一种屏幕保护片包装盒盖合装置
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及包装盒盖合装置,具体涉及一种屏幕保护片包装盒盖合装置。
背景技术
随着科技的发展进步,手机已成为人们日常工作、生活中不可缺少的工具。现有的智能手机基本为电容式触摸屏手机,电容式触摸屏是利用人体感应电流进行工作的,当手指和触摸屏表面接触时,在人体电场下,手机触摸屏内部的导电线路与用户手指构成耦合电容,电容在高频电流下为直接导体,手指会从接触位置吸走微弱电流,经过进一步处做出相应的指示。
其中,手机屏幕是与用户交互操作的核心部件,容易受到硬物的撞击而破损,而且维修更换费用较高,因此在使用过程中,为了保护屏幕,手机屏幕保护膜应运而生,用户往往会先在屏幕上粘贴屏幕保护膜,例如钢化玻璃保护片,可以有效地对屏幕进行防护。
在钢化玻璃保护片的生产工艺中,最后的工序需要将钢化玻璃保护片打包放入包装盒中。其中,现有的包装盒一般由盒体和盖体组合而成,参见图1,盒体的侧面顶部设有外翻边,盖体的两个相对侧面的底部设有用于限位在盒体的外翻边上的内翻边;在将钢化玻璃保护片、上吸塑(上吸塑上设有方便用户进行抽取的易取耳)以及说明书等配件装入盒体后(说明书和钢化玻璃保护片分别粘连在上吸塑的上下表面),需要依靠人工将盖体合在盒体上,自动化程度和生产效率较低,生产成本高。
发明内容
本发明的目的在于克服上述存在的问题,提供一种屏幕保护片包装盒盖合装置,该包装盒盖合装置能够自动将盖体合在盒体上,有效提高自动化程度和生产效率,降低生产成本。
本发明的目的通过以下技术方案实现:
一种屏幕保护片包装盒盖合装置,包括用于对摆放在盒体中的物料进行限高的限高机构、用于将上吸塑的易取耳反折到盒体内侧的压折机构以及用于将盖体推向盒体的上方的推盖机构;
在盖合之前,盒体和盖体分别承放在两个输送座上,两个输送座排列的方向与推盖机构的推动方向平行;
所述限高机构包括限高板和限高升降驱动机构,所述限高板与限高升降驱动机构的驱动端连接;
所述压折机构包括压折轮和压折横向驱动机构,所述压折轮通过自适应配合结构与压折横向驱动机构的驱动端连接;所述自适应配合结构包括轮架、悬挂螺钉和自适应弹性元件,所述压折轮转动连接在轮架上,所述轮架通过悬挂螺钉连接在压折安装板上,该压折安装板固定设置在压折横向驱动机构的驱动端上;所述悬挂螺钉的头部限位在压折安装板上,该悬挂螺钉的尾部可竖向滑动地穿过压折安装板固定连接在轮架上;所述自适应弹性元件抵紧在压折安装板与轮架之间;
所述推盖机构包括推盖板和推盖驱动机构,所述推盖板与推盖驱动机构的驱动端连接。
上述屏幕保护片包装盒盖合装置的工作原理为:
