具有弹性接触元件的磁性研磨夹具
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及一种磁性研磨夹具,特别是用于通过磁力保持需研磨的或者需抛光的、具有可磁化刀身的切削工具和用于将该切削工具相对研磨工具和/或抛光工具如辊式研磨机定位。
背景技术
由DE 20 2020 001 180 U1公知了根据权利要求1的前序部分所述的这种类型的磁性研磨夹具。例如由EP 3 278 928 A公知了一种辊式研磨机。
现有技术中已知的磁性研磨夹具是为一定的刀身尺寸而设计的,包括两个贴靠侧。刀身高度较大的刀片常规地贴靠在磁性研磨夹具的所述一个贴靠侧上,背后支撑在平坦的基面上,使得需研磨或者抛光的切削工具的刀刃超出磁性研磨夹具的上侧面伸出并且可供利用辊式研磨机进行加工。在磁性研磨夹具的另一个贴靠侧上,为了刀身高度较小的刀身设有一个台阶(图10和11),刀背可以靠置在该台阶上,使得刀刃超出磁性研磨夹具的上侧面伸出并且可供利用辊式研磨机进行加工。在这个磁性研磨夹具中,为了即使在研磨加工或者抛光加工过程中刀身上的施力大的情况中依然确保可靠地保持在磁性研磨夹具上,用于在背侧支撑刀身的所述台阶是必要的。
发明内容
本发明的目的在于提供一种磁性研磨夹具,它用途更广,并且不同尺寸和几何形状的刀身利用该磁性研磨夹具可以位置固定地定位在该磁性研磨夹具上。
为了实现这个目的,本发明提供了根据权利要求1所述的磁性研磨夹具。本发明的磁性研磨夹具特别是用于通过磁力保持需研磨或者需抛光的、带有可磁化刀身的切削工具和用于将该切削工具相对研磨工具和/或抛光工具如辊式研磨机定位。根据本发明,所述磁性研磨夹具具有至少一个弹性接触元件,切削工具的由磁力吸附的刀身常规地与该接触元件接触。
与现有技术相比,本发明的主要优点基本上在于:所述弹性接触元件显著提高了刀身在磁性研磨夹具上的静摩擦力。刀身在磁性研磨夹具上的静摩擦力主要由磁保持力和接触元件的静摩擦系数确定。所述弹性接触元件相对特别是由金属制成的可磁化刀身具有很高的静摩擦系数。所述弹性接触元件相对可磁化刀身的静摩擦系数通常比磁性研磨夹具的例如由木材、塑料或者金属制成的基体的静摩擦系数高得多。所述接触元件由于其弹性与刀身表面理想地配合,并且确保必要时在对不平整进行平衡的情况下与刀身的大面积接触。由此,进一步提高了接触元件与刀身之间的静摩擦力。由于所述弹性接触元件之故,切削工具的刀身即使在没有背侧支架或者台阶的情况下依然能够仅仅通过磁力固定保持在磁性研磨夹具上。即使在研磨工具和/或抛光工具在研磨加工或者抛光加工过程中对刀身施力的情况中,所述刀身依然在规定的保持位置中保持固定在磁性研磨夹具上。因此,磁性研磨夹具的静态摩擦特性和保持特性通过所述弹性接触元件得到显著改善。通过弹性接触元件防止了磁性研磨夹具与切削工具的刀身之间的相对运动。因此,避免了刀片损伤,诸如划痕。此外,当切削工具的刀身被磁力吸附在磁性研磨夹具的基体上时,所述弹性接触元件的作用是对冲击进行缓冲。在这种情况下,所述弹性接触元件确保在磁性研磨夹具基体上的更好的靠贴噪声和更好的靠贴感觉。
如果所述接触元件由塑料制成,优选由弹性材料,优选由天然橡胶的或者硅橡胶(硅)的硫化橡胶制成的话,能够是有利的。硅是一种可廉价获得的材料,具有出色的静态摩擦性能和阻尼性能。已经证明,由硅制成的接触元件对于当前的应用目的是最佳的。然而,所述弹性接触元件例如也可以是具有橡胶涂层或者硫化表面的小金属片或者喷涂的涂层。
