一种全自动上下料齿轮轴扭矩检测装置及方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于扭矩检测技术领域,具体涉及一种全自动上下料齿轮轴扭矩检测装置及方法。
背景技术
随着社会的进步和科学技术的发展,生活中人们对使用物品的安全性能和准确性能要求越来越高,各个产业为了确保设备操作者的安全,生产了多种装置来检测产品的使用安全性和准确性能,扭矩检测装置就是其中的一种。扭矩是使物体发生转动的一种特殊的力矩,目前,为提高家具操作的简便性,往往利用齿轮传动机构代替,但齿轮拟合时配合轴处是其比较薄弱的地方,因此在出厂前,需要对齿轮轴的扭矩值进行测试,扭矩的检测通常采用检测因扭矩而产生的轴的扭力或测量因扭矩而变形的轴的扭转角度的方法来检测,随着行业的发展,对扭矩等参数的测试精度的要求越来越高,现有技术中,通常采用扭矩传感器或倍增器等无动力扭矩设备用于测量扭矩或将扭矩放大。如图8所示,检测时将齿轮轴和齿轮安装在手轮支架上,传统的扭矩检测装置一般为半自动化,需要人工上下料,不仅效率慢,且工人劳动强度大,因此亟需研制一款能够自动上下料,效率高、能够降低工人劳动强度以及节约成本的齿轮轴扭矩检测装置。
发明内容
本发明的目的是克服现有技术中存在的需要人工上下料、效率低以及工人劳动强度大的缺陷,提供一种结构简单、能够自动上下料、效率高以及能够有效降低工人劳动强度的全自动上下料齿轮轴扭矩检测装置及方法。
本发明解决其技术问题所采用的技术方案是:
一种全自动上下料齿轮轴扭矩检测装置,其特征在于:包括机架以及安装在所述机架上的储料仓、提料组件和输送组件;所述储料仓的内底面设置成坡面,坡底处设置有长槽;所述提料组件包括:安装在所述机架上的第二电机、一端与所述第二电机的输出轴同轴连接的连杆、与所述连杆的另一端转动连接的限位板、竖直固定在所述限位板上的提料板以及固定在所述提料板顶端的推块;所述提料板在所述长槽内上下移动,所述限位板对所述提料板上限位,所述推块对所述提料板下限位;所述推块上设置有多个用来连通压缩空气发生装置的进气孔和多个与所述进气孔连通的出气孔;当所述提料板运动到下限位时,所述储料仓内的待测零件滚落到所述推块上;当所述提料板运动到上限位时,通过压缩空气将所述推块上的待测零件吹到输送组件上;所述输送组件包括:与所述推块平行设置的输送通道、安装在所述输送通道一端的输送电机、与所述输送电机的输出轴同轴连接的主动带轮以及通过传送带与所述主动带轮带传动连接的从动带轮;所述从动带轮与所述输送通道的另一端转动连接;所述输送通道上设置有分选槽,所述输送通道的侧壁上设置有挡杆,当背面朝上的待测零件输送到所述挡杆处时,经所述挡杆挡住,从所述分选槽处落下。
进一步地,还包括安装在所述机架上的扭矩检测组件和分拣组件;所述扭矩检测组件包括:固定在所述机架上的轨迹板、安装在所述轨迹板上的第一电机、与所述第一电机的输出轴同轴连接的导杆、与所述轨迹板水平滑动连接的第一安装板、与所述第一安装板竖直滑动连接的支撑板以及槽轮;所述轨迹板上设置有U形滑道;所述导杆上开设有导槽,所述第一安装板上竖直开设有滑槽,所述槽轮的一端从所述导槽穿出且与所述U形滑道滑动连接,所述槽轮的另一端从所述滑槽中穿出且与所述支撑板固定连接;所述支撑板上安装有检测电机,所述检测电机的输出轴上同轴连接有扭矩测试传感器,所述扭矩测试传感器的输出轴上安装有吸盘。
