一种磨削设备以及圆盘刀磨削工艺
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及刀片修磨设备领域,具体来说是一种磨削设备以及圆盘刀磨削工艺。
背景技术
在高精密铜板带生产技术中,一般采用圆盘剪切机对板带材进行纵向剪切分条,以达到宽度及边部要求。
圆盘剪切机是利用两个圆盘刀进行剪切的,按其两剪刀轴线相互位置的不同及与板料的夹角不同进行剪切的,剪切过程中,由于材料的相互作用,会对圆盘刀的刃口造成磨损,影响分条效率及带边质量,所以生产一段时间后需要对圆盘刀进行研磨。
普通研磨方式是把换下来的多圆盘刀使用角磨机进行修磨,例如专利202021946650.2公开的一种圆盘刀片加工用打磨装置;但是传统打磨装置只能单片打磨,打磨效率低。
另外,传统修磨时,圆盘刀下机后直接研磨,表面异物未清理,在后续修磨过程中刃口容易产生毛刺;同时磨好后的刀片在等待上机过程中容易生锈腐蚀刃口。
为了解决或者改善上述至少一个问题,就需要一种新型的修磨装置实现对圆盘刀的修磨操作。
发明内容
本发明的目的是提供一种能够提高圆盘刀修磨效率的磨削设备。
为了实现上述目的,本发明采用的技术方案为:
一种磨削设备,包括用于放置待磨圆盘刀的放置机构,所述放置机构包括设置在工作台上的转动辊轴,所述转动辊轴端部设有锁紧部;所述磨削设备还包括搭配放置机构使用的打磨机构。
所述放置机构通过支撑机构与工作台相连接;所述支撑机构包括设置在工作台上的支撑架,所述支撑架通过轴承机构与转动辊轴相连接。
所述转动辊轴连接有驱动机构;所述驱动机构包括与转动辊轴相连接的驱动电机。
所述打磨机构包括角磨机,所述角磨机包括磨片,所述磨片采用树脂磨片。
所述锁紧部包括设置在转动辊轴端部的锁紧螺母。
所述转动辊轴包括辊轴体,所述辊轴体的一端设有环形凸肋台;所述环形凸肋台与锁紧螺母分布在辊轴体待磨圆盘刀的两侧。
所述转动辊轴上还设有隔套,所述隔套布置在辊轴体远离环形凸肋台的一端;所述隔套套设在转动辊上,所述锁紧螺母通过隔套抵压在圆盘刀远离环形凸肋台一侧。
一种圆盘刀磨削工艺;
所述磨削工艺包括如下步骤:
步骤1:确定待磨的圆盘刀;
步骤2:把待磨的圆盘刀依次套装在转动辊轴上;
步骤3:步骤2完成后,使用打磨机构对转动辊轴上的圆盘刀进行打磨处理;
步骤4:步骤3完成后,从转动辊轴上取下打磨好的各个圆盘刀;同时对各个圆盘刀喷涂防护液。
在进行所述步骤2前;要求对各个圆盘刀进行清理,保证各个圆盘刀的清洁。
在进行所述步骤3时,要求分步打磨各个圆盘刀。
本发明的优点在于:
本发明公开了一种磨削设备;本发明公开的磨削设备可以实现多个圆盘刀的磨削操作,不仅提高了圆盘刀的磨削效率,还能提高圆盘刀的磨削质量。
附图说明
下面对本发明说明书各幅附图表达的内容及图中的标记作简要说明:
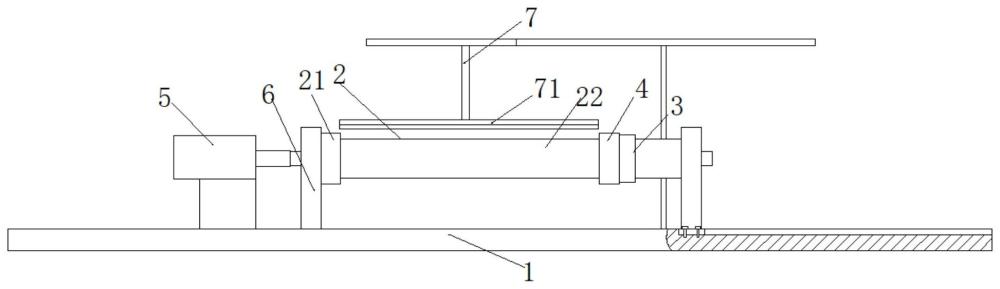
图1为本发明的结构示意图。
图2为本发明中支撑架与工作台连接处的结构示意图。
图3为本发明中隔套的结构示意图。
上述图中的标记均为:
1、工作台,2、转动辊轴,3、锁紧螺母,4、隔套,5、驱动电机,6、支撑架,7、角磨机。
具体实施方式
下面对照附图,通过对最优实施例的描述,对本发明的具体实施方式作进一步详细的说明。
