冲压装置及冲压装置的控制方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及利用加压缸筒使热板及载置于热板的成形物朝向安装于上盘的热板上升而在热板间加压的冲压装置及冲压装置的控制方法。
背景技术
对于利用加压缸筒使热板及载置于热板的成形物朝向安装于上盘的热板上升而在热板之间加压的冲压装置而言,具有利用一个泵进行冲压时的加压控制的方式和利用多个泵进行冲压时的加压控制的方式。作为利用多个泵进行冲压时的加压控制的方式,已知专利文献1记载的方式和专利文献2记载的方式。
专利文献1记载了,在使可动盘上升时,使大容量泵和小容量泵驱动,向加压缸筒送油,当液压成为预定压以上时,停止大容量泵。另外,专利文献2记载了,设置移动用泵和加压用泵,该移动用泵使用以恒定的转速旋转的马达,该加压用泵可以使用逆变器控制吐出量,在加压模式下,停止移动用泵,控制加压用泵的转速。
现有技术文献
专利文献
专利文献1:日本特开2003-200300号公报
专利文献2:日本特开2015-132335号公报
发明内容
发明所要解决的问题
但是,专利文献1、专利文献2的冲压装置均在节能性能及平滑地切换加压开始时的压力上升的成形性能方面不充分。
因此,本发明鉴于上述的问题,目的在于提供能够实现节能性能或成形性能的提高的冲压装置及冲压装置的控制方法。
根据本说明书的记载及附图,可以明了其它的问题和新的特征。
用于解决问题的技术方案
本发明的方案1记载的冲压装置利用加压缸筒使热板及载置于热板的成形物朝向安装于上盘的热板上升,在热板间加压,其特征在于,向加压缸筒供给工作油的泵具备由伺服马达以外的马达驱动的大容量泵和由伺服马达驱动且比上述大容量泵吐出量小的小容量泵。
发明效果
本发明的冲压装置利用加压缸筒使热板及载置于热板的成形物朝向安装于上盘的热板上升,在热板间加压,其中,向加压缸筒供给工作油的泵具备由伺服马达以外的马达驱动的大容量泵和由伺服马达驱动且比上述大容量泵吐出量小的小容量泵,因此能够实现节能性能或成形性能的提高。另外,本发明的冲压装置的控制方法也起到同样的效果。
附图说明
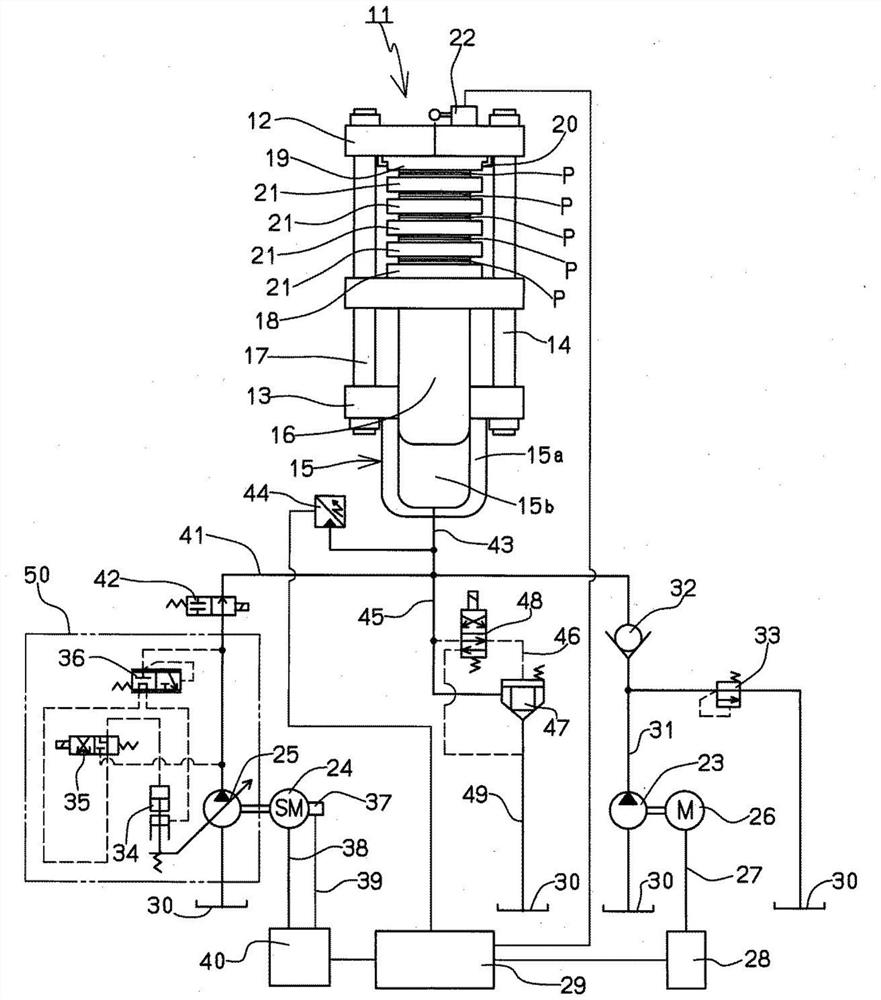
图1是本实施方式的冲压装置的热板下降时的概略图。
图2是本实施方式的冲压装置的加压时的概略图。
图3是本实施方式的冲压装置的控制说明图。
图4是本实施方式的冲压装置的控制流程图。
图中:
11—冲压装置,12—上盘,13—下盘,15—加压缸筒,18、19、22—热板,23—大容量泵,24—伺服马达,25—小容量泵,26—三相马达,29—控制装置,44—压力传感器。
具体实施方式
参照图1及图2,对本发明的实施方式的冲压装置进行说明。本实施方式的冲压装置11是多级的热压,利用加压缸筒15使热板18、21及载置于热板18、21的成形物P朝向安装于上盘的热板19上升,在热板间加压。除了布局于地板上的冲压装置11,冲压装置11还包含控制装置29、真空泵、液压装置、传热介质油加热冷却装置,且与成形物的搬入、搬出装置等一起构成冲压成形系统。