进一步地,所述分拣组件包括:固定在所述机架上的分拣电机、一端与所述分拣电机的输出轴同轴连接的旋转轴、固定在所述旋转轴另一端的第二安装板、安装在所述第二安装板上的上下运动的双杆气缸、与所述双杆气缸的伸缩端固定连接的气动手指、与所述气动手指的输出端固定连接的夹爪以及放置在所述机架上用来盛放合格零件的OK料仓和用来盛放不合格零件的NG料仓;所述OK料仓的前方固定有第一接近开关,所述NG料仓的前方固定有第二接近开关。
进一步地,所述第一安装板上竖直固定有两第一导轨,所述第一导轨上滑动连接有第一滑块,所述支撑板与所述第一滑块固定连接。
进一步地,所述轨迹板的下端水平固定有第二导轨,所述第二导轨上滑动连接有第二滑块,所述第一安装板与所述第二滑块固定连接。
进一步地,所述推块远离所述输送通道一侧的内侧面设置成斜面,待测零件抵靠在斜面上;所述推块的内底面上水平设置有多个防滑的凹槽。
进一步地,所述底板上固定有扭矩测试治具。
进一步地,还包括安装在所述机架上用来拍摄待测零件角度照片的相机。
进一步地,所述主动带轮与所述从动带轮之间安装有多个用来支撑所述传送带的支撑轮。
更进一步地,所述机架底端的四个角处均安装有便于移动的轮子。
一种全自动上下料齿轮轴扭矩检测方法,其特征在于,包括以下步骤:
S1、提取待测零件;第二电机工作,带动提料板在长槽内向下运动,当运动到下限位时,储料仓内的待测零件滚落到推块上;第二电机带动提料板向上运动,当运动到上限位时,通过压缩空气将推块上的待测零件吹到传送带上;
S2、输送待测零件;输送电机工作,通过传送带带动待测零件向前运动,当运动到挡杆处时,正面朝上的待测零件安全通过,背面朝上的待测零件经挡杆挡住,从分选槽处落下;
S3、扭矩检测;当待测零件输送到指定位置时,第一电机工作,带动槽轮沿U形滑道移动,当槽轮运动到左下位置时,控制吸盘吸着待测零件,第一电机反转,带动槽轮沿U形滑道运动,当运动到U形滑道中间位置时,通过相机和检测电机来调整待测零件的角度,调整好后,槽轮继续运动,当运动到右下位置时,将待测零件放入扭矩测试治具内,驱动检测电机带动齿轮旋转,利用扭矩测试传感器记录齿轮轴的扭矩值;
S4、分拣;将扭矩测试传感器测得的待测零件的扭矩值大小与设定值相比较,当测得的齿轮轴的扭矩值大于设定值,分拣电机正转,当触发第一接近开关时,夹爪松开,将合格的零件放进OK料仓中;当测得的齿轮轴的扭矩值小于设定值,分拣电机反转,当触发第二接近开关时,夹爪松开,将不合格的零件放进NG料仓中。
本发明的一种全自动上下料齿轮轴扭矩检测装置及方法的有益效果是:
1、本发明通过提料组件、输送组件和分拣组件,能够实现自动上下料,改善了以往的人工上下料,有效地降低了工人的劳动强度,自动化程度高,相对于通过人工上下料,更加安全可靠,能够节省人力。
2、本发明通过第一电机带动槽轮沿U形滑道运动,将传送带上的待测零件运送到扭矩测试治具内,检测电机工作带动齿轮旋转,利用扭矩测试传感器记录齿轮轴的扭矩,从而实现对齿轮轴扭矩的检测,结构简单,有效地提高了工作效率,适合于加工流水线。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
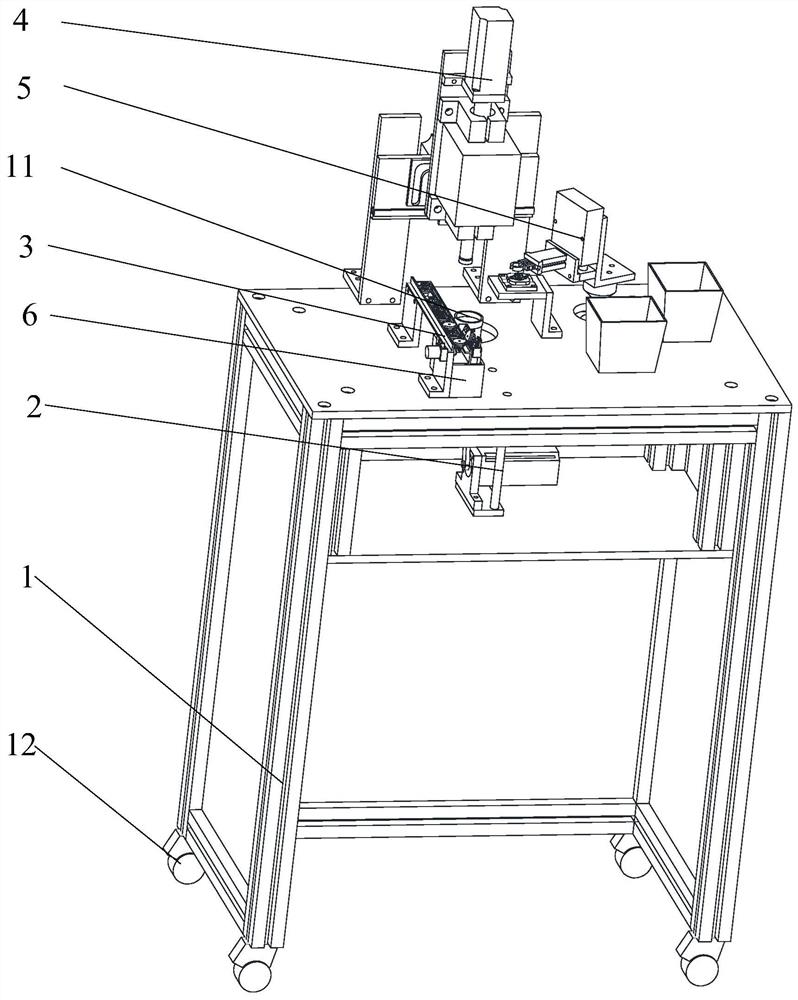