一种磨削设备,包括用于放置待磨圆盘刀的放置机构,所述放置机构包括设置在工作台1上的转动辊轴2,所述转动辊轴2端部设有锁紧部;所述磨削设备还包括搭配放置机构使用的打磨机构;本发明公开了一种磨削设备;本发明公开的磨削设备可以实现多个圆盘刀的磨削操作,不仅提高了圆盘刀的磨削效率,还能提高圆盘刀的磨削质量。
本发明公开的磨削设备主要是用于圆盘剪切机中圆盘刀的修磨,具体,本发明公开的磨削设备主要包括放置机构,放置机构的设置,方便了待磨圆盘刀的布置安放,另外,在本发明中放置机构包括转动辊轴2,转动辊轴2为一个放置轴,方便了后续各个圆盘刀的布置安装;在实际布置时,各个圆盘刀套接在转动辊轴2上,然后通过锁紧部对各个圆盘刀进行锁止固定,在各个圆盘刀在转动辊轴2上布置安放完毕后,后续通过转动上述转动辊轴2,使得各个圆盘刀跟随转动辊轴2进行转动;最后使用打磨机构对各个圆盘刀进行修磨操作。
进一步的,在本发明中所述放置机构通过支撑机构与工作台1相连接;所述支撑机构包括设置在工作台1上的支撑架6,所述支撑架6通过轴承机构与转动辊轴2相连接;本发明通过支撑机构的设置,方便了转动辊轴2在工作台1上的布置安放,另外,在本发明通过轴承机构的设置,方便了转动辊轴2的后续转动。
另外,为了方便转动辊轴2套接圆盘刀,要求支撑架6可以横向移动脱离转动辊轴2,避免支撑架6的存在影响圆盘刀在转动辊轴2上的装配;具体可以在工作台上设置滑道11;支撑架通过滑动板61插接滑道11内,滑道11竖直截面呈倒T型;另外,为了方便实现转动辊轴与支撑架的连接,在转动辊轴端部设有转动轴,转动轴通过轴承机构与支撑架相连接。
在实际使用时,还需要搭配吊装机构进行使用,具体就是;通过吊车通过吊带连接在转动辊轴2上,连接后,拆除工作平台与支撑架之间的连接,具体就是拆除远离驱动机构中驱动电机一侧的支撑架,使得支撑架脱离转动辊轴,使得转动辊轴2远离驱动电机一端不具有阻挡,继而可以实现后续各个圆盘刀在转动辊轴2上的布置安放,在圆盘刀位置装配完成后,移回前面移动的支撑架,并锁止固定支撑架,然后拆除吊装机构;最后再通过锁紧螺母3和隔套4实现转动辊轴上的圆盘刀的轴向限位。
进一步的,在本发明中所述转动辊轴2连接有驱动机构;所述驱动机构包括与转动辊轴2相连接的驱动电机5;本发明通过驱动机构的设置,在后续使用时,可以在后续使用时,驱动电机5带动转动辊轴2进行转动,从而在后续使用时带动转动辊轴2上的圆盘刀进行转动,方便配合打磨机构实现圆盘刀的修磨操作。
进一步的,在本发明中所述打磨机构包括角磨机7,所述角磨机7包括磨片71,所述磨片71采用树脂磨片71;本发明在实际布置时,打磨机可以通过支架布置在工作台1上,磨片71采用树脂磨片71,可以更好的保证圆盘刀的修磨操作。
进一步的,在本发明中所述锁紧部包括设置在转动辊轴2端部的锁紧螺母3;在本发明中锁紧螺母3与转动辊轴2通过螺纹连接,本发明锁紧螺母3起到一个侧面限位作用,可以沿圆盘转动辊轴2向实现对圆盘刀的挤压固定。
进一步的,在本发明中所述转动辊轴2包括辊轴体22,所述辊轴体22的一端设有环形凸肋台21;所述环形凸肋台21与锁紧螺母3分布在辊轴体22待磨圆盘刀的两侧;本发明通过环形凸肋台21的设置,起到很好的限位作用,方便实现圆盘刀一侧的限位操作,在后续使用时,通过锁紧螺母3与环形凸肋台21的配合,可以实现待磨圆盘刀两侧的限位固定,保证了待磨圆盘刀在转动辊轴2上的固定操作。