工作时,将盒体和盖体分别投放至两个输送座上,通过输送装置将两个输送座依次输送至多个加工工序中,将保护片、上吸塑、说明书等配件装载至盒体中。进一步,在盒体中,说明书和钢化玻璃保护片分别粘连在上吸塑的上下表面,上吸塑的易取耳延伸至盒体的外侧。
通过输送装置将两个输送座输送至合盖工位中,此时的盒体位于限高板的正下方,限高升降驱动机构驱动限高板下降靠近盒体,限高板对盒体中的说明书挤压,将说明书中的空气排出,同时限高板继续下压,降低上吸塑等其他物料竖向占用的空间,直至盒体中的物料完全下沉,避免阻挡盖体进行盖合。其中,由于上吸塑的易取耳延伸至盒体的外侧,当限高板下压上吸塑时,上吸塑的易取耳随着上吸塑的下移而被盒体的侧面翘起;此时,压折横向驱动机构驱动压折轮靠近翘起的易取耳,压折轮往盒体内侧的方向碾压易取耳,从而将易取耳翻折在盒体内。
最后,在推盖驱动机构的驱动下,推盖板往盒体的方向推动盖体,盖体的内翻边会卡在盒体的外翻边之下;当盖体压到最上方的物料(例如说明书)的边缘的时候,限高升降驱动机构驱动限高板上升,由盖体盒体中的物料进行限位,推盖板继续推动盖体进行盖合移动。其中,由于压折轮通过自适应配合结构与压折横向驱动机构的驱动端连接,当盖体横向移动接触到压折轮后,压折轮会因受到挤压而往上抬升轮架,压缩自适应弹性元件,从而在避让盖体的同时将易取耳转移给盖体,十分巧妙。当盖体完全覆盖在盒体之上后,即完成合盖工作,推盖驱动机构和压折横向驱动机构分别驱动推盖板和压折轮进行复位。
本发明的一个优选方案,其中,所述限高升降驱动机构包括限高升降驱动气缸,该限高升降驱动气缸的伸缩杆与限高板固定连接;所述限高升降驱动气缸固定设置在合盖机架上。通过上述结构,在限高升降驱动气缸的驱动下,限高板可以进行升降移动,从而对盒体内的物料进行挤压限位。
本发明的一个优选方案,其中,所述限高机构设有两组,两组限高机构的限高板的排列方向与推盖驱动机构的驱动方向平行。
本发明的一个优选方案,其中,所述压折横向驱动机构包括压折横向驱动气缸,该压折横向驱动气缸的伸缩杆与压折安装板固定连接;所述压折横向驱动气缸固定设置在合盖机架上。通过上述结构,在压折横向驱动气缸的驱动下,压折轮可以进行横向移动,从而对上吸塑的易取耳进行挤压。
本发明的一个优选方案,其中,所述压折安装板与轮架之间设有压折导向组件,该压折导向组件包括压折导柱和压折导套,所述压折导套固定设置在压折安装板上,所述压折导柱的下端固定连接在轮架上,上端与压折导套配合。
优选地,所述自适应弹性元件套设在压折导柱的外侧。
本发明的一个优选方案,其中,所述推盖驱动机构包括推盖驱动电机和推盖传动组件,所述推盖传动组件包括推盖传动丝杆和推盖传动丝杆螺母;所述推盖板与所述推盖传动丝杆螺母固定连接。通过上述结构,在推盖驱动电机的驱动下,推盖板可以进行横向移动,从而将盖体盖合在盒体上。