如果所述接触元件具有1至90范围内,优选20至40范围内的肖氏A硬度的话,可以证明是有用的。原则上,接触元件的静摩擦系数随着肖氏A硬度的减小而增加。另一方面,接触元件的承载能力和形状稳定性随着肖氏A硬度的增大而增加。肖氏A硬度小的接触元件,例如在20至40的范围内,特别是在20至30的范围内,证明对于本发明的目的是最佳的。优选根据DIN EN ISO 868、DIN ISO 7619-1和ASTM D2240-00测量肖氏A硬度。
若所述磁性研磨夹具具有基体,接触元件布置在该基体上,其中优选磁性研磨夹具的基体部分或者全部由木材和/或塑料和/或金属制成,可以证明是有益的。
如果所述接触元件比磁性研磨夹具的基体和/或磁体具有更高的弹性的话,可以是有益的。通过这种方式,所述接触元件对刀身与磁性研磨夹具的基体和/或磁体之间的接触冲击进行缓冲。
若所述磁性研磨夹具具有至少一个贴靠侧,接触元件布置在该贴靠侧上,其中接触元件将贴靠侧局部覆盖或者全面遮盖,可以是有益的。通过这种方式,可以防止刀身与磁性研磨夹具基体意外接触。此外,也可以给接触元件涂色并用作磁性研磨夹具基体上的装饰件。
若磁性研磨夹具为了产生磁力具有至少一个磁体,其中所述接触元件将该磁性研磨夹具的一个、多个或者全部磁体局部覆盖或者全面遮盖(优选磁体已经看不到),可以证明为是有用的。通过这种方式,可以防止刀身与磁体意外接触。
若所述接触元件配置为用于在由磁力吸附的切削工具的作用下弹性变形,优选用于形成切削工具刀身的与该接触元件接触的部分的凹形,可以是有益的。这特别是实现了,切削工具的被磁力吸附的刀身在所述接触元件弹性变形的情况下压入该接触元件,从而不仅力配合地,而且视情况还形状锁合地保持在该接触元件上。特别是,如果被磁力吸附的刀身的背部横穿接触元件延伸的话,所述刀身的背部可以“埋入”接触元件中。在刀背下方可以形成在背侧支撑刀身的台阶。这样,即使在研磨工具或者抛光工具施加很大的力的情况下依然能够利用本发明的磁性研磨夹具可靠地固定保持刀身。对此有益的是,所述接触元件从磁性研磨夹具基体的平坦贴靠侧上伸出,使得磁性研磨夹具基体不影响由磁力吸附的刀身导致的接触元件弹性变形。
如果所述接触元件配置为用于部分或者完全防止由磁力吸附的切削工具与磁性研磨夹具的基体和/或该磁性研磨夹具的至少一个磁体之间的接触的话,能够是有利的。通过这种方式,防止了切削工具的由磁力吸附的刀身被划伤或者受到其他损伤。
若所述接触元件具有用于切削工具刀身的平坦接触面,能够是有益的。通过这种方式,刀身可以相对接触面自由定位。
可以证明为适宜的是,所述接触元件具有至少一个标记,该标记优选表示研磨角的数值,其中该标记优选构造为接触元件的贴靠面中的凹深部,其中所述标记特别优选设置在接触面的中心处。所述标记便于使用者操作磁性研磨夹具。特别是在磁性研磨夹具具有多个不同贴靠侧的情况中,所述标记便于使用者找到研磨角合适的贴靠侧。
若磁性研磨夹具具有多个优选布置在该磁性研磨夹具基体的不同的,优选彼此背离或者相反的贴靠侧上的接触元件,其中接触元件与磁性研磨夹具的安置平面相夹成优选不同的锐角,能够是有用的。研磨角优选在接触元件的表面(或者接触面)与垂直于底面定向的平面之间测量,优选在15°与20°之间的范围内。辊式研磨机的研磨面通常定向在垂直于底面定向的平面内。接触元件的接触面与基面之间的夹角优选在70°与75°之间的范围内。