若对冲压装置11的结构进行说明,则冲压装置11的固定地设于上部的上盘12和固定地设于下部的下盘13之间由连接杆14连接。在下盘13的下部安装有加压缸筒15。在加压缸筒15具备相对于缸筒部15a升降的柱塞16,上述柱塞16的前表面固定于可动盘17的背面。另外,在缸筒部15a的内部且柱塞16的后表面侧设有加压油室15b。本实施方式的加压缸筒15为单动缸筒。
在可动盘17的上表面固定地安装有热板18(下热板)。在上侧的上盘12的下表面还安装有热板19(上热板)。在本实施方式中,热板19由固定地安装于上盘12的保持部20保持。因此,热板19相对于上盘12可以极细微地移动。但是,热板19也可以固定于上盘12。在热板18(下热板)与热板19(上热板)之间配置有热板21(中间热板),该热板21载置于未图示的载置台阶部。上述热板21随着安装于可动盘17的热板18的升降而升降。在图1的例子中,中间热板21为四张,但中间热板21的数量没有限定,也可以不具备中间热板21。热板18、19、21为加压面分别平滑地形成的矩形的预定板厚的金属板,在内部形成有用于流通传热介质油、蒸气或水等温度控制用介质的通路。另外,热板18、19、21也可以在盘内设置加热器而直接加热。
在上盘12的内部,朝向下方地安装有限位开关22。而且,通过上述限位开关22,能够检测通过加压缸筒15的工作,最上部的成形物M与热板19抵接,且热板19被抬起。此外,限位开关22也可以安装于上盘12的侧面、热板19的侧面,检测中间热板21上升到接触位置。另外,在本实施方式中,冲压装置11容纳于可与外界划分开的腔室(未图示)中,在上述腔室连接有真空装置的真空泵(未图示)。但是,冲压装置11也可以不具备腔室,而是在大气下被加压。
接着,对包含泵的液压回路进行说明。向冲压装置11的加压缸筒15供给工作用的泵具备由伺服马达以外的马达驱动的大容量泵23和由伺服马达24驱动,且比上述大容量泵23吐出量小的小容量泵25。
更具体而言,大容量泵23为由三相马达26(交流三相感应马达)旋转驱动的固定容量型泵。在本实施方式中,大容量泵23的种类使用了齿轮泵,但也可以使用螺杆泵、叶片泵等偏芯泵、固定容量型的活塞泵等。另外,大容量泵23所使用的马达除了三相马达26,也可以为其它交流感应马达、交流同步马达、包括无刷马达的直流马达。上述大容量泵23的泵与马达的组合主要重视单位时间的吐出量和成本来选定,不要求高压应对性能。
大容量泵23的三相马达26经由电力线27及马达驱动单元28连接于控制装置29。另外,大容量泵23与容器30连接,并且连接有吐出侧的管路31。在管路31设置有止回阀32,在从大容量泵23与止回阀32之间分支出的管路设置有安全阀33。
小容量泵25为由伺服马达24旋转驱动的可变容量型泵。在本实施方式中,小容量泵25的种类使用轴向活塞泵,但也可以使用径向活塞泵等其它的可变容量型泵。轴向活塞泵系统50具备小容量泵25为公知常识,但还具备斜板驱动部34、用于切换斜板驱动部34的电磁切换阀35以及压力控制阀36。此外,在将轴向活塞泵系统仅设为压力补偿型的情况下,也可以不设置电磁切换阀35,而仅设置压力补偿型的压力控制阀36。此外,在本实施方式中,不限定于此,作为一例,期望小容量泵25的最大吐出量为大容量泵的固定吐出量的5%至30%。但是,小容量泵25需要具有最高压力(额定压力)为8MPa以上的高压应对性能。
