边研磨构件140a和第二周边研磨构件140b。
突起160可以形成于主体构件130的中心。中心研磨构件150可以联接至突起160。
中心研磨构件150可以包括第一中心研磨构件150a和第二中心研磨构件150b。例如,从侧面观察时,第一中心研磨构件150a可以具有半圆形形状,并且第二中心研磨构件150b可以具有矩形形状。然而,本发明不限于此,并且第一中心研磨构件150a和第二中心研磨构件150b中的每一个可以具有各种形状。
在剖视图中,中心研磨构件150可以具有在从旋转构件110的中心向主体构件130的中心的方向(例如,第二方向D2)上突出的形状。在实施方式中,在剖视图中,中心研磨构件150可以具有比周边研磨构件140更突出的形状。
然而,本发明不限于此。例如,第一中心研磨构件150a和第二中心研磨构件150b可以联接至主体构件130的中心。在这种情况下,突起160可以被省略。选择性地,第一中心研磨构件150a可直接联接至突起160。在这种情况下,第二中心研磨构件150b可以被省略。
第一中心研磨构件150a和第二中心研磨构件150b中的每一个可以包括用于以精细粗糙度精加工的研磨石或用于以相对粗糙的粗糙度粗加工的研磨石。例如,第一中心研磨构件150a可以包括用于粗加工的研磨石,并且第二中心研磨构件150b可以包括用于精加工的研磨石。然而,本发明不限于此,并且第一中心研磨构件150a可以包括用于精加工的研磨石,并且第二中心研磨构件150b可以包括用于粗加工的研磨石。
例如,第一中心研磨构件150a可以研磨基板(例如,图1的基板SUB)的角部,并且第二中心研磨构件150b可以研磨基板SUB的侧部。然而,本发明不限于此,并且第一中心研磨构件150a和第二中心研磨构件150b中的每一个可以研磨基板SUB的其他区域。
从正面观察时,用于加工基板的装置的第一周边研磨构件和第二周边研磨构件中的每一个具有环形状。第一周边研磨构件具有比第二周边研磨构件更小的直径。第一周边研磨构件为用于以精细粗糙度精加工的研磨石,并且第二周边研磨构件为用于以相对粗糙的粗糙度粗加工的研磨石。在这种情况下,用于加工基板的装置的第一周边研磨构件和第二周边研磨构件研磨的基板的研磨质量可能变差。
在根据本发明的实施方式的用于加工基板的装置100中,具有不同粗糙度的第一周边研磨构件140a和第二周边研磨构件140b可以在主体构件130的旋转方向上交替地排列为彼此间隔开。此外,第一周边研磨构件140a中的每一个在从主体构件130的中心向主体构件130的边缘23的方向上的第一长度L1可与第二周边研磨构件140b中的每一个在从主体构件130的中心向主体构件130的边缘23的方向上的第二长度L2不同。具体地,第一长度L1可以大于第二长度L2。因此,可以降低对包括基板SUB的显示设备的损坏。此外,在研磨端点处发生碎裂的问题可以改善。即,基板SUB的研磨质量可以改善。
图5是示出根据另一实施方式的用于加工基板的装置的正视图。图6是示出根据又一实施方式的用于加工基板的装置的正视图。
参考图2、图3、图5和图6,根据另一实施方式的用于加工基板的装置101和根据又一实施方式的用于加工基板的装置102可以包括旋转构件110、连接构件120、主体构件130、周边研磨构件140、中心研磨构件150和突起160。然而,除了周边研磨构件140的数量之外,参考图5和图6描述的用于加工基板的装置101和102可以与参考图4描述的用于加工基板的装置100基本上相同或相似。在下文中,将省略重叠的描述。
如上所述,周边研磨构件140可以包括多个第一周边研磨构件140a和多个第二周边研磨构件140b。第一周边研磨构件140a的数量可以与第二周边研磨构件140b的数量相同。
如图5中所示,第一周边研磨构件140a的数量可以是约4个,并且第二周边研磨构件140b的数量可以是约4个。此外,如图6中所示,第一周边研磨构件140a的数量可以是约20个,并且第二周边研磨构件140b的数量可以是约20个。然而,本发明不限于此,并且第一周边研磨构件140a的数量和第二周边研磨构件140b的数量可以分别是约5个或更多,约19个或更少,或约21个或更多。
图7和图8是示出图1的基板的立体图。
参考图7和图8,如上所述,基板SUB可以是包括在显示设备中用于显示图像的部件。例如,基板SUB可以包括玻璃、蓝宝石、塑料等。这些可以单独使用或相互结合使用。
基板SUB可以包括上表面US、面对上表面US的下表面DS、以及连接上表面US和下表面DS的侧表面SD。在这种情况下,图7中所示的基板SUB在平面图中可具有矩形形状。然而,本发明不限于此,并且基板SUB可在平面视图中具有不同的多边形形状。
