一种用于纸杯自动生产的杯筒定型机构
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及一种用于纸杯自动生产机构,具体为一种用于纸杯自动生产的杯筒定型机构,属于纸杯生产定型技术领域。
背景技术
纸杯机是用于生产用化学木浆制成的原纸进行机械加工、粘合所做得纸容器的一种设备,其价格低廉能适应大部分消费者需求,使用后有利于环境保护,是公共场所、饭店、餐厅的理想饮具,杯机在生产纸杯时一般通过压合与黏合两种方式进行纸杯接口的连接。
压合与黏合是指在模具表面绕合纸板,再通过压力或者胶水使纸板两端重合部分相互之间进行连接固定,形成连续封闭的锥形杯筒,现有技术在一圈设置的锥形模具表面卷绕纸板形成杯筒,但是这种成型方式容易因为震动、脱落、机模异位等多种原因造成纸筒成型不符合标准规格,最后压模时造成产品表面高低不平,也造成成品规格不一,难以整理收纳和废品率大等问题,一方面影响产品的整体美观,另一方面增加了产品的生产成本,所以本领域技术人员提出一种用于纸杯自动生产的杯筒定型机构,来解决上述提出的问题。
发明内容
本发明的目的就在于为了解决上述问题而提供一种用于纸杯自动生产的杯筒定型机构,通过对现有技术中成型组件的细微调整,结合增设的压制组件,来实现精准生产同规格纸杯的目的,并解决现有技术中纸杯杯筒定型中所存在的问题。
本发明通过以下技术方案来实现上述目的,一种用于纸杯自动生产的杯筒定型机构,包括成型组件、压制组件、和顶模,其特征在于:所述成型组件固定连接在机架的上表面,所述成型组件的上方固定设置有压制组件,所述成型组件的下方固定设置有顶模。
优选的,所述成型组件包括输送带、成型滚模、推纸转轴和杯托,所述输送带固定设置在机架的上表面,所述输送带的上方固定设置有成型滚模,机架侧面且位于输送带的一端轴承连接有推纸转轴,所述推纸转轴的侧面固定连接有杯托。
优选的,所述压制组件包括固定杆、压制杆、复位弹簧和周期凸轮,所述固定杆固定设置在成型组件的上方,所述固定杆的侧面贯穿设置有压制杆,所述压制杆的侧面设置有复位弹簧,所述压制杆远离成型组件的一端设置有周期凸轮。
优选的,所述输送带的内侧啮合设置有驱动轴,所述驱动轴的两端贯穿机架并与机架轴承连接,所述驱动轴的一端贯穿机架并固定连接有驱动电机。
优选的,所述输送带的一侧固定设置有卷纸轮,所述卷纸轮的侧面固定连接有三角块,所述输送带的侧面设置有与三角块相适配的推纸豁口,所述卷纸轮固定连接有第一转轴,所述第一转轴与机架轴承连接。
优选的,所述成型滚模的内侧设置有杯模,杯模的内侧设置有粘贴胶水涂抹条,所述杯托的上表面贯穿设置有与杯筒相适配的限位槽,机架的侧面且位于杯托上方固定设置有引导管路。
优选的,所述固定杆与机架固定连接,所述固定杆靠近成型组件的一侧固定连接有压制缓冲套筒,所述压制杆贯穿压制缓冲套筒并与压制缓冲套筒滑动连接,所述压制杆的侧面固定连接有第一限位块,所述压制缓冲套筒两端的内壁固定连接有与第一限位块相适配的限位环。