小容量泵25的伺服马达24具备旋转编码器37,经由电力线38及信号线39连接于伺服放大器40,伺服放大器40连接于控制装置29。小容量泵25与容器30连接,并且连接有吐出侧的管路41。在管路41设有电磁开闭阀42。此外,也可以在管路41的任意部分或轴向活塞泵内设置压力传感器。
小容量泵25侧的管路41的延长部分与大容量泵23侧的管路31的延长部分合流,成为向加压缸筒15供给工作油的管路43。在管路43设有压力传感器44,能够检测加压缸筒15的压力。进一步地,从管路43分支出排泄用的管路45。在管路45经由操纵管46设有用于开闭插装阀47的电磁阀48。插装阀47的一方与管路45连接,另一方经由管路49与容器30连接。对本实施方式的冲压装置11的液压回路的概要进行了说明,但液压回路不限定于此,也可以为具备同样功能的不同的回路。另外,本实施方式的液压回路也可以为向多个冲压装置11供给工作油的回路、向其它输送装置供给工作油的回路。
接着,参照图3的冲压装置的控制说明图及图4的控制流程图,对冲压装置11的控制方法进行说明。首先,在将成形物P载置于热板18、21后进行的热板上升控制时,根据来自控制装置29的信号驱动大容量泵23的三相马达26和小容量泵25的伺服马达24双方的泵(s1)。此时,作为小容量泵25的轴向活塞泵被驱动,以控制电磁切换阀35及斜板驱动部34,使泵每转一圈的吐出量成为最大吐出量。另外,控制伺服马达24的转速,以成为最高转速。通过这些泵23、25的工作,向加压缸筒15的加压油室15b迅速地供给工作油,柱塞16上升。另外,热板18和成形物P随着柱塞16的上升而上升,进一步地,中间的热板21和载置于其上的成形物P也依次被上推。
然后,当最上位的中间的热板21和载置于其上的成形物P抵接于保持于上盘12的热板19,并进一步上推热板19时,被限位开关22检测到(s2)。于是,热板上升控制结束,进入升压控制。在升压控制中,通过从控制装置29发送的信号,使三相马达26停止,停止从大容量泵23向加压缸筒15的工作油的供给(s3)。另外,同时通过从控制装置29发送的信号使电磁切换阀35工作,且斜板驱动部34也工作,由此使轴向活塞泵的斜板的角度从大倾转角变更成小倾转角,轴向活塞泵每转一圈的工作油的吐出量切换成最小量,以成为需要压力(预定的设定压力)的方式进行吐出(s4)。但是,伺服马达24的转速保持最高转速进行驱动。
由此,最上位的中间的热板21和载置于其上的成形物P抵接于由上盘保持的热板19后开始的升压控制时的工作油的供给量被限制,因此能够消除或抑制加压开始时使加压缸筒15迅速升压而导致的冲击。此外,大容量泵23的三相马达26的停止除了成形物P和热板19抵接时以外,也可以在刚要抵接、抵接后通过计时器计时预定时间时、抵接后通过压力传感器44等检测到加压缸筒上升到预定压力时停止。利用传感器检测成形物P和热板19刚要抵接的状态,将大容量泵23停止,仅通过小容量泵25的工作进行成形物P与热板19的抵接,由此能够减轻对成形物P的抵接时的冲击。这可以每当载置于热板18、21的成形物P与上方的热板21、19刚要抵接时进行,也可以仅在最上位的中间的热板21的成形物P与安装于上盘12的热板19刚要抵接时进行。