本发明的另一个方面涉及一种套件,其包括根据前述实施方式之一的磁性研磨夹具和辊式研磨机、优选根据EP 3 278 928 A所述的辊式研磨机。这样的辊式研磨机可以在底面上滚动式移动,具有至少一个端侧研磨面或者抛光面。
本发明的另一个方面还涉及一种用于使用根据前述实施方式之一的磁性研磨夹具研磨或者抛光切削工具的方法,包括以下步骤:
-步骤A:将所述磁性研磨夹具布置在底面上。
-步骤B:提供切削工具,其具有可磁化刀身和布置在其上的刀刃。
-步骤C:将刀身布置在磁性研磨夹具的磁场中,使得所述刀身由磁力吸附并且优选全面与接触元件接触。
-步骤D:利用研磨工具和/或抛光工具,优选利用辊式研磨机对切削工具的刀刃进行研磨或者抛光。
在步骤A中,优选涉及的是水平定向的平坦底面,例如桌板或者厨房台面。步骤B的意义上的具有可磁化刀身的切削工具例如是具有高级合金钢刀身的传统厨刀。在步骤C中,优选如在图6中示出的那样可磁化刀身的刀片与接触面平行对齐,优选按下述方式对齐,即刀背指向底面,而刀口则远离底面。若刀身在这个状态中被磁性研磨夹具磁力吸附,则只有该刀身常规地以刀片平面地,理想的情况是全面地与接触元件接触,使得刀刃可以用于研磨加工或者抛光加工。优选,然而并非强制性地利用辊式研磨机进行步骤D中的研磨。具有端侧研磨面或者抛光面的辊式研磨机在平坦的底面上水平滚动式移动,同时以在垂直平面中定向的研磨面或者抛光面保持贴靠在切削工具刀身的刀刃上。辊式研磨机的运动方向在此大致平行于刀片的延伸方向。研磨角通过常规地与接触元件保持接触的刀片的延伸平面和研磨面或者抛光面的垂直平面确定。此外,由EP 3 278 928A公知了一种辊式研磨机。
如果在步骤C中如下地布置所述刀身的话,能够是有利的,即该刀身与底面间隔开,和/或刀刃远离底面。由此,刀身可以简单地用于加工。
所述磁性研磨夹具的接触元件优选具有以下特征中的至少一个:
-接触元件由塑料制成、优选由弹性材料、优选由天然橡胶的或者硅橡胶(硅)的硫化橡胶制成。
-接触元件具有1至90范围内,优选20至40范围内的肖氏A硬度。
-接触元件具有的压缩弹性模量在0.1至30MPa的范围内、优选在0.2至10MPa的范围内、优选在0.25至2MPa的范围内。
-接触元件具有0.1至2mm范围内的厚度、优选0.2至1mm范围内的厚度、优选0.3至0.5mm范围内的厚度。
-接触元件具有至少一个平坦接触面、优选多个平坦接触面、优选具有不同的研磨角。
-接触元件具有平坦紧固面,所述接触元件利用该紧固面紧固在磁性研磨夹具的基体上,其中紧固面优选与接触面平行定向。
-接触元件与磁性研磨夹具的基体和/或磁体牢固连接,优选粘合在一起。
-接触元件构造为长方六面体形的基体。
-接触元件具有优选作为凹深部置入接触面中的标记。
-接触元件具有矩形轮廓。
-接触元件将磁性研磨夹具基体的贴靠侧局部或者全面覆盖。
-接触元件将磁性研磨夹具基体中的至少一个磁体接纳孔局部或者全面覆盖或者封闭。
-接触元件优选在接触面上具有大于0.2、优选大于0.4、优选大于0.6、特别优选大于0.8的相对钢,特别是相对高级合金钢的静摩擦系数。
-接触元件比磁性研磨夹具的基体和/或磁体具有更高的静摩擦系数。
-接触元件构造为透明的、半透明的或者不透明的。
-接触元件利用彩色颜料涂色。