优选的,所述复位弹簧固定设置在压制缓冲套筒的内侧,且所述复位弹簧与第一限位块相适配,所述压制杆靠近杯托的一端固定连接有压模。
优选的,所述顶模固定设置在限位槽的正下方,所述顶模的下表面固定连接有顶杆,所述顶杆远离成型组件的一侧滑动套接有与顶杆相适配的固定套筒,所述顶杆的侧面固定设置有第二限位块,且所述顶杆的侧面固定套接有复位弹簧。
本发明的有益效果是:
1、在用于输送纸板的输送带一侧设置卷纸轮,通过卷纸轮的周期性转动而推动纸板进入成型滚模,使得纸板在成型滚模中进行杯筒定型卷绕,并且通过成型滚模中设置的粘贴胶水涂抹条对纸板重合处进行黏合胶水的涂抹和压合操作,将平面纸板制成锥形杯筒,相较于现有技术来说,设置在卷纸轮侧面的三角块配合输送带侧面的推纸豁口使用,可以保证杯筒成型的准确性,同时设置的成型滚模与杯模有利于对成型杯筒的限位,在杯筒卷绕成型操作时保证杯筒底部对齐黏合,而使得在后面对杯筒进行压模操作时只需要单向进行压模操作。
2、在本装置中分别设置有推纸转轴、周期凸轮与驱动轴等传动轴,而通过转速不同的传动轴方便对各组件周期的调节,方便保证本装置中各组件在运行过程中的配合使用,也间接保障了杯筒制作时对于杯筒成型压制的精准,成型组件中设置的转轴与杯托,通过装走带动杯托做轴向转动达到循环,而自输送带上下来的杯筒逐个进入杯托上开设的限位槽中,方便在杯托不同位置对杯筒继续进行压制与顶模等操作,并在相对小范围内形成一个纸杯加工的循环流水线。
3、压制组件设置在杯托上方,通过周期凸轮的转动顶动压制杆往复运动,并通过固定设置在压制杆底端的压模对成型组件下线的杯筒进行统一压制,修正因为粘合位置、模型大小,切除区别等多种因素造成的杯筒差异,将杯筒多余部分下压形成封口,一方面修正各杯筒的差异,另一方面可以在杯口形成防水卷口,使得纸杯不易因为盛装液体浸润导致软化损坏。
4、在压制组件中设置有限位块与限位环配合,并在限位块与限位环之间套接复位弹簧,在周期凸轮周期性转动过程中能根据周期凸轮的位置自发进行复位,从而不会影响其他部件的运行,也方便杯托的转动循环,并不影响相邻限位槽中的杯筒设置。
附图说明
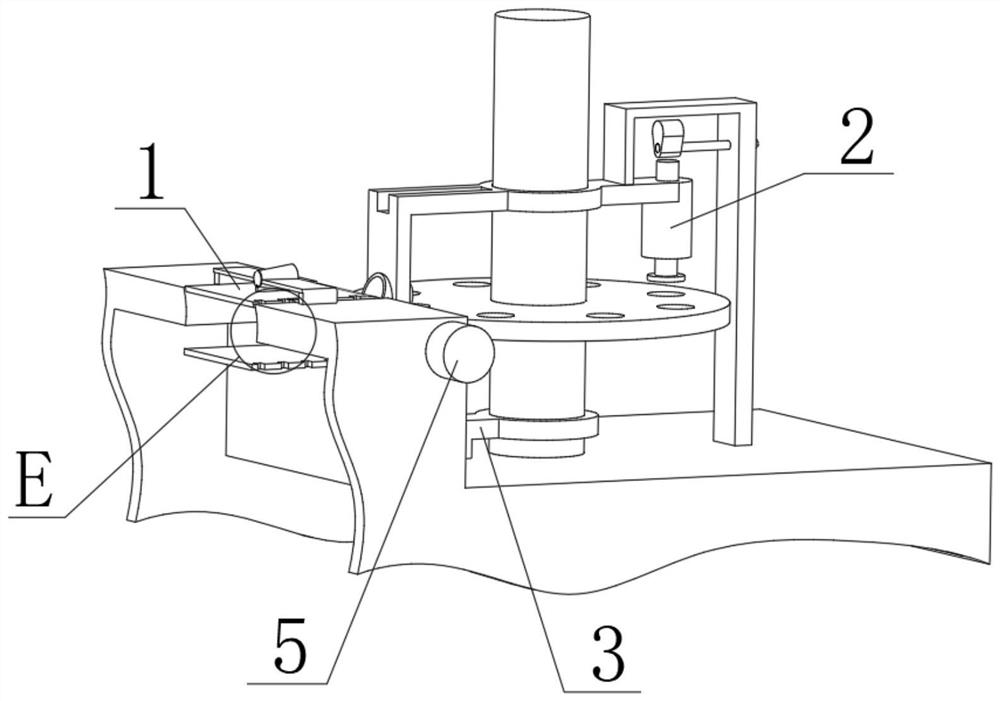
图1为本发明整体结构示意图;
图2为本发明成型组件结构示意图;
图3为本发明图2中A处结构放大图;
图4为本发明压制组件结构示意图;
图5为本发明图4中B处结构放大图;
图6为本发明图4中C处结构放大图;
图7为本发明图4中D处结构放大图;
图8为本发明图1中E处结构放大图;
图9为本发明整体结构剖视图;
图10为本发明图9中F处结构放大图。
图中:1、成型组件;101、输送带;102、卷纸轮;103、成型滚模;104、推纸转轴;105、杯托;2、压制组件;201、固定杆;202、压制缓冲套筒;203、压制杆;204、复位弹簧;205、第一限位块;206、周期凸轮;3、顶模;4、驱动轴;5、驱动电机;6、三角块;7、推纸豁口;8、第一转轴;9、引导管路;10、限位环;11、压模;12、顶杆;13、第二限位块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明实施例公开一种用于纸杯自动生产的杯筒定型机构:
