一种热改性抗变形家居门板及其生产工艺
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于板材生产制造领域,尤其涉及一种热改性抗变形家居门板。
背景技术
随着时代发展,家居定制行业迎来升级换新,但是目前绝大部分的大型定制家居用的板材为密度板或颗粒板,而密度板和颗粒板相对实木板材来说档次偏低,无法满足消费者对实木定制产品的需求。
木材由于材种的不同,其纤维、密度和强度也不同,家装后,随着环境的变化常常会出现缩水、翘曲等问题。多年来,人们一直在进行提高木材尺寸稳定性、耐热等性能的研究,取得了较大进展,特别是近年来,炭化木产品倍受青睐。例如CN201610424557.7的《一种具有抗蠕变变形性能的预应力碳化木板材及其制备方法》,该方法将芯板进行开孔处理,减少蠕变,但此方法无法在实际生产操作中具体体现,生产操作困难,步骤繁琐。又如CN201910678670.1的《一种增强、阻燃炭化橡胶木板材的制备方法》,炭化木方,内里炭化效果不佳,炭化不全面。目前炭化技术主要应用于实木类地板产品,而在实木生态板材上应用很少,主要原因是:1、传统炭化技术是采用蒸汽的加热来进行,木材不能均匀加热,且加工成本过高;2、实木生态板芯材多为低密度材质,传统的碳化效果不佳;3、碳化后板材较脆,不易于加工。
发明内容
针对以上技术问题,本发明提供一种热改性抗变形家居门板的生产工艺,该家居门板的结构由芯板层、中板层、平衡层、饰面层组成,该热改性抗变形家居门板生产工艺如下:
1)将原材锯成长25±1cm、宽6±1cm、高1.2±0.1cm的芯板条;将原木旋切成长127±1mm、宽63±1mm、厚度为2.6~3.0mm的中板;
2)使用MJB-TF木材稳定剂处理步骤1)所制芯板条、中板;
3)将经过步骤2)处理的芯板条、中板放入微波干燥窑脱水碳化:a)进行150℃的中温半纤维素脱水,功率250w:b)将微波干燥窑温度控制在150℃并维持30min,保持微波功率在1kw;之后进行水蒸气回潮至含水率15%,接着保持150℃进行碳化3min,微波功率150w,重复2次;c)最后采用2℃/h的速率进行梯度降温,降温后养生7天得中温热处理木材,含水率4~6%;
4)将步骤3)经中温热处理过的芯板条用大豆胶组坯,用侧压机压制成2500mm*1240mm的芯板层,将其含水率控制在6~8%;
5)将步骤4)制成的芯板用大豆胶组坯第一层步骤3)经中温热处理过的中板,进行冷压,单位压力0.7±0.2MPa,时间0.5~1h。冷压结束后进行热压,单位压力0.6±0.2MPa,温度125±5℃,时间18min,制得一次半成品。
6)将步骤5)制得的一次半成品进行刮腻操作并养生。
7)将步骤6)所养生好的一次半成品进行布胶,再组坯第二层步骤3)经中温热处理过的中板,进行冷压,单位压力0.7±0.2MPa,时间0.5~1h。冷压结束后进行热压,单位压力0.6±0.2MPa,温度125±5℃,时间18min,制得二次半成品;
8)饰面压贴。
在一些实施方式中,前述的步骤8)的饰面压贴工艺为直接饰面压贴工艺,具体包括如下步骤:将步骤7)制备的二次半成品布胶组坯密度板单板层,进行冷压,单位压力0.65±0.2MPa,时间0.5~1h。冷压结束后进行热压,单位压力0.6±0.2MPa,温度125±5℃,时间360s;采用三聚氰胺浸渍胶膜纸进行饰面压贴,单位压力0.7±0.2MPa,温度130±8℃,时间390±60s。
在一些实施方式中,前述的步骤8)的饰面压贴工艺为复合饰面压贴工艺,具体包括如下步骤:将密度板单板层与三聚氰胺浸渍胶膜纸压贴成组合饰面层,单位压力1.8±0.2MPa,温度200℃,时间30±5s。将步骤7生产的半成品基板与步骤8生产的组合饰面层进行复合压贴,单位压力0.5±0.2MPa,温度85±5℃,时间800±60s。
在一些实施方式中,前述的芯板层选择杉木或松木,其厚度为1.2~1.3cm;中板层选择桉木、杨木,其厚度为2.6~3.0mm。
在一些实施方式中,前述的平衡层选择科技木单板、密度板或杨木单板,其厚度为0.7~1.0mm。
在一些实施方式中,前述的饰面层,作为优选,选择三聚氰胺浸渍胶膜纸、PP膜饰面或UV饰面。