-接触元件具有底侧的和/或埋入的和/或表侧的装饰。
-接触元件具有防滑表面。
-接触元件构造为磁性研磨夹具的基体和/或磁体的涂层。
所述接触元件被喷涂到磁性研磨夹具的基体和/或磁体上。所述磁性研磨夹具的基体优选具有以下特征中的至少一个:
-基体具有50至150mm范围内的长度,优选80至120mm范围内的长度。
-基体具有15至30mm范围内的高度,优选20至25mm范围内的高度。
-基体具有40至80mm范围内的宽度,优选50至60mm范围内的宽度。
-基体至少局部由木材和/或塑料和/或金属制成。
-基体在与接触元件优选垂直相交的第一横截面中具有梯形的截面,其中该截面优选向着底侧逐渐变小。
-基体在不与接触元件相交的第二横截面中具有矩形的截面,其中所述第二横截面优选垂直于第一横截面定向。
-基体在俯视图和/或底视图中具有矩形轮廓。
-基体优选在贴靠侧中具有至少一个用于接纳至少一个磁体的孔,其中该孔优选构造为圆筒形的,并且优选与贴靠侧垂直地加工在磁性研磨夹具的基体中。
-基体的上侧大于底侧。
-基体从上侧向着底侧逐渐变细,优选连续变细。
-基体只有平坦的侧面。
-基体在至少一个确定上侧面的棱边处倒棱或者倒圆的程度比在至少一个确定底侧的棱边处大。
所述磁性研磨夹具的磁体优选具有以下特征中的至少一个:
-磁体是永久磁体。
-磁体包括柱体形的外部轮廓。
-磁体配合精确地嵌入磁性研磨夹具基体中的接纳处内。
-磁体包括至少一个平坦端侧。
-磁体在端面与磁性研磨夹具基体齐平地对齐。
-磁体在端面被接触元件部分覆盖或者全面遮盖。
-在磁性研磨夹具的每个贴靠侧上都有多个优选相同的磁体。
-磁体的保持力优选在0.1至10kg的范围内,优选在0.2至5kg的范围内,特别优选在0.5至4kg的范围内。
磁性研磨夹具的支承段优选具有以下特征中的至少一个:
-支承区段包括头部和从该头部上伸出的杆部。
-支承区段的杆部包括至少一个外周侧固定肋。
-支承区段构造为塑料塞。
-支承区段的杆部包括至少一个可固定在磁性研磨夹具基体上的保持区段。
-保持区段构造为冷杉树形的。
-保持区段的横截面具有锯齿结构。
-保持区段构造为楔形的。
-保持区段向着远离头部的杆端部的方向逐渐变细。
-杆部的壁面沿插入方向,就是说,向着远离头部的杆端部,比沿相反的方向相对杆轴线成更小的夹角倾斜。
-将杆部插入基体的相应孔中的力小于将这个杆部从所述孔中重新拔出所需的力。
-支承区段由塑料制成,优选由弹性材料,优选由天然橡胶的或者硅橡胶(硅)的硫化橡胶制成。
-支承区段具有20至80范围内,优选40至60范围内的肖氏A硬度。
进一步的有利实施例通过在权利要求、说明书和附图中公开的特征组合获得。
附图说明
附图中:
图1示出了根据本发明的第一实施例的本发明磁性研磨夹具的侧视图,其中被遮住的构件用虚线示出;
图2示出了图1所示的磁性研磨夹具的俯视图;
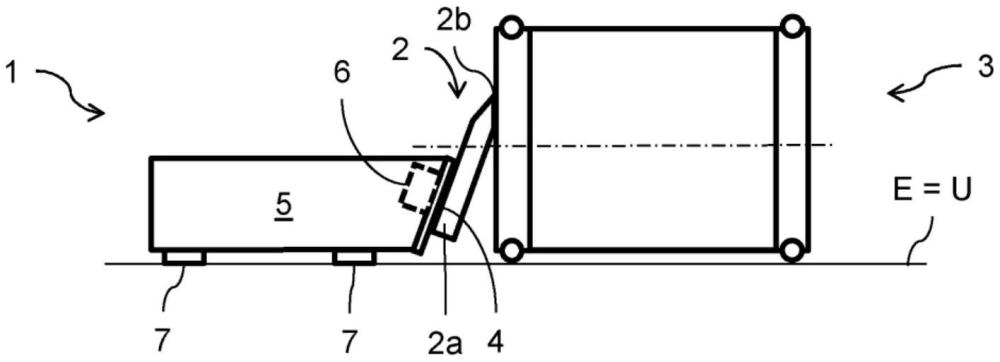
图3示出了设置单元的示意图,其包括根据图1和2的磁性研磨夹具、需研磨或者需抛光的切削工具和形式上为辊式研磨机的研磨工具和/或抛光工具,其中切削工具的刀身通过磁力与磁性研磨夹具的弹性接触元件保持接触,使得刀身背部与基面保持距离,并且切削工具的刀刃远离基面;
图4示出了根据本发明的第二实施例的本发明磁性研磨夹具的侧视图,其中被遮住的构件用虚线示出;
