一种木门智能生产线
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及多功能生产线技术领域,尤其涉及一种木门智能生产线。
背景技术
生产线是指工业企业内部为生产某种产品设计的从材料投入到产品制成的连贯的工序,也指完成这些工序所需的整套设备,木门的加工也可以进行生产线上的智能加工作业,现有技术中,木门的加工通常会分为多个工序进行,且相互之间没有连续或者连贯作业,进而就造成了加工的工序缓慢且加工的工期延长,并且也无法保证加工后木门的合格率。
发明内容
本发明的目的在于提供一种木门智能生产线,解决现有技术中木门加工工序不连贯且加工合格率低的问题。
本发明的目的通过以下述技术方案来实现,包括从左至右依次可拆卸连接的除菌组件、磨光切割组件、挤压组件以及打磨组件;所述除菌组件内包括用于去除木门板上附着细菌的超声振动片,所述超声振动片环设在所述超声除菌组件的内周且与驱动装置电连接,所述磨光切割组件内包括用于对木门进行一级加工的第一通道、第二通道以及第三通道,所述挤压组件与所述打磨组件用于对木门进行二级加工。
需要说明的是,设置除菌组件、磨光切割组件、挤压组件以及打磨组件可以保证木门从一个近似毛坯的状态,经过一系列作业,得到无毛刺,大小合适且木门表面较为洁净的木门。
所述除菌组件内还包括用于热量驱散的若干散热孔,若干所述散热孔间隔均布开设在所述除菌组件上。
需要说明的是,散热孔的设置可以保证除菌组件的整体温度,提高组件使用寿命。
所述磨光切割组件还包括设置在所述第一通道内的用于切分木门的一级切磨装置和间隔设置在所述切磨装置旁的用于对木门进行打磨的一级磨削部件。
需要说明的是,第一通道内设置有一级切磨装置和一级磨削部件可以对处于此通道的木门进行切割磨光作业,得到合格的表面粗糙度的木门。
所述第二通道内设置有二级切磨装置和间隔设置在所述二级切磨装置旁的用于对木门进行打磨的二级磨削部件。
需要说明的是,第二通道内设置有二级切磨装置和二级磨削部件可以对处于此通道的木门进行切割磨光作业,得到合格的表面粗糙度的木门。
所述第三通道内设置有三级切磨装置和间隔设置在所述三级切磨装置旁的用于对木门进行打磨的三级磨削部件。
需要说明的是,第三通道内设置有三级切磨装置和三级磨削部件可以对处于此通道的木门进行切割磨光作业,得到合格的表面粗糙度的木门。
所述挤压组件内包括间隔相对设置的第一挤压板和第二挤压板,所述第一挤压板与所述第二挤压板联合用于对木门进行挤压作业。
需要说明的是,设置第一挤压板和第二挤压板可以对前述工序处理后的木门进行整体挤压处理,以此来对形变等微小问题进行纠正处理,保证垂直度等的加工要求。
所述打磨组件内包括固定板和可拆卸连接在所述固定板上的若干间隔均布的用于木门边角打磨的回转刀具。
需要说明的是,回转刀具的设置可以对木门的边,角进行最后加工,得到无毛刺的木门,提高生产合格率,保证木门的加工效率。
所述打磨组件旁固定连接有用于加工好的木门输出的通口,所述通口内设置有三层引导槽。
需要说明的是,通口可以保证木门的顺利分批次输出,便于收集作业。
本发明与现有技术相比,具有如下的优点和有益效果:
1.设置除菌组件、磨光切割组件、挤压组件以及打磨组件可以保证木门从一个近似毛坯的状态,经过一系列作业,得到无毛刺,大小合适且木门表面较为洁净的木门;
2.设置第一挤压板和第二挤压板可以对前述工序处理后的木门进行整体挤压处理,以此来对形变等微小问题进行纠正处理,保证垂直度等的加工要求;
3.回转刀具的设置可以对木门的边,角进行最后加工,得到无毛刺的木门,提高生产合格率,保证木门的加工效率。
附图说明
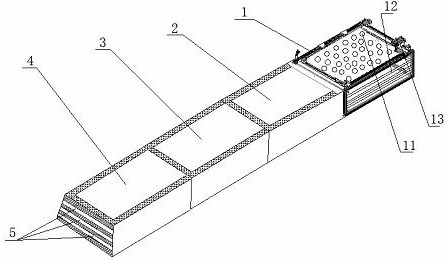
图1是本发明的结构示意图;
图2是本发明的除菌组件示意图;
图3是本发明的挤压组件局部放大图;
图4是本发明的打磨组件内部俯视示意图。
图例说明:1-除菌组件;11-散热孔;12-超声振动片;13-驱动装置;2-磨光切割组件;21-第一通道;211-一级切磨装置;212-一级磨削部件;22-第二通道;221-二级切磨装置;222-二级磨削部件;23-第三通道;231-三级切磨装置;232-三级磨削部件;3-挤压组件;31-第一挤压板;32-第二挤压板;4-打磨组件;41-回转刀具;42-固定板;5-通口。
具体实施方式
