制备粉末床沉积的增材制造平台上表面的方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明属于基于粉末的增材制造领域,通过借助于一个或多个能量源或热源(例如激光束和/或电子束和/或二极管)将该粉末的颗粒熔化。
更具体地,本发明属于粉末床沉积的增材制造的领域,力图制备在粉末床沉积的增材制造设备内部支撑各个增材制造粉末层的构造平台。
背景技术
还更具体地,本发明旨在改善在增材制造构造平台上沉积的第一层粉末的品质。实际上,在粉末床沉积的增材制造的情况下,在构造平台上沉积的第一层粉末的品质对于确保待制造的物件与该构造平台之间的良好冶金结合至关重要。
第一层粉末的品质应理解为该第一层粉末在构造平台上表面上的分布品质。更详细地,目的是获得在增材制造构件平台的整个上表面上均匀分布的第一层粉末,也就是说,在增材制造构造平台的上表面的所有点处提供粉末厚度基本恒定的第一层粉末。
各种参数可以影响该第一层粉末的品质:粉末的粒径、粉末的化学成分、粉末的湿度、用于散布粉末的装置类型(例如刮刀或辊)、构造平台上表面的表面光洁度等。
众所周知,为了在构造平台的下表面和上表面之间具有期望的平行度公差,在将增材制造构造平台安装在增材制造设备中之前对其进行机械加工和研磨。
为了获得良好品质的第一层,已知的实践是通过喷砂或通过机械加工(例如,铣削)来降低构造平台上表面的表面状况,以增加构造平台上表面的粗糙度。以这种方式产生的粗糙度使得可以将粉末颗粒保留在增材制造构造平台的上表面上,从而促进第一层粉末在构造平台上的粘附并由此获得第一均匀分布的粉末层。
现有技术的这两种方法的缺点是需要喷砂或机械加工的机器,以及使用这些机器所必需的耗材。
因此,本发明提供了一种制备粉末床沉积的增材制造的构造平台的方法,该方法不需要喷砂或机械加工的机器或耗材来增加构造平台的上表面的粗糙度。
发明内容
为此,本发明涉及一种制备用于粉末床沉积的增材制造的构造平台上表面的方法,该方法包括至少一个步骤,所述步骤通过在区域上压印图案来增加构造平台上表面的至少一个区域的粗糙度。
更特别地,该制备方法提供了图案的压印在用于粉末床沉积的增材制造的设备内部完成,其中构造平台随后用于粉末床沉积的增材制造,图案的压印在将一层粉末散布在构造平台上之前完成。
有利地,该制备方法提供了使用相同的能量源或热源将图案压印在构造平台上表面上,该能量源或热源随后用于选择性熔化粉末,该源优选地为发出至少一种激光束的源。
根据本发明的制备方法还提供了:
-图案在构造平台上表面上方凸起,
-图案包括至少一组多根并列的线条,
-这些线条是直的、平行的、并且彼此规则地间隔开,
-两根相邻线条之间的间距在1毫米至5毫米之间,
-图案包括第一组并列的线条和第二组并列的线条,第一组的至少一根线条与第二组的至少一根线条相交,
-第一组的线条是直的,平行的且规则地隔开,第二组的线条是直的,平行的且规则地隔开,第一组的线条与第二组的线条相交,使得图案形成网格的形式,
-第一组的线条垂直于第二组的线条,
-线条是连续的,
-用于粉末床沉积的增材制造的设备包括至少一个粉末散布装置,该粉末散布装置在构造平台上沿纵向方向移动,图案的多根线条平行于不垂直于纵向方向的横向方向延伸,
-图案的多根线条平行于横向方向延伸,所述横向方向相对于纵向方向的顺时针或逆时针倾斜角在二十五度至六十五度之间,