本发明与现有技术相比具有以下有益效果:
1、本发明的包装盒盖合装置能够自动将盖体合在盒体上,有效提高自动化程度和生产效率,降低生产成本。
2、由于上吸塑的易取耳延伸至盒体的外侧,当限高板下压上吸塑时,上吸塑的易取耳随着上吸塑的下移而翘起;此时,压折横向驱动机构驱动压折轮靠近翘起的易取耳,压折轮往盒体内侧的方向碾压易取耳,从而将易取耳翻折在盒体内。进一步,由于压折轮通过自适应配合结构与压折横向驱动机构的驱动端连接,当盖体横向移动接触到压折轮后,压折轮会因受到挤压而往上抬升轮架,压缩自适应弹性元件,从而在避让盖体的同时将易取耳转移给盖体,十分巧妙。
附图说明
图1为包装盒在未盖合时的立体结构示意图,图中a为盒体、b为盖体、c为说明书,d为上吸塑,d1为易取耳。
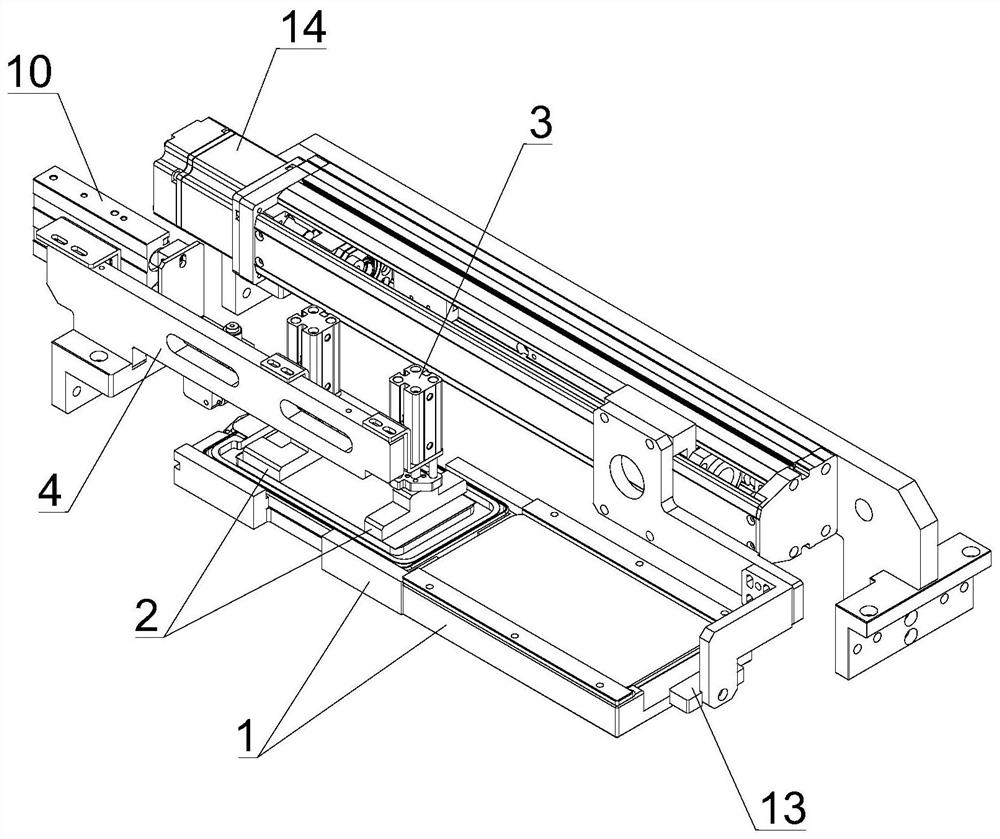
图2为本发明中的屏幕保护片包装盒盖合装置的立体结构示意图。
图3为本发明中的屏幕保护片包装盒盖合装置的侧视图。
图4-6为图3简化后的多个不同工作状态图。
具体实施方式
为了使本领域的技术人员很好地理解本发明的技术方案,下面结合实施例和附图对本发明作进一步描述,但本发明的实施方式不仅限于此。
参见图2-6,本实施例中的屏幕保护片包装盒盖合装置,包括用于对摆放在盒体中的物料进行限高的限高机构、用于将上吸塑的易取耳反折到盒体内侧的压折机构以及用于将盖体推向盒体的上方的推盖机构;在盖合之前,盒体和盖体分别承放在两个输送座1上,两个输送座1排列的方向与推盖机构的推动方向平行。
参见图2-6,所述限高机构包括限高板2和限高升降驱动机构,所述限高板2与限高升降驱动机构的驱动端连接;所述限高升降驱动机构包括限高升降驱动气缸3,该限高升降驱动气缸3的伸缩杆与限高板2固定连接;所述限高升降驱动气缸3固定设置在合盖机架4上。通过上述结构,在限高升降驱动气缸3的驱动下,限高板2可以进行升降移动,从而对盒体内的物料进行挤压限位。
进一步,所述限高机构设有两组,两组限高机构的限高板2的排列方向与推盖驱动机构的驱动方向平行。
参见图2-6,所述压折机构包括压折轮5和压折横向驱动机构,所述压折轮5通过自适应配合结构与压折横向驱动机构的驱动端连接;所述自适应配合结构包括轮架6、悬挂螺钉7和自适应弹性元件8,所述压折轮5转动连接在轮架6上,所述轮架6通过悬挂螺钉7连接在压折安装板9上,该压折安装板9固定设置在压折横向驱动机构的驱动端上;所述悬挂螺钉7的头部限位在压折安装板9上,该悬挂螺钉7的尾部可竖向滑动地穿过压折安装板9固定连接在轮架6上;所述自适应弹性元件8抵紧在压折安装板9与轮架6之间。
所述压折横向驱动机构包括压折横向驱动气缸10,该压折横向驱动气缸10的伸缩杆与压折安装板9固定连接;所述压折横向驱动气缸10固定设置在合盖机架4上。通过上述结构,在压折横向驱动气缸10的驱动下,压折轮5可以进行横向移动,从而对上吸塑的易取耳进行挤压。