图1是本发明实施例的整体结构图;
图2是本发明实施例的扭矩检测组件部分结构图;
图3是本发明实施例的扭矩检测组件剖视图;
图4是本发明实施例的提料组件结构图;
图5是本发明实施例的输送组件结构图;
图6是本发明实施例的分拣组件结构图;
图7是本发明实施例的储料仓结构图;
图8是本发明实施例的待测零件结构图;
图9是本发明实施例的检测方法流程图。
图中:1、机架,2、提料组件,21、第二电机,22、连杆,23、提料板,24、限位板,25、推块,3、输送组件,31、支撑架,32、输送通道,33、输送电机,34、主动带轮,35、传送带,36、从动带轮,37、分选槽,38、挡杆,39、支撑轮,4、扭矩检测组件,40、轨迹板,41、第一电机,42、导槽,43、导杆,44、槽轮,45,滑槽,46、第一安装板,47、第一导轨,48、第一滑块,49、支撑板,410、检测电机,411、扭矩测试传感器,412、吸盘,413、U形滑道,414、第二导轨,415、第二滑块,416、扭矩测试治具,5、分拣组件,50、分拣电机,51、旋转轴,52、第二安装板,53、双杆气缸,54、气动手指,55、夹爪,56、OK料仓,57、NG料仓,58、第一接近开关,59、第二接近开关,6、储料仓,7、长槽,8、进气孔,9、出气孔,10、凹槽,11、相机,12轮子,13、齿轮,14、齿轮轴,15、手轮支架。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1-图8所示的本发明的一种全自动上下料齿轮轴扭矩检测装置的具体实施例,包括机架1以及安装在机架1上的储料仓6、提料组件2和输送组件3;储料仓6的内底面设置成坡面,坡底处设置有长槽7;提料组件2包括:安装在机架1下表面上的第二电机21、一端与第二电机21的输出轴同轴连接的连杆22、与连杆22的另一端转动连接的限位板24、竖直固定在限位板24上的提料板23以及固定在提料板23顶端的推块25;提料板23在长槽7内上下移动,限位板24对所述提料板23上限位,推块25对提料板23下限位;推块25靠近输送通道32的一侧设置成开口,远离输送通道32一侧的内侧面设置成斜面,待测零件抵靠在斜面上;推块25的两端均设置有多个用来连通压缩空气发生装置的进气孔8,推块25的斜面上设置有多个与进气孔8连通的出气孔9;当提料板23运动到下限位时,储料仓6内的待测零件滚落到推块25上;当提料板23运动到上限位时,通过压缩空气将推块25上的待测零件吹到传送带35上;推块25的内底面上水平设置有多个防滑的凹槽10。将待测零件倒入储料仓6中,通过第一电机41带动连杆22运动,从而驱动推块25上下运动,当提料板23到达下限位时,利用储料仓6的坡面和推块25的凹槽面将被测零件提起;当提料板23到达上限位时,将压缩空气从推块25的进气孔8输入,将待测零件从推块25上吹入传送带35上。