根据附图1所示,包括成型组件1、压制组件2和顶模3,成型组件1的正上方固定设置有压制组件2,成型组件1的正下方固定设置有顶模3。
成型组件1主要作用是将扇形纸板卷绕成圆锥体的杯筒,经过成型组件1成型的锥形杯筒因成型过程中的机体震动、纸板脱落、机模异位等多种原因造成各杯筒之间有略微区别,如果将此工序后的杯筒直接制成成品,各个成品之间将存在略微差异,也造成成品外观差异与收纳不整齐等问题,所以在此工序后设置有压制组件2。
压制组件2将自成型组件1下来的杯筒进行上下端的加工,将杯筒成型为外观一致,大小相同的杯筒整体,再通过顶模3将成品顶出装置进行收纳。
结合图2-3所示,成型组件1包括输送带101、成型滚模103、推纸转轴104和杯托105,输送带101固定设置在机架的上表面,输送带101用于运输扇形纸板,并且将扇形纸板成型的圆锥杯筒转移到杯托105上进行周期性旋转。
输送带101的上方固定设置有成型滚模103,成型滚模103内设置有杯模,并且成型滚模103靠近输送带101的一侧设置有挡板,用于阻挡扇形纸板,防止扇形纸板与成型滚模103异位。
机架侧面且位于输送带101的一端轴承连接有推纸转轴104,通过推纸转轴104将扇形纸板推进成型滚模103中,由于有挡板的作用,扇形纸板在接触挡板后直接进入成型滚模103中,成型滚模103靠近输送带101的一侧设置有推槽,输送带101的上表面设置有与推槽相适配的推块,推块将成型滚模103中已成型的杯筒推出,推纸转轴104的侧面固定连接有杯托105,成型后的杯筒自输送带101上下来进入到杯托105上。
输送带101的一侧固定设置有卷纸轮102,卷纸轮102的侧面固定连接有三角块6,卷纸轮102固定连接有第一转轴8,第一转轴8与机架轴承连接,第一转轴8与驱动件连接,通过驱动件使卷纸轮102可以转动,而设置在卷纸轮102侧面的三角块6与输送带101之间形成稳定的周期关系,使卷纸轮102的侧面的每一个三角块6恰好对应输送带101上的扇形纸板。
结合图1和图4所示,输送带101的内侧啮合设置有驱动轴4,驱动轴4的两端贯穿机架并与机架轴承连接,驱动轴4的一端贯穿机架并固定连接有驱动电机5,通过驱动电机5的动力驱动驱动轴4,并传导到输送带101上驱动输送带101周期性转动。
结合图4-6所示,压制组件2包括固定杆201、压制杆203、复位弹簧204和周期凸轮206,固定杆201固定设置在成型组件1的上方,固定杆201的一端与机架固定连接,且固定杆201在与推纸转轴104交错处设置有转筒,转筒与推纸转轴104轴承连接,保证固定杆201的稳定性。
固定杆201的侧面贯穿设置有压制杆203,压制杆203的侧面设置有复位弹簧204,压制杆203远离成型组件1的一端设置有周期凸轮206,在周期凸轮206的一个周期内,周期凸轮206由远离压制杆203到靠近压制杆203逐渐转变,在此过程中压制杆203被周期凸轮206抵紧并按压,并压迫其侧面的复位弹簧204发生形变,压制杆203远离周期凸轮206的一端伸出压制缓冲套筒202并靠近杯托105,对杯托105上的杯筒进行压制。