参见图2-6,所述压折安装板9与轮架6之间设有压折导向组件,该压折导向组件包括压折导柱11和压折导套12,所述压折导套12固定设置在压折安装板9上,所述压折导柱11的下端固定连接在轮架6上,上端与压折导套12配合。
进一步,所述自适应弹性元件8(压缩弹簧)套设在压折导柱11的外侧。
参见图2-6,所述推盖机构包括推盖板13和推盖驱动机构,所述推盖板13与推盖驱动机构的驱动端连接。所述推盖驱动机构包括推盖驱动电机14和推盖传动组件,所述推盖传动组件包括推盖传动丝杆和推盖传动丝杆螺母;所述推盖板13与所述推盖传动丝杆螺母固定连接。通过上述结构,在推盖驱动电机14的驱动下,推盖板13可以进行横向移动,从而将盖体盖合在盒体上。
参见图1-6,本实施例中的屏幕保护片包装盒盖合装置的工作原理为:
工作时,将盒体和盖体分别投放至两个输送座1上,通过输送装置将两个输送座1依次输送至多个加工工序中,将保护片、上吸塑、说明书等配件装载至盒体中。进一步,在盒体中,说明书和钢化玻璃保护片分别粘连在上吸塑的上下表面,上吸塑的易取耳延伸至盒体的外侧。
通过输送装置将两个输送座1输送至合盖工位中,此时的盒体位于限高板2的正下方,限高升降驱动机构驱动限高板2下降靠近盒体,限高板2对盒体中的说明书挤压,将说明书中的空气排出,同时限高板2继续下压,降低上吸塑等其他物料竖向占用的空间,直至盒体中的物料完全下沉,避免阻挡盖体进行盖合。其中,由于上吸塑的易取耳延伸至盒体的外侧,当限高板2下压上吸塑时,上吸塑的易取耳随着上吸塑的下移而翘起;此时,压折横向驱动机构驱动压折轮5靠近翘起的易取耳,压折轮5往盒体内侧的方向碾压易取耳,从而将易取耳翻折在盒体内,如图4。
最后,在推盖驱动机构的驱动下,推盖板13往盒体的方向推动盖体,盖体的内翻边会卡在盒体的外翻边之下;当盖体压到最上方的物料(例如说明书)的边缘的时候,限高升降驱动机构驱动限高板2上升,由盖体盒体中的物料进行限位,推盖板13继续推动盖体进行盖合移动,如图5。其中,由于压折轮5通过自适应配合结构与压折横向驱动机构的驱动端连接,当盖体横向移动接触到压折轮5后,压折轮5会因受到挤压而往上抬升轮架6,压缩自适应弹性元件8,从而在避让盖体的同时将易取耳转移给盖体,十分巧妙,如图4。当盖体完全覆盖在盒体之上后,即完成合盖工作,推盖驱动机构和压折横向驱动机构分别驱动推盖板13和压折轮5进行复位。
上述为本发明较佳的实施方式,但本发明的实施方式并不受上述内容的限制,其他的任何未背离本发明的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。