图5示出了图4所示的磁性研磨夹具的俯视图;
图6示出了从另一个视角观察的根据图3的设置单元。
具体实施方式
本发明的磁性研磨夹具1用于通过磁力保持需研磨或者需抛光的、具有可磁化刀身2a的切削工具2并将该切削工具相对磨削工具和/或抛光工具如辊式研磨机3定位。根据本发明,所述磁性研磨夹具1包括至少一个弹性接触元件4,切削工具2的被磁力吸附的刀身2a常规地与该接触元件接触。所述磁性研磨夹具1独立于切削工具2及其刀身2a受力。因此,在说明书和权利要求中注重于所述磁性研磨夹具1的常规应用情况,其中切削工具2的刀片平面地贴靠在接触元件4上,如在图3和6中清楚地示出的那样。在常规应用情况中,理想的情况是,只有切削工具2的被磁力吸附的刀身2a平面或者全面与接触元件4接触,其中切削工具2不与磁性研磨夹具1的基体5或者磁体6发生任何接触。
所述磁性研磨夹具1特别是设计用于定位形式上为厨刀的切削工具2。厨刀通常具有一个高级合金钢刀身2a,其包括大致平坦的刀片和呈轻微弧形的单侧刀刃2b。然而,原则上可能的是,除了厨刀,利用本发明的磁性研磨夹具1也可以定位其他的切削工具2。
因此,切削工具2和刀身2a的形状并不重要。本发明的磁性研磨夹具1的优点就在于它通用于各种刀身尺寸和刀身几何形状。
下面参照附图解释优选的实施例。
第一实施例(图1至3和6)
下面参照图1至3和6对根据本发明的第一实施例的磁性研磨夹具1进行说明。
所述磁性研磨夹具1包括一个大致长方六面体形的基体5,该基体在根据图1的示图的、与接触元件4垂直相交的横截面(平行于页面或者图面)中具有梯形的截面。
在基体5的底侧上,分别在角部区域中具有弹性支承区段7,这些支承区段力配合地嵌入所述基体5底侧上的相应的孔中。每个支承区段7都构造为塑料塞,包括一个头部以及一个从该头部上伸出的、具有冷杉树结构的杆部,其中各个固定肋的横截面具有锯齿结构。所述固定肋构造为楔形,向着远离头部的杆端部的方向逐渐变细。杆部的和其上安装的固定肋的壁面沿插入方向,就是说,向着远离头部的杆端部,比沿相反的方向相对杆轴线成更小的夹角倾斜。因此,将杆部插入基体5的相应孔中的力小于将这个杆部从所述孔中重新拔出所需的力。塑料塞优选由硅橡胶制成,优选具有40至60范围内的肖氏A硬度。
在所述支承区段7嵌入基体5底侧的圆筒形凹穴中并力配合地定位在那里的状况中,这些支承区段7的略呈圆形的头部从所述磁性研磨夹具1的基体5的底侧上凸起,并确定一个安置平面E,用于将磁性研磨夹具1安置在一个平坦的基面U上(参见图3和6)。
磁性研磨夹具1的基体5优选由未经处理或者涂装的木材(如橡木、胡桃木、山毛榉或者云杉)制成,优选只有平坦的侧面。基体5底侧上的棱边倒棱或者倒圆的程度优选小于该基体5的其他棱边。
磁性研磨夹具1的基体5在第一实施例中具有约82mm的长度L(在上侧面处测量)、约22mm的高度H和约56mm的宽度B。所述磁性研磨夹具1包括支承区段7在内的高度H1为约25mm。
基体5的面向磁性研磨夹具1的安置平面E并且与该安置平面相夹成一个例如70°的锐角(90°-α1)的那侧构成所述磁性研磨夹具1的贴靠侧8。构成在磁性研磨夹具1的这个侧面上的研磨角α1为20°,并且对应于贴靠侧8与垂直于安置平面E定向的垂直研磨平面S之间的夹角,辊式研磨机3的研磨面或者抛光面位于所述研磨平面中并移动。在这个实施例中,基体5的与贴靠侧8相反的侧面平行于研磨平面S定向。