在一些实施方式中,前述的木材稳定剂MJB-TF购买自菏泽维德林化化工有限公司。
本发明依据前述生产工艺制造获得一种热改性抗变形家居门板。
本发明的有益效果如下:
1.本发明通过使用木材稳定剂,破坏木材原有的物理结构(即内应力),增加其纤维韧性,提高其木纤维的平行延伸拉力,保持木材稳定,减少木材因碳化造成的脆性。
2.本发明在微波高频碳化处理过程增加蒸汽回潮工序,使板材各部位碳化程度更均匀,有效提升尺寸稳定性,保持板材各项力学性能稳定。
3.优化原材料碳化工艺,通过高频微波技术,使水分子剧烈运动,加速板材内部炭化速率。
4.根据原材料碳化后的特性,优化生态板制备工艺,使用两层中板层,使生态板静曲强度提升50%以上。
附图说明
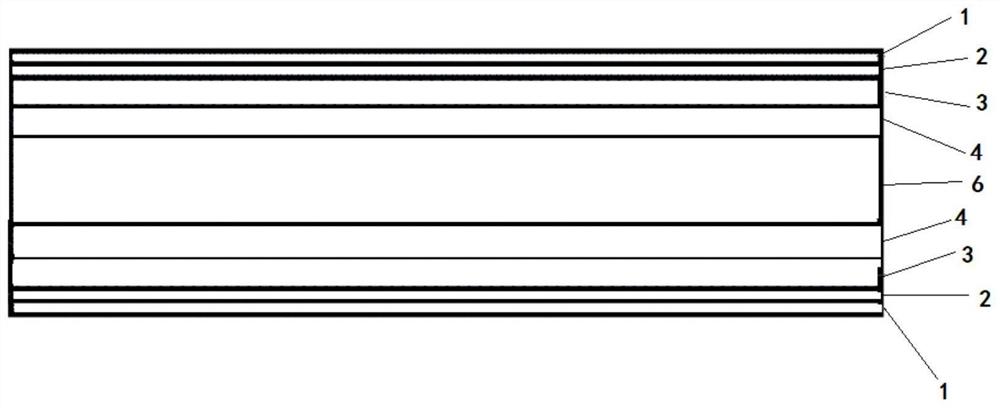
图1为本发明提供的家居门板的结构示意图;
其中,1-饰面层,2-平衡层,3-中板层,4-中板层,5-芯板层。
具体实施方式
为了更清楚的展示本发明的目的和技术优点,下面将本发明的技术方案进行详细描述。显然,所描述的实施例只是发明的一部分实施例,而不是全部实施例。基于本实用信息中的实施例,本领域技术人员在没有创造性劳动的前提下所得到的实施例方式,都属于本发明保护的范围内。
实施例1
一种热改性抗变形家居门板的生产工艺,其包括如下实施步骤:
1)将杉木锯成长25cm,宽6cm,高1.2cm的芯板条;将桉木旋切成127mm*63mm的中板,厚度为2.6mm的中板;
2)使用MJB-TF木材稳定剂处理芯板条、中板;
3)将步骤2)稳定剂处理过的芯板条、中板放入微波干燥窑,进行150℃的中温半纤维素脱水,功率250w:将微波干燥窑在温度150℃条件下维持30min,保持微波功率在1kw;之后进行水蒸气回潮至含水率15%,接着保持150℃进行碳化3min,微波功率150w,重复2次;最后采用2℃/h的速率进行梯度降温,降温后养生7天得中温热处理木材;
4)然后用大豆胶组坯芯板条,用侧压机压制成2500mm*1240mm的芯板层,将其含水率控制在6%;
5)将经过微波碳化的芯板、中板进行布胶组坯,进行冷压,单位压力0.7MPa,时间1h。冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
6)将步骤5)制备的半成品进行刮腻操作并养生20天;
7)将步骤6)所养生好的半成品进行布胶,再组坯第二层中板,进行冷压,单位压力0.7MPa,时间1h。冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
8)将步骤7)制备的半成品布胶组坯密度板单板层,进行冷压,单位压力0.65MPa,时间1h;冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间360s;
9)采用三聚氰胺浸渍胶膜纸进行饰面压贴,单位压力0.7MPa,温度130℃,时间390s。
实施例2
一种热改性抗变形家居门板的生产工艺,其包括如下实施步骤:
1)将杉木锯成长25cm,宽6cm,高1.2cm的芯板条;将桉木旋切成127mm*63mm的中板,厚度为2.6mm;
2)使用MJB-TF木材稳定剂处理芯板、中板;
3)将步骤2)稳定剂处理过的芯板条、中板放入微波干燥窑,进行150℃的中温半纤维素脱水,功率250w:将微波干燥窑温度升至150℃维持30min,保持微波功率在1kw;之后进行水蒸气回潮至含水率15%,接着保持150℃进行碳化3min,微波功率150w,重复2次;最后采用2℃/h的速率进行梯度降温,降温后养生7天得中温热处理木材;
4)用大豆胶组坯芯板条,用侧压机压制成2500mm*1240mm的芯板层,将其含水率控制在6%;
5)将经过微波碳化的芯板、中板进行布胶组坯,进行冷压,单位压力0.7MPa,时间1h;冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
6)将步骤5)制备的半成品进行刮腻操作并养生20天;
7)将步骤6)所养生好的半成品进行布胶,再组坯第二层中板,进行冷压,单位压力0.7MPa,时间1h;冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