接着,如图3所示地,当由压力传感器44检测的加压缸筒15的压力到达预定的设定压力时(s5),从升压控制进入到加压保持控制。加压保持控制为用于将加压缸筒15的压力保持为设定压力的控制,进行利用伺服马达24使小容量泵25工作的闭环控制。仅使用小容量泵25补充从加压缸筒15及液压回路泄漏的量的工作油。更具体而言,从控制装置29经由伺服放大器40在可驱动小容量泵25的范围内向伺服马达24输送极低速转速的指令信号(s6)。
图3中,该部分由虚线和箭头表示。此外,此时从控制装置29向伺服马达24输送的极低速转速的指令值可以为小容量泵25的可驱动的最低转速的指令值,也可以为最低预定的极低速转速的指令值。或者,也可以包含加压保持控制时停止伺服马达24的驱动使小容量泵25停止的区间。进一步地,也可以在将轴向活塞泵的吐出量设为零的状态下使伺服马达24的旋转继续。此外,在加压补正控制时检测压力的压力传感器也可以配置于加压缸筒15、小容量泵25、或加压缸筒15至小容量泵25之间的管路41的任一个。
然后,在小容量泵25的每转一圈的吐出量切换到最小量的基础上,小容量泵25的转速也变更到极低速转速,由此通过使从加压缸筒15或液压回路的泄漏量超过从小容量泵25向加压缸筒15输送的工作油的供给量,使由压力传感器44检测的工作油的压力(加压缸筒15的压力)下降。或者,通过使驱动小容量泵25的伺服马达24停止一定时间,使由压力传感器44检测的工作油的压力下降。然后,当检测到由上述压力传感器44检测的工作油的压力到达了设定为比设定压力稍微靠下侧的设定压力下限值时(s7),从控制装置29经由伺服放大器40向伺服马达24发送预定的升压用的泄漏量填补转速的指令信号,将伺服马达24的转速变更并增速(s8)。或者,在加压保持控制时停止伺服马达24的驱动并停止小容量泵25的情况下,使伺服马达24的驱动重新开始。
此时的泄漏量填补转速设定为在小容量泵25的最大转速与最小转速之间比中间靠低速侧的转速。由此,通过使从小容量泵25向加压缸筒15的工作油的供给量超过工作油从加压缸筒15或液压回路的泄漏量,使由压力传感器44检测的工作油的压力朝向设定压力上升。图3中该部分由实线和箭头表示。这些加压保持控制在加压保持控制的期间持续地进行(s9)。即,在(s9)中未图示的计时器未计时到结束时间的期间,返回到(s5),反复控制。此外,图3的例失真地进行了记载,在实际的控制中,设定压力与设定压力下限值的差极小。另外,泵增速次数也根据冲压装置11的成形时间、加压压力而变化,因此并非相同的。另外,这些加压保持控制期间的热板18、19、21的温度控制与现有的冲压装置同样地通过闭环控制进行升温或降温。
另外,图3及图4的实施方式中记载了加压保持控制控制为一个设定压力的例子,但在一循环的冲压控制工序中,也可以通过两阶段或三阶段以上的设定压力的加压保持控制进行压力控制。此时,从较低的一方的设定压力向较高的一方的设定压力升压时,将小容量泵25的伺服马达24的转速设为最高转速,并保持泵每转一圈的吐出量为低吐出量的状态进行升压。另外,在从较高的一方的设定压力向较低的一方的设定压力降压时,对小容量泵25的伺服马达24进行反转控制,使工作油从加压缸筒15的加压油室15b返回到容器30,由此进行降压。