例如,图1中所示的用于加工基板的装置100可以进行研磨操作,使得基板SUB的边缘部分具有曲线形状。即,如图8中所示,用于加工基板的装置100可以使用周边研磨构件140和中心研磨构件150来研磨基板SUB的切割区域CA。
图9是示出使用图2的用于加工基板的装置加工基板的示例的正视图。
参考图7、图8和图9,基板SUB的侧表面SD可以通过用于加工基板的装置100来研磨。具体地,基板SUB的侧表面SD可以由用于加工基板的装置100的周边研磨构件140研磨。在这种情况下,由于用于加工基板的装置100在旋转方向上旋转,并且基板SUB在第一方向D1上移动,使得周边研磨构件140可以研磨基板SUB。此时,定位在用于加工基板的装置100上的喷射装置200可以将研磨水201供应到形成于第一周边研磨构件140a中的每一个与第二周边研磨构件140b中的每一个之间的分离空间141。由于用于加工基板的装置100的离心力,存在于分离空间141中的研磨水201可以排放到外部。即,研磨水201可不隔绝在分离空间141中。
为了充分研磨基板SUB的侧表面SD,用于加工基板的装置100可以高速旋转,并且基板SUB可以低速移动。考虑到研磨效率,用于加工基板的装置100和基板SUB的移动速度可限制在某个范围内。
当用于加工基板的装置100的旋转速度小于约1,000rpm时,在基板SUB的侧表面SD上不能进行充分的研磨。另一方面,当用于加工基板的装置100的旋转速度超过约20,000rpm时,可能由于高旋转速度而发生振动,并且可能无法实现均匀研磨。因此,根据本发明的实施方式的用于加工基板的装置100的旋转速度可以具有在约1,000rpm和约20,000rpm之间的值。
随着基板SUB的移动速度的降低,可以实现充分和均匀的研磨。然而,当基板SUB的移动速度小于约0.1m/min时,可能难以控制研磨工艺,并且由于加工速度的降低,制造产量可能降低。另一方面,当基板SUB的移动速度超过约10m/min时,可能无法进行充分研磨,并且可能降低研磨效率且可能发生缺陷。因此,基板SUB的移动速度可以具有在约0.1m/min和约10m/min之间的值。
如上所述,考虑到研磨效率和加工速度,可以将用于加工基板的装置100的旋转速度和基板SUB的移动速度中的每一个确定为具有适当的值。
当用于加工基板的装置100在旋转方向上旋转并且基板SUB在第一方向D1上移动时,基板SUB的侧表面SD可以由第一周边研磨构件140a研磨。连续地,第二周边研磨构件140b可以研磨基板SUB的侧表面SD。即,第一周边研磨构件140a和第二周边研磨构件140b可以同时研磨基板SUB的侧表面SD。在这种情况下,基板SUB的侧表面SD的端部可以由第一周边研磨构件140a研磨。即,第一周边研磨构件140a可以结束基板SUB的侧表面SD的研磨。
这里,第一周边研磨构件140a可以是用于以精细粗糙度精加工的研磨石,并且第二周边研磨构件140b可以是用于以相对粗糙的粗糙度粗加工的研磨石。
换而言之,在研磨基板SUB的侧表面SD的工艺中,精加工工艺和粗加工工艺可以同时进行。因此,基板SUB的侧表面SD的端部可以通过精加工结束。因此,基板SUB的侧表面SD的研磨质量可以改善。
这样,当周边研磨构件140研磨基板SUB的侧表面SD时,基板SUB的侧表面SD可以被最有效地研磨。
然而,在图9中,周边研磨构件140研磨基板SUB的侧表面SD,但本发明不限于此。例如,周边研磨构件140可以研磨基板SUB的各种区域(例如,基板SUB的角部)。
此外,与图9不同,基板SUB的切割区域CA可以由用于加工基板的装置100研磨。具体地,基板SUB的切割区域CA可以由用于加工基板的装置100的中心研磨构件150研磨。
图10是示出通过图2的用于加工基板的装置加工的基板的示例的平面图。
参考图10,可以提供由图1中所示的用于加工基板的装置100研磨的基板SUB。如图10中所示,基板SUB的侧表面可以包括弯曲区域RL和直线区域FL。
本公开可应用于包括显示面板的各种显示设备。例如,本公开可应用于高分辨率智能电话、移动电话、智能平板、智能手表、平板PC、车内导航系统、电视、计算机监视器、笔记本计算机等。
以上所述是对实施方式的说明,并且不应被解释为对实施方式的限制。尽管已经描述了一些实施方式,但是本领域的技术人员将容易理解,在实质上不脱离本发明构思的新颖教导和优点的情况下,可以对实施方式进行许多修改。因此,所有这些修改旨在包括在如权利要求所限定的本发明构思的范围内。因此,应当理解,以上所述是各种实施方式的说明,而不应被解释为限于所公开的具体实施方式,并且对所公开的实施方式以及其它实施方式的修改旨在包括在所附权利要求的范围内。