进一步的,在本发明中所述转动辊轴2上还设有隔套4,本发明通过隔套4的设置,起到很好的桥接作用,因为转动辊轴2只有局部螺纹段,当圆盘转动辊轴2向尺寸不足时,隔套4起到很好的桥接作用,在实际使用时,锁紧螺母3可以挤压隔套4,继而实现隔套4对圆盘刀的挤压固定;另外,在本发明中所述隔套4布置在辊轴体22远离环形凸肋台21的一端;所述隔套4套设在转动辊上,所述锁紧螺母3通过隔套4抵压在圆盘刀远离环形凸肋台21一侧;通过上述操作方式,方便了圆盘刀的固定操作。
进一步的,在本发明中隔套4包括多个单体套41,相邻单体套41同轴对接布置,本发明通过这样的设置,在后续使用时,可以根据需要改变隔套4的长度,继而提高本发明的适用范围。
一种圆盘刀磨削工艺;
所述磨削工艺包括如下步骤:
步骤1:确定待磨的圆盘刀;
步骤2:把待磨的圆盘刀依次套装在转动辊轴2上;
步骤3:步骤2完成后,使用打磨机构对转动辊轴2上的圆盘刀进行打磨处理;
步骤4:步骤3完成后,从转动辊轴2上取下打磨好的各个圆盘刀;同时对各个圆盘刀喷涂防护液。
本发明通过上述磨削工艺,方便实现各个圆盘刀的实际修磨操作。
进一步的,在本发明中要求在进行所述步骤2前;要求对各个圆盘刀进行清理,保证各个圆盘刀的清洁;避免因为圆盘刀表面异物未清理而使得堆叠后刀片刃口间存在间隙,使得后续修磨过程中刃口容易产生毛刺。
进一步的,在本发明中在进行所述步骤3时,要求分步打磨各个圆盘刀;这里分步打磨主要是要求不能一次打磨到位,而是要分次打磨,这样的打磨方式,可以方便打磨过程中对圆盘刀外观进行观察,同时避免一次修磨时容易出现修磨过量或者不足的问题。
具体;
在本发明中要求圆盘刀装配前将转动辊轴2表面污油、毛线等杂物擦拭干净,用手抚摸转动辊轴2表面应光滑平整,无毛刺、凸台、压痕等损伤;如有轻微损伤,可用金相砂纸在该处进行打磨光滑,擦拭干净。
装刀时,需将每片圆盘刀擦拭干净,避免杂物(铜屑、毛线、污油等)夹杂在相邻圆盘刀之间区域;在本发明中转动辊轴2上设有多个圆盘刀,各个圆盘刀沿转动辊轴2轴向依次叠放;后续通过环形凸肋台21和锁紧螺母3实现各个圆盘刀的挤压固定。
另外,本发明还增加了隔套4结构,在实际使用时根据圆盘刀的刀径尺寸选用隔套4进行装配(隔套4直径小于刀径5mm以内);装好后,用锁紧液压螺母锁紧,预紧力达到扭力扳手标准刻度;另外,这里要求隔套4直径小于待磨圆盘刀外径,这样的设置,避免修磨时隔套4与打磨机构发生干涉。
另外,在实际操作时,要求整个装刀过程严禁使用纱手套以及使用钢铁件对转动辊轴2或圆盘刀进行击打;避免部件的损坏。
磨削砂轮选用规定要求型号修磨后刀片;修磨量:总修磨量0.4mm,粗磨后预留0.05-0.10mm精磨;每次修磨完的刀片检查外表面(无横纹、螺旋纹、刀印等缺陷,使用强光手电观察无刀缝)以及在前、中、后各取一把进行偏心检测,如有一处跳动值大于7s时,刀具需重新修磨。
另外,要求圆盘刀的修磨在8小时内必须完成,圆盘刀修磨完成后从转动辊轴2上进行拆卸;拆下来的圆盘刀刀片,将两端面及外圆面残留磨削液擦拭干净,并喷涂防护液;防护液可以为WD-40,防止刀片腐锈。
显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,均在本发明的保护范围之内。