8)将密度板单板层与三聚氰胺浸渍胶膜纸压贴成组合饰面层,单位压力1.8MPa,温度200℃,时间30s;
9)将步骤7)生产的半成品基板与步骤8)生产的组合饰面层进行复合压贴,单位压力1.8MPa,温度85℃,时间800s。
对比例1
一种家居门板的生产工艺,其包括如下实施步骤:
1)将杉木锯成长25cm,宽6cm,高1.2cm的芯板条;将桉木旋切成127mm*63mm的中板,厚度为2.6mm;
2)将芯板条、中板放入微波干燥窑,进行150℃的中温半纤维素脱水,功率250w:将微波干燥窑温度升至150℃维持30min,保持微波功率在1kw;之后进行水蒸气回潮至含水率15%,接着保持150℃进行碳化3min,微波功率150w,重复2次;最后采用2℃/h的速率进行梯度降温,降温后养生7天得中温热处理木材;
3)然后用大豆胶组坯芯板条,用侧压机压制成2500mm*1240mm的芯板层,将其含水率控制在6%。
4)将经过微波碳化的芯板、中板进行布胶组坯,进行冷压,单位压力0.7MPa,时间1h。冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
5)将步骤4)制备的半成品进行刮腻操作并养生20天。
6)将步骤5)所养生好的半成品进行布胶,再组坯第二层中板,进行冷压,单位压力0.7MPa,时间1h。冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
7)将步骤6)制备的半成品布胶组坯单板层,进行冷压,单位压力0.65MPa,时间1h。冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间360s。
8)采用三聚氰胺浸渍胶膜纸进行饰面压贴,单位压力0.7MPa,温度130℃,时间390s。
对比例2
一种家居门板的生产工艺,其包括如下实施步骤:
步骤1)将杉木锯成长25cm,宽6cm,高1.2cm的芯板条,然后用大豆胶组坯,用侧压机压制成2500mm*1240mm的芯板,将其含水率控制在10%;
步骤2)将桉木旋切成127mm*63mm的中板,厚度为2.6mm,含水率18%;
步骤3)将芯板、中板进行布胶组坯,进行冷压,单位压力0.7MPa,时间1h;冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
步骤4)将步骤3)制备的半成品进行刮腻操作并养生20天。
步骤5)将步骤4)所养生好的半成品进行布胶,再组坯第二层中板,进行冷压,单位压力0.7MPa,时间1h;冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间18min;
步骤6)将步骤5)制备的半成品布胶组坯单板层,进行冷压,单位压力0.65MPa,时间1h。冷压结束后进行热压工序,单位压力0.6MPa,温度125℃,时间360s;
步骤7)采用三聚氰胺浸渍胶膜纸进行饰面压贴,单位压力0.7MPa,温度130℃,时间390s。
将实施例、对比例进行理化性能、外观检测。
检测标准:GB/T 17657-2013、GB/T 34722-2017
本发明所涉及的一种热改性抗变形家居门板,并通过本发明涉及的制造工艺制备的热改性抗变形家居门板,经过理化性能、外观检测,有优异的力学性能,其中横向静曲强度达到35MPa以上,弹性模量达到4500MPa以上,边缘直度为0。实施例1、2充分说明芯板、中板经过MJB-TF木材稳定剂处理后再碳化处理,生态板的抗变形能力提升。
对比例1相较于实施例1与实施例2,缺少稳定剂处理芯板和中板的步骤,相应地,力学性能有所下降,具体地横向静曲强度29MPa,弹性模量为3600MPa,弹性模量大幅度下降,这主要归因于经过碳化工艺处理的中板和芯板变得易脆,最终严重影响加工生产。
对比例4相较于实施例1与实施例2,缺少稳定剂与炭化处理步骤,芯板、中板未碳化,横向静曲强度和弹性模量出乎意料地显著下降,说明未经过碳化工艺处理的板材,抗变形能力差。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。