请一并参考说明附图1-说明附图4,本实施例提供了一种木门智能生产线,该一种木门智能生产线主要用于解决现有技术木门加工工序不连贯且加工合格率低的问题,该生产线已经处于实际使用阶段。
本发明的具体实施例方式如下,包括从左至右依次可拆卸连接的除菌组件1、磨光切割组件2、挤压组件3以及打磨组件4,从左至右的连接方式可以保证木门从进入生产线开始到离开生产线可以有一个完整的作业加工周期,保证木门的加工效率,同时可以进行常见问题的一次性消除。除菌组件内包括用于去除木门板上附着细菌的超声振动片12,超声振动片12的作业方式为依据现有技术的眼镜片的超声振动除去污点的原理进行,当木门放置在除菌组件内时,通过启动驱动装置13进行超声振动片12 的驱动,此时会有超声波结合空气的流动,对木门表面进行作业,用来除去灰尘等附着物,保证木门表面的洁净程度,其中驱动装置13与超声振动片12采用电连接的方式,当然也可以是通信连接,本实施例较佳的是电连接,减少整个生产线的体积。磨光切割组件2内包括用于对木门进行一级加工的第一通21、第二通道22以及第三通道23,设置第一、第二以及第三通道可以保证木门在进行大量的同时加工时,依然可以保证加工的质量以及加工的效率,避免出现短时间大量堆积导致的装置卡塞或者停转,进而出现加工质量较低的问题,在经过上述工序后,木门会依次进入挤压组件3与打磨组件4,进行更细节的加工。
本实施例又一较佳的实施方式,除菌组件1内还包括用于热量驱散的若干散热孔11,若干散热孔11间隔均布开设在除菌组件1上,设置若干散热孔11可以有效保证热量的散失,提高装置的使用寿命以及精确度。
本实施例又一较佳的实施方式,磨光切割组件2还包括设置在第一通道21内的用于切分木门的一级切磨装置211和间隔设置在切磨装置211旁的用于对木门进行打磨的一级磨削部件212;第二通道22内设置有二级切磨装置221和间隔设置在二级切磨装置221旁的用于对木门进行打磨的二级磨削部件222;第三通道23内设置有三级切磨装置231和间隔设置在三级切磨装置231旁的用于对木门进行打磨的三级磨削部件232,上述三个通道,可以有效进行木门的短时间分批次加工,保证每一扇木门都可以有效进行加工,保证质量和效率。
本实施例又一较佳的实施方式,挤压组件3内包括间隔相对设置的第一挤压板31和第二挤压板32,第一挤压板31与第二挤压板32联合用于对木门进行挤压作业,木门在经过上述工序后,会一并进入挤压组件3内,此时挤压组件会进行整体挤压作业,通过第一挤压板31和第二挤压板32的相互作用,可以对木门的表面的不平整以及轻微凹陷进行修复,得到较好平整度,
本实施例又一较佳的实施方式,打磨组件4内包括固定板42和可拆卸连接在固定板42上的若干间隔均布的用于木门边角打磨的回转刀具41,打磨组件4旁固定连接有用于加工好的木门输出的通口5,通口5内设置有三层引导槽,本申请中设置回转刀具41,可以对木门的边框以及转角进行毛刺的去除,结合说明附图4,当木门进入打磨组件4后,会在回转刀具41的作业下进行回转毛刺去除,去除完毛刺的木门会分批进入引导槽进行对外运输,得到加工好的木门。
本申请整体的作业过程为:首先,操作人员将需要进行加工的木门放置在流水线的开始处,需要说明的是,此处所述的开始处,可以根据实际情况进行设置,接着木门会进行除菌组件,除菌组件会对木门的表面进行除菌作用,保证得到一个表面细菌较少的木门,其中除菌通过超声振动片进行实现,振动超声作业与现有技术的眼镜片超声作业相同,此处不再赘述,进一步,木门会进入磨光切割组件内,在第一、第二以及第三通道与一级、二级以及三级的切磨装置与磨削部件的联合作用下,会进行木门的表面磨光处理作业,得到表面粗糙度合格的木门,接着木门会进行挤压作业,通过第一与第二挤压板的挤压作用进行木门表面的平整度修复,挤压的具体过程为木门与第一与第二挤压板相互贴合挤压,接着进行过挤压处理作业的木门会进入打磨组件,进行打磨处理,打磨处理的主要是针对木门的边框和木门的转角上的毛刺进行加工,保证毛刺去除率,得到较好且质量达标的木门,整体上大大提高了生产效率,保证加工时效。
申请人在实际作业中发现,木门在本申请的生产线的加工中可以有效提高加工效率,解决现有技术无法连续加工作业的问题,同时可以有效控制木门的合格率,包括平整度,表面粗糙度等方面。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。