-图案的第一组线条的线条平行于第一横向方向延伸,所述第一横向方向相对于纵向方向沿顺时针方向倾斜四十五度,图案的第二组线条的线条平行于第二横向方向延伸,所述第二横向方向相对于纵向方向沿逆时针方向倾斜四十五度,
-该图案包括多个并列的基本单元,每个基本单元具有至少部分闭合的轮廓,
-每个基本单元的轮廓在其长度的至少50%上是闭合的,
-每个基本单元的轮廓在其整个长度上都是闭合的,
-每个基本单元的表面积在4mm
-在增材制造构造平台的所有表面上压印图案。
本发明还涉及一种用于粉末床沉积的增材制造工艺,该工艺包括制备构造平台的步骤,该步骤是根据该制备方法进行的。
附图说明
在下面的描述中,本发明的其他特征和优点将变得显而易见。通过非限制性示例参考附图给出该描述,其中:
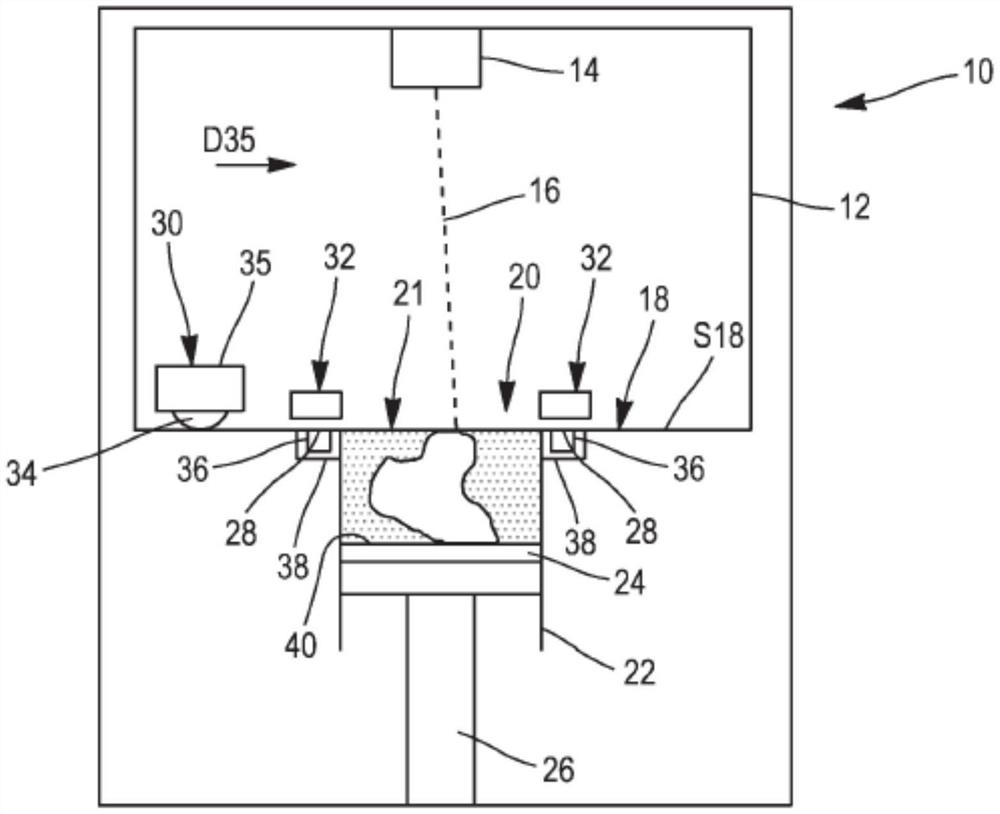
-图1是根据本发明的增材制造设备的示意性正面图,
-图2是根据本发明的方法压印至构造平台中的图案的截面图,
-图3是根据本发明的方法制备的具有开放式图案的增材制造构造平台的俯视图,
-图4是根据本发明的方法制备的具有闭合式图案的增材制造构造平台的俯视图,
-图5是具有三角形闭合基本单元的图案的细节图,
-图6是由锯齿状线条和部分闭合的基本单元构成的图案的细节图,
-图7是由正弦线条和部分闭合的基本单元构成的图案的细节图,以及,
-图8是由椭圆形的闭合基本单元构成的图案的细节图。
具体实施方式
本发明涉及一种制备在增材制造设备中使用的构造平台的方法,所述增材制造设备用于实施粉末床沉积的增材制造工艺。
粉末床沉积的增材制造是一种增材制造工艺,其中通过选择性熔化增材制造粉末的各个相互叠加层来制造一个或多个物件。将第一层粉末沉积在诸如平台的支撑体上,然后使用一个或多个能量源或热源沿着所制造的一个或多个物件的第一水平截面选择性烧结或熔化。接下来,将第二层粉末沉积在刚被熔化或烧结的第一层粉末上,然后依次将第二层粉末选择性烧结或熔化,依此类推,直到所制造的一个或多个物件的最后水平截面的制造中使用的最后层粉末。
图1示出了增材制造设备10,该增材制造设备10使得能够通过沉积粉末床来实施物件的增材制造。该增材制造设备10包括构造室12和至少一个热源或能量源14,所述热源或能量源14经由一个或多个束16选择性熔化(熔融)沉积在构造室12内部的增材制造粉末层。
一个或多个热源或能量源14可以采用能够产生一个或多个电子束和/或一个或多个激光束的源的形式。这些源例如为一个或多个电子枪和/或一个或多个能够发射激光束的源。为了允许选择性熔融并因此允许一个或多个能量束或热量束16移动,每个源14包括用于移动和控制一个或多个束16的装置。
构造室12是密闭室。该构造室12的一个壁可以包括窗口,使得可以观察室内的制造进度。该构造室12的至少一个壁包括开口,从而允许进入室内部以进行维护或清洁操作,在制造周期期间,该开口可以再次被门密封关闭。在制造周期期间,构造室12可以填充有惰性气体(例如氮气),以防止增材制造粉末氧化和/或以避免爆炸的危险。为了避免氧气的进入,可以将构造室12保持在轻微的过压下,或者当在室的内部使用电子束烧结或熔融粉末时,可以将构造室12保持在真空下以避免粉末逸出。
在构造室12的内部,增材制造设备10包括:水平工作平面18和至少一个位于工作平面18中的构造区域20。构造区域20由在水平工作平面18中形成的开口21以及构造套筒22和构造平台24限定。套筒22在工作平面18的下方竖直延伸,并经由开口21通向工作平面18。构造平台24在致动器26(例如柱塞)的作用下在构造套筒22内竖直滑动。