如图5所示,输送组件3包括:通过支撑架31固定在机架1上且与推块25平行设置的输送通道32、安装在输送通道32一端的输送电机33、与输送电机33的输出轴同轴连接的主动带轮34以及通过传送带35与主动带轮34带传动连接的从动带轮36;从动带轮36与输送通道32的另一端转动连接;主动带轮34与从动带轮36之间安装有多个用来支撑传送带35的支撑轮39,支撑轮39转动安装在输送通道32的一侧上;输送通道32上设置有分选槽37,输送通道32的侧壁顶端设置有用来阻挡背面朝上的待测零件的挡杆38,当背面朝上的待测零件输送到挡杆38处时,经挡杆38挡住,从分选槽37处落下。通过压缩空气将待测零件吹入传送带35上时,待测零件落在传送带35上,有的正面朝上,有的反面朝上,为便于后面的检测必须保证待测零件是正面朝上,输送道通上设置有分选槽37,背面朝上的在经过挡杆38时,挡杆38会阻挡住手轮支架15,传送带35继续拖动待测零件,使待测零件倾斜,通过分选槽37时,背面朝上的零件就会自动落回到储料仓6内,从而保证通过分选槽37后的待测零件都是正面朝上,为后道工序做准备。
参见体1,图2,图3和图6,还包括安装在机架1上的扭矩检测组件4和分拣组件5;扭矩检测组件4包括:固定在机架1上的轨迹板40、安装在轨迹板40上的第一电机41、与第一电机41的输出轴同轴连接的导杆43、与轨迹板40水平滑动连接的第一安装板46、与第一安装板46竖直滑动连接的支撑板49以及槽轮44;轨迹板40上设置有U形滑道413;导杆上开设有导槽42,第一安装板46上竖直开设有滑槽45,槽轮44的一端从导槽42穿出且与U形滑道413滑动连接,槽轮44的另一端从滑槽45中穿出且与支撑板49固定连接;槽轮44与导槽42滑动连接,槽轮44与滑槽45滑动连接;支撑板49上安装有检测电机410,检测电机410的输出轴上同轴连接有扭矩测试传感器411,扭矩测试传感器411的输出轴上安装有吸盘412。第一安装板46上竖直固定有两个第一导轨47、第一导轨47上滑动连接有第一滑块48、支撑板49与第一滑块48固定连接;U形滑道413设置成倒U形;轨迹板40的下端水平固定有第二导轨414,第二导轨414上滑动连接有第二滑块415,第一安装板46与第二滑块415固定连接;底板上固定有扭矩测试治具416;还包括安装在机架1上用来拍摄待测零件角度照片的相机11,机架1上安装有相机固定支座,所述相机固定支座上安装有相机角度调整支座,相机11安装在相机角度调整支座上。在测量前要先将齿轮轴14和齿轮13装在手轮支架15上作为待测零件,通过提料组件2、运输组件和扭矩检测组件4将待测零件运送到扭矩测试治具416内,通过扭矩测试电机带动齿轮13旋转,利用扭矩测试传感器411记录齿轮轴14的扭矩值。
当待测零件被输送组件3运送到指定目的地后,控制第一电机41带动导杆43驱动槽轮44沿着U形滑道413移动,当槽轮44运动到左下位置时,控制吸盘412取料,取料完成后,第一电机41反转,带动整个扭矩检测组件4沿着U形滑道413向上向右运动;为了保证抓取的待测零件能够正确放入扭矩测试治具416内,通过相机11拍摄待测零件的角度,当第一电机41带动槽轮44运动到U形滑道413的中间位置时,控制相机11拍摄待测零件的角度照片,若角度有偏差,通过检测电机410带动待测零件旋转,对待测零件的角度进行调整,调整好后,驱动第一电机41带动整个扭矩检测组件4运动到U形滑道413的右下位置,将待测零件放入扭矩测试治具416内,驱动检测电机410带动齿轮13旋转,利用扭矩测试传感器411记录齿轮轴14的扭矩值。