固定杆201与机架固定连接,固定杆201靠近成型组件1的一侧固定连接有压制缓冲套筒202,压制杆203贯穿压制缓冲套筒202并与压制缓冲套筒202滑动连接,压制杆203的侧面固定连接有第一限位块205,压制缓冲套筒202两端的内壁固定连接有与第一限位块205相适配的限位环10,压制缓冲套筒202的两端分别固定连接有与第一限位块205相适配的限位环10,将压制杆203与复位弹簧204限制在压制缓冲套筒202内周期性运动。
周期凸轮206转动一个周期恰好对应杯托105上的一个杯筒,在杯托105转动中对所有杯筒进行压制。
复位弹簧204固定设置在压制缓冲套筒202的内侧,且复位弹簧204与第一限位块205相适配,使得复位弹簧204可以作用在压制杆203上,将压制杆203复位到没有周期凸轮206作用的状态下,压制杆203靠近杯托105的一端固定连接有压模11,压模11根据纸杯的尺寸设定,在此设置为与压制杆203底端螺纹连接的方式,可以进行维修更换。
结合图7-8所示,输送带101的侧面设置有与三角块6相适配的推纸豁口7,成型滚模103的内侧设置有杯模,杯模的内侧设置有粘贴胶水涂抹条,杯托105的上表面贯穿设置有与杯筒相适配的限位槽,机架的侧面且位于杯托105上方固定设置有引导管路9。
结合图9-10所示,顶模3固定设置在限位槽的正下方,顶模3的下表面固定连接有顶杆12,顶杆12远离成型组件1的一侧滑动套接有与顶杆12相适配的固定套筒,顶杆12的侧面固定设置有第二限位块13,且顶杆12的侧面固定套接有复位弹簧204。
实施例1:一种用于纸杯自动生产的杯筒定型机构,包括成型组件1、压制组件2、和顶模3,成型组件1固定连接在机架的上表面,成型组件1的上方固定设置有压制组件2,成型组件1的下方固定设置有顶模3。
成型组件1包括输送带101、成型滚模103、推纸转轴104和杯托105,输送带101固定设置在机架的上表面,输送带101的上方固定设置有成型滚模103,机架侧面且位于输送带101的一端轴承连接有推纸转轴104,推纸转轴104的侧面固定连接有杯托105。
输送带101的一侧固定设置有卷纸轮102,卷纸轮102的侧面固定连接有三角块6,输送带101的侧面设置有与三角块6相适配的推纸豁口7,卷纸轮102固定连接有第一转轴8,第一转轴8与机架轴承连接。
成型滚模103的内侧设置有杯模,杯模的内侧设置有粘贴胶水涂抹条,杯托105的上表面贯穿设置有与杯筒相适配的限位槽,机架的侧面且位于杯托105上方固定设置有引导管路9。