为了产生在所制造的一个或多个物件的增材制造中使用的各个粉末层,增材制造设备包括两个移动粉末接收表面28,所述移动粉末接收表面28能够在位于构造室内部的构造区域20的附近移动。增材制造设备还包括将粉末从移动接收表面28向构造区域20散布的粉末散布装置30,和在每个移动接收表面28上设置的粉末分配装置32。
散布装置30采用安装在滑架35上的刮刀和/或一个或多个辊34的形式。该滑架35安装成能够在构造区域20的上方在纵向方向D35上进行平移移动。为了在纵向方向D35上平移驱动,所述滑架35可以是电动的,或者通过位于构造室12内部(或优选外部)的电动机并经由移动传递系统(例如皮带轮和皮带)来使其移动。
移动粉末接收表面28采取滑块36的形式,该滑块36安装成在优选垂直于粉末散布装置30的滑架35移动的纵向方向D35的方向上平移移动。更详细地,滑块36在缩回位置和展开位置之间移动,在缩回位置中该滑块位于粉末散布装置30的轨道的外部,在展开位置中该滑块至少部分地延伸到粉末散布装置30的轨道中。
粉末分配装置32设置在每个滑块36的上方,并由此设置在每个移动接收表面28的上方。
每个滑块36安装成在凹槽38中平移移动,该凹槽38在构造室12的工作平面18中靠近构造区域20设置。每个狭槽38布置成使得由每个滑块形成的移动粉末接收表面28在工作平面18中移动。换言之,当滑块36处于展开位置时,由该滑块形成的接收表面28位于工作平面的上表面S18的延续部分中。
由于安装成能够在构造区域20的附近和在工作平面18中进行平移移动,每个滑块36在构造区域20的附近占据非常少的空间。
由于每个移动接收表面28采用平移移动滑块的形式,因此构造区域20优选地为矩形形状,并且构造平台24优选地为平行六面体。然而,构造区域20以及因此构造平台24也可以采用更适合于所制造的一个或多个物件的形状的其他形状,例如圆形、椭圆形或环形。
为了在构造平台24上产生第一层粉末,粉末分配装置32在移动接收表面28上沉积一行粉末。为此,移动接收表面28在粉末分配装置32的下方移动,并且粉末分配装置32至少在一个分配点(移动粉末接收表面在其下方移动)处输送流量稳定且可控的粉末。然后,粉末散布装置的刮刀和/或一个或多个辊将这行粉末散布在构造平台24上,更确切地,散布在该平台的上表面40上。
本发明涉及一种制备增材制造构造平台24的上表面40的方法,该方法旨在确保第一层粉末在该构造平台上均匀分布。
为此,该制备方法包括至少一个步骤,所述步骤通过在区域上压印图案M来增加构造平台24的上表面40的至少一个区域的粗糙度。
此外,根据本发明的制备方法提供了图案M的压印在用于粉末床沉积的增材制造的设备10内完成,其中构造平台24随后用于粉末床沉积的增材制造。根据本发明,图案M的压印在将一层粉末散布在构造平台24上之前完成。
通过避免使用喷砂或机械加工机器以及耗材,降低了制备构造平台24的成本。另外,通过直接在随后用于粉末床沉积的增材制造工艺的设备中产生图案M,还减少了制备该构造平台24所需的时间。
更详细地,用于粉末床沉积的增材制造的设备10包括至少一个能量源或热源14,所述能量源或热源14用于选择性熔化增材制造粉末层,根据本发明的制备方法提供了将图案M使用随后用于选择性熔化粉末的能量源或热源14压印在构造平台的上表面40上。