在基体5的贴靠侧8中置入有两个优选圆筒形的孔,相应成形的、柱体形的磁体6配合精确地嵌入这些孔中,以便在端面与基体5的贴靠侧8齐平锁合。
在这种情况下,基体5的贴靠侧8以及嵌入孔中的磁体6面向外侧的端侧被具有矩形轮廓的弹性硅橡胶接触元件4全面覆盖并粘合。所述接触元件4具有例如0.5mm范围内的厚度和例如30的肖氏A硬度。所述接触元件4在其背离基体5的那侧上构成一个用于切削工具2的刀身2a的平坦接触面,刀片在理想的情况下能够全面贴靠在该接触面上,而切削工具2不会与磁性研磨夹具1的基体5接触。作为可选方案,在接触元件4的接触面上设有一个标记,用以显示相应研磨角α1的数值(“20°”),例如加工成在接触元件8中心的凹深部。印记形式的标记也同样是可能的。
为了利用本发明的磁性研磨夹具1按照本发明的方法研磨或者抛光切削工具2,将所述磁性研磨夹具1利用支承区段7安置在一个平坦的底面U上(步骤A)。将所提供的带有可磁化刀身2a和刀刃2b的切削工具2,诸如具有高级合金钢刀身的厨刀,常规地以其可磁化刀身2a如下地布置在磁性研磨夹具1的磁场中,即刀片与接触元件4的接触面平行对齐,只有被磁力吸附的刀身2a(完全)平面地与接触元件4接触。刀刃2b远离底面U,并且刀身2a与底面U间隔开。因此,刀身2a仅通过磁性研磨夹具1的磁力保持贴靠在接触元件4上。同时,弹性接触元件4在磁力影响下通过刀片2a弹性变形,直到在接触元件4的弹性复位力与磁性研磨夹具1施加到刀身2a上的磁力之间达到力平衡为止。在一个相应柔软且有弹性的接触元件4中,被磁力吸附的刀身2a压入接触元件4中。如果刀背横穿接触元件4延伸的话,在刀身2a的背侧处由于接触元件4的变形而形成一个台阶,该台阶额外地使与接触元件4保持接触的刀身2a难以滑移。在这个状态中,利用具有至少一个端侧研磨面或者抛光面的辊式研磨机3对切削工具2的刀身2a进行加工。在此,所述辊式研磨机3以水平滚动的方式在平坦的底面U上运动,并且同时利用在垂直平面中对齐的研磨面或者抛光面保持贴靠在切削工具2的刀身2a的刀刃2b上。所述辊式研磨机3的运动方向与刀片的延伸方向大致平行。研磨角α通过与接触元件4常规地保持接触的刀片的延伸平面和所述辊式研磨机3的研磨面或者抛光面的垂直平面确定。
第二实施例(图4和5)
在下面参照图4和5说明的第二实施例中,磁性研磨夹具1包括与第一实施例中基本上相同的特征,以下对不同之处进行说明:与第一实施例不同,第二实施例的磁性研磨夹具1在基体5的彼此远离的侧面上包括两个不同的贴靠侧8,该贴靠侧分别由各自的弹性接触元件4全面覆盖。相应的接触元件4大小与被其覆盖的、磁性研磨夹具1的基体5的贴靠侧8完全相同。切削工具2的被磁力吸附的刀身2a因此只与相应的接触元件4接触,并且绝对不与磁性研磨夹具1的基体5甚至布置在其中的磁体6接触。研磨角α1、α2在基体5的两个贴靠侧8处构造为不同的。研磨角α1例如为20°,而研磨角α2例如为15°。
在第二实施例中,磁性研磨夹具1的基体5具有约112mm的长度L(在上侧面处测量)、约22mm的高度H和约56mm的宽度B。所述磁性研磨夹具1包括支承区段7在内的高度H1为约25mm。
附图标记列表
1 磁性研磨夹具
2 切削工具(刀具)2a刀身
2b 刀刃
3 辊式研磨机
4 接触元件
5 基体
6 磁体
7 支承区段
8 贴靠侧
E 安置平面
S 研磨平面
U 基面