在本实施例中,在用于输送纸板的输送带101一侧设置卷纸轮102,通过卷纸轮102的周期性转动而推动纸板进入成型滚模103,使得纸板在成型滚模103中进行杯筒定型卷绕,并且通过成型滚模103中设置的粘贴胶水涂抹条对纸板重合处进行黏合胶水的涂抹和压合操作,将平面纸板制成锥形杯筒,相较于现有技术来说,设置在卷纸轮102侧面的三角块6配合输送带101侧面的推纸豁口7使用,可以保证杯筒成型的准确性,同时设置的成型滚模103与杯模有利于对成型杯筒的限位,在杯筒卷绕成型操作时保证杯筒底部对齐黏合,而使得在后面对杯筒进行压模11操作时只需要单向进行压模11操作。
在本装置中分别设置有推纸转轴104、周期凸轮206与驱动轴4等传动轴,而通过转速不同的传动轴方便对各组件周期的调节,方便保证本装置中各组件在运行过程中的配合使用,也间接保障了杯筒制作时对于杯筒成型压制的精准,成型组件中设置的转轴与杯托105,通过转轴带动杯托105做轴向转动达到循环,而自输送带101上下来的杯筒逐个进入杯托105上开设的限位槽中,方便在杯托105不同位置对杯筒继续进行压制与顶模3等操作,并在相对小范围内形成一个纸杯加工的循环流水线。
实施例2:一种用于纸杯自动生产的杯筒定型机构,包括成型组件1、压制组件2、和顶模3,成型组件1固定连接在机架的上表面,成型组件1的上方固定设置有压制组件2,成型组件1的下方固定设置有顶模3。
压制组件2包括固定杆201、压制杆203、复位弹簧204和周期凸轮206,固定杆201固定设置在成型组件1的上方,固定杆201的侧面贯穿设置有压制杆203,压制杆203的侧面设置有复位弹簧204,压制杆203远离成型组件1的一端设置有周期凸轮206。
固定杆201与机架固定连接,固定杆201靠近成型组件1的一侧固定连接有压制缓冲套筒202,压制杆203贯穿压制缓冲套筒202并与压制缓冲套筒202滑动连接,压制杆203的侧面固定连接有第一限位块205,压制缓冲套筒202两端的内壁固定连接有与第一限位块205相适配的限位环10。
复位弹簧204固定设置在压制缓冲套筒202的内侧,且复位弹簧204与第一限位块205相适配,压制杆203靠近杯托105的一端固定连接有压模11。
顶模3固定设置在限位槽的正下方,顶模3的下表面固定连接有顶杆12,顶杆12远离成型组件1的一侧滑动套接有与顶杆12相适配的固定套筒,顶杆12的侧面固定设置有第二限位块13,且顶杆12的侧面固定套接有复位弹簧204。
本实施例中,压制组件2设置在杯托105上方,通过周期凸轮206的转动顶动压制杆203往复运动,并通过固定设置在压制杆203底端的压模11对成型组件1下线的杯筒进行统一压制,修正因为粘合位置、模型大小,切除区别等多种因素造成的杯筒差异,将杯筒多余部分下压形成封口,一方面修正各杯筒的差异,另一方面可以在杯口形成防水卷口,使得纸杯不易因为盛装液体浸润导致软化损坏。
在压制组件2中设置有第一限位块205与限位环10配合,并在第一限位块205与限位环10之间套接复位弹簧204,在周期凸轮206周期性转动过程中能根据周期凸轮206的位置自发进行复位,从而不会影响其他部件的运行,也方便杯托105的转动循环,并不影响相邻限位槽中的杯筒设置。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。