更详细地,用于粉末床沉积的增材制造的设备10包括至少一个发射至少一个激光束16的源14,该激光束16用于选择性熔化增材制造粉末层,将图案M通过随后用于选择性熔化粉末的激光束16压印在构造平台24的上表面40上。
随后用于选择性熔化粉末的激光束16的使用确保了产生图案M的良好精度以及产生该图案M的良好重复性。
通过将构造平台安装在设备中,也确保了产生图案M的良好精度和产生该图案M的良好重复性,这意味着构造平台相对于能量源或热源14的定位,并由此相对于能量源或热源14精确地定位构造平台。
为了产生粗糙度,即凸出形状,使得可以将粉末颗粒保留在构造平台的上表面40上,该制备方法使得图案M在构造平台的上表面上方凸起。
图2示出了使用激光束16在构造平台的上表面40上产生图案M。出于可读性的原因,未考虑图案M和构造平台24厚度之间的尺寸比例,因此它们与实际情况不符。更详细地,在束作用在构造平台24上的点处,构造平台的材料被束的能量熔化并推开。这导致在上表面40中通过至少一个突起P(在图2所示的示例中为两个)形成图案M。这些突起由构造平台的材料形成。这些突起P在上表面40的上方凸起,并且它们至少在平行于构造平台24的上表面40的方向上延伸。该突起P或这些突起P可以邻接在构造平台的上表面40中通过激光束的作用而被挖空的通道G。为了给出规模的概念,一个或多个突起P在上表面40的上方凸起几十微米,而构造平台24的厚度为几厘米。这些突起P使得在粉末散布装置30的作用下能够将粉末颗粒保留在平台24的上表面40上。
根据以非常低的激光束功率获得的第一变体,通过推回材料而获得的单个突起P在构造平台24的上表面40上方形成图案M。根据以较高的激光束功率获得的其他变体,通过与通道G邻接的单个突起P或通过位于通道G的任一侧的两个突起P在构造平台24的上表面40上方形成图案M。
如图3所示,图案M包括至少一组多根并列的线条L。出于图3和图4易读性的原因,未考虑图案M的线条L和构造平台24的尺寸(长度和宽度)之间的尺寸比例,因此它们与实际情况不符。
为了减少制备构造平台所需的时间并促进粉末在构造平台24上的均匀分布,线条L优选是直的,平行的并且彼此规则地间隔开。
为了给出规模的概念,并允许粘附具有小于一百微米的粒径的粉末,两根相邻的线条L之间的间距E优选在1毫米至5毫米之间。
如图4所示,并且为了进一步促进粉末在构造平台24上的均匀分布,图案M包括并列线条L1的第一组G1和并列线条L2的第二组G2,第一组的至少一根线条L1与第二组的至少一根线条L2相交。
优选地,第一组G1的线条L1是直的,平行的且规则地隔开,第二组G2的线条L2是直的,平行的且规则地隔开,第一组的线条与第二组的线条相交,使得图案M形成网格的形式。这种网格形成多个基本单元CE,其用于大大促进第一层粉末在构造平台24上的粘附。
仍然为了进一步促进粉末在构造平台24上的均匀分布,第一组G1的线条L1优选垂直于第二组G2的线条L2。
为了减少激光器的工作时间并因此减少制备构造平台24的时间,线条L、L1、L2优选是连续的。
为了确保在粉末散布装置30的作用下,线条L、L1、L2允许很好地保留粉末颗粒,图案M的至少多根线条L平行于不垂直于纵向方向D35的横向方向DT延伸。
优选地,第一组G1的线条L1和第二组G2的线条L2均平行于各自的不垂直于纵向方向D35的横向方向DT1和DT2延伸。