参见图6,分拣组件5包括:固定在机架1上的分拣电机50、一端与分拣电机50的输出轴同轴连接的旋转轴51、固定在旋转轴51另一端的第二安装板52、安装在第二安装板52上的上下运动的双杆气缸53、与双杆气缸53的伸缩端固定连接的气动手指54、与气动手指54的输出端固定连接的夹爪55以及放置在机架1上用来盛放合格零件的OK料仓56和用来盛放不合格零件的NG料仓57;机架1上安装有第一接近开关58和第二接近开关59。根据扭矩测试传感器411测得的待测零件的扭矩值大小与设定值相比较,当测得的齿轮轴14的扭矩值大于设定值,分拣电机50工作,带动旋转轴51旋转,当夹爪55位于零件上方时,分拣电机50暂停,双杆气缸53的伸缩端伸出带动气动手指54向下运动,同时气动手指54带动夹爪55抓取零件,当夹爪55抓取住零件时,双杆气缸53的伸缩杆缩回,分拣电机50正转,带动合格零件朝OK料仓56的方向旋转,当触发第一接近开关58时,夹爪55松开,将合格的零件放进OK料仓56中;同样地,当测得齿轮轴14的扭矩值小于设定值时,分拣电机50工作,带动旋转轴51旋转,当夹爪55位于零件上方时,分拣电机50暂停,双杆气缸53的伸缩端伸出带动气动手指54向下运动,同时气动手指54带动夹爪55抓取零件,当夹爪55抓取住零件时,双杆气缸53的伸缩杆缩回,分拣电机50反转,带动不合格零件朝NG料仓57的方向旋转,当触发第二接近开关59时,夹爪55松开,将不合格的零件放进NG料仓57中。
如图1所示,为了便于移动整个检测装置,在机架1底端的四个角处均安装有便于移动的轮子12。
如图9所示,一种全自动上下料齿轮轴扭矩检测方法,包括以下步骤:
S1、提取待测零件:所述第二电机21工作,带动所述提料板23在所述长槽7内向下运动,当运动到下限位时,所述储料仓6内的待测零件滚落到所述推块25上;所述第二电机带动所述提料板24向上运动,当运动到上限位时,通过压缩空气将所述推块25上的待测零件吹到所述传送带35上;
S2、输送待测零件:输送电机33工作,通过传送带35带动待测零件向前运动,当运动到挡杆38处时,正面朝上的待测零件安全通过,背面朝上的待测零件经所述挡杆38挡住,从所述分选槽37处落下;
S3、扭矩检测:当待测零件输送到指定位置时,第一电机41工作,带动所述槽轮44沿所述U形滑道413移动,当所述槽轮44运动到左下位置时,控制吸盘412吸着待测零件,第一电机41反转,带动所述槽轮44沿所述U形滑道413运动,当运动到所述U形滑道413中间位置时,通过相机11和检测电机410来调整待测零件的角度,调整好后,槽轮44继续运动,当运动到右下位置时,将待测零件放入所述扭矩测试治具416内,驱动检测电机410带动齿轮13旋转,利用扭矩测试传感器411记录齿轮轴14的扭矩值;
S4、分拣:将所述扭矩测试传感器411测得的待测零件的扭矩值大小与设定值相比较,当测得的齿轮轴14的扭矩值大于设定值,分拣电机50正转,当触发所述第一接近开关58时,夹爪55松开,将合格的零件放进OK料仓56中;当测得的齿轮轴14的扭矩值小于设定值,分拣电机50反转,当触发所述第二接近开关59时,夹爪55松开,将不合格的零件放进NG料仓57中。
应当理解,以上所描述的具体实施例仅用于解释本发明,并不用于限定本发明。由本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。