进一步地,在图3及图4的实施方式中,加压保持控制的小容量泵25的吐出量的控制进行从大容量吐出量向最小吐出量的2值控制,但除此以外,也可以通过多个吐出量进行控制。特别是,在将轴向活塞泵用于压力补偿型的情况下,检测从加压缸筒15、小容量泵25吐出的管路41的工作油的压力,根据压力控制斜板驱动部34,控制轴向活塞泵的斜板的角度,由此能够无级变更吐出量。
然后,当由未图示的计时器检测到经过了预先设定的加压保持控制的时间时(s9),进入降压控制(s10)。在降压控制中,通过闭环控制对小容量泵25的伺服马达24进行反转控制,将加压缸筒15的加压油室15b的工作油返回容器30。由此,能够消除加压缸筒15的降压时的冲击。然后,当降压控制完成时,使电磁阀48工作,通过先导压将插装阀47打开,将大量的工作油从排泄回路的管路45、49朝向容器30高速返回(s11)。通过该热板下降控制,各热板18、21及柱塞16迅速下降。然后,当各热板18、21到达图1所示的最下方的位置时,在冲压装置11位于真空腔室内的情况下,在将真空腔室内恢复到大气压后,打开门,取出成形物P。
此外,在图3及图4的实施方式中,在热板上升控制时,小容量泵25的轴向活塞泵每转一圈的吐出量最大。但是,热板上升控制时的小容量泵25的活塞泵的每转一圈的吐出量也可以设为最小或不是最大的吐出量来使用。通过不变更小容量泵25的吐出量,能够使包含小容量泵25的活塞泵系统成本低,或者能够容易控制。
另外,对小容量泵25使用了齿轮泵等固定容量型泵的情况进行说明。在小容量泵25为固定容量型泵的情况下,使用相对于泵每转一圈的吐出量,输出大的伺服马达24,作为一例,使用最高压力(额定压力)为8MPa以上的高压应对的泵。由此,能够良好地进行升压控制时、加压保持控制时的基于闭环控制进行的压力控制。通过将小容量泵25设为固定容量型泵,虽然不能一概而论,但大多情况下能够使用低价的泵。
本发明的冲压装置11不限定于此,可用于较大型的冲压装置。作为一例,可用于载置成形物P的热板18、21(下部的热板和中间的热板)的张数为五张以上的冲压装置。另外,关于冲压装置11的加压时间,在进行一定时间以上(不限定于此,作为一例,为20分钟至24小时)加压成形的情况下是有效的。相反地,加压时间非常短的冲压装置并非不能采用本发明,但是不推荐。
而且,根据本发明,不会如现有的仅配置一台由三相马达旋转驱动的固定容量型泵或可变容量型泵的冲压装置那样在加压保持控制时将从泵输出来的工作油从安全阀返回到容器,因此可以抑制工作油的升温。其结果,大多情况下也可以不设置冷却工作油的油冷却器。另外,可以抑制工作油的劣化。
另外,本发明没有一一列举,但不限定于上述的本实施方式、其它的变化,不言而喻,本领域技术人员根据本发明的主旨做出变更、将本实施方式及变化的各记载组合也属于本发明。冲压装置11冲压成形的成形物除了各种电路基板,也可以为半导体、预浸料、树脂板、纤维树脂板、木材合板、陶瓷这样的成形物,没有限定。