为了确保在粉末散布装置30的作用下,线条L、L1、L2允许最佳地保留粉末颗粒,图案M的至少多根线条L、L1、L2平行于横向方向DT、DT1、DT2延伸,所述横向方向DT、DT1、DT2相对于纵向方向D35的顺时针或逆时针倾斜角α、α1、α2在二十五度至六十五度之间。
在图案M的变体中,其能够允许均匀分布那些难以均匀散布的粉末(由于非常小的粒径,例如小于二十微米,或者由于它们的高湿度),图案M的线条的第一组G1的线条L1平行于第一横向方向DT1延伸,所述第一横向方向DT1相对于纵向方向D35沿顺时针方向倾斜四十五度,图案M的线条的第二组G2的线条L2平行于第二横向方向DT2延伸,所述第二横向方向DT2相对于纵向方向D35沿逆时针方向倾斜四十五度。
为了使基本单元CE倍增,如图5所示,可以增加彼此相交的线条L1、L2、L3的组G1、G2、G3的数量,在所示示例中为三组线条。在该示例中,基本单元CE为三角形。
作为变体,可以使用非直线的线条来产生闭合的或部分闭合的基本单元CE。
图6示出了示例性图案M,其中使用锯齿状线条LC来产生多个部分闭合的基本单元CE。
图7示出了示例性图案M,其中使用正弦线条LS来产生多个部分闭合的基本单元CE。
在另一种变体中,例如图8中所示出的,图案M由可以基本对应于基本单元CE的多个基本图案ME形成。像基本单元CE一样,基本图案ME可以具有闭合的或部分闭合的轮廓。像基本单元CE一样,基本图案ME可以具有不同的形状:椭圆形(图8)、圆形、多边形,特别是平行四边形、菱形、六边形等。
无论是由线条形成还是由基本图案ME形成,图案M都包括多个并列的基本单元CE,并且每个基本单元CE具有至少部分闭合的轮廓C,以便能够有效地在构造平台上保留第一层粉末。
为了确保第一层粉末在构造平台24上的良好粘附,每个基本单元的轮廓C在其长度的至少50%上是闭合的。
为了使粒径小于一百微米的粉末最佳分布,每个基本单元CE的表面积在4mm
通常,目的是在粉末床沉积的增材制造期间优化构造平台24的上表面40的使用。而且,图案M优选被压印在增材构造平台的整个上表面40上。
本发明涉及用于粉末床沉积的增材制造的构造平台24,其按照上述制备方法进行制备。与经过喷砂或机械加工(其目的是通过去除材料来产生粗糙度)的构造平台相比,根据本发明制备的构造平台24的区别在于:由在构造平台的上表面40上方凸起的突起P产生粗糙度,因此与中空形状(例如微槽或微腔)相比,可更好地保留粉末颗粒。
本发明还涉及粉末床沉积的增材制造工艺,其包括按照上述制备方法实施的制备构造平台24的步骤。这种制造工艺例如在增材制造设备10的内部实施,所述增材制造设备10包括构造平台24,在该构造平台上散布增材制造粉末层的装置30,以及至少一个用于选择性熔化增材制造粉末层的能量源或热源14。
根据该制造工艺,将构造平台24安装在增材制造设备10中,然后按照上述制备方法进行制备。
仍然根据该制造工艺,按照上述制备方法来制备构造平台24,然后随后用于通过粉末床沉积进行物件的增材制造。
理想地,根据该制造工艺,将按照上述制备方法进行制备的构造平台24安装在增材制造设备10中,然后用于通过粉末床沉积进行物件的增材制造。
当将制备方法,用该方法制备的构造平台24以及结合了该制备方法的增材制造工艺与粒径小于50微米的粉末一起使用时,它们特别受关注,因为它们能够确保这种粉末的均匀分布,即使它们的粒径相对较小。