纸盒的压楞方法、压楞机构及外盒生产工艺
文献发布时间:2023-06-19 11:54:11
技术领域
本发明属于包装盒加工技术领域,特别涉及一种纸盒的压楞方法、压楞机构及运用该压楞机构的外盒生产工艺。
背景技术
针对全开式包装盒的自动化生产方案,采用三面刀制盒法来制作是一种优选方式,通常包括三大工艺——制内盒、制外盒及三面开刀切边取模。
目前,内盒制作工艺中,已然能解决围条的成型质量、围条与地盖的组装质量及内盒的制作速率等问题;外盒制作工艺中,也已然解决内盒与面纸的定位问题,外盒的制作效率问题等;而在开刀取模工艺中,也仅仅解决了外盒的切边效率及边缝的切割问题。
但是发明人利用该工艺来制作同类的其他盒型时,产生了质量问题。究其原委后发现,发明人在使用原生产线中的设备制作该新盒的面纸来料的厚度较薄,其依据盒的边棱(通“楞”,下同)所压制的压痕线很浅,制作完成后,外盒的成型边棱部位较为圆滑,达不到普通盒型的质量要求。具体而言,是这种薄面纸的盒型如果采用原较厚面纸盒型的生产工艺来制作的话,能实现成型需求,但是需要进一步的采用人工对其边棱进行刮棱操作,现有的刮棱方式是采用钝刀头对纸盒的棱进行粗暴式刮擦。现有方案中,这种刮棱方式极易刮伤盒体,刮花面纸,且需要人工来操作。
发明内容
基于上述背景,本发明要解决的技术问题是提供一种纸盒的压楞方法,能在原厚面纸盒型的成型工艺的基础上,对薄面纸的成型盒进行锐化处理,避免盒体刮伤。
本发明的另一方面还提供了一种压楞机构,适用于各种纸盒的压楞需求,特别适用于纸盒的面纸较薄时。
本发明的另一方面还提供了一种运用该压楞机构的生产工艺,在原厚面纸盒型的生产工艺中优化,以期通过较小的成本来生产棱边锐利的产品。
本发明是这样实施的:纸盒的压楞方法,首先提供至少一个具有圆周面的辊,该圆周面用于与盒的棱边进行接触并可沿着棱边滚动或滑动,所述棱边相邻的两个面均与辊的圆周面不贴触;使辊与所述棱边在相对滚动或滑动时保持压紧。
进一步的,纸盒的棱边经过所述圆周面滚过或滑过之后,对纸盒的棱边所在的面进行整面平压或辊压。
进一步的,使盒沿着输送路径移动,驱动辊向盒的棱边靠近至抵压紧该棱边。
进一步的,所述输送路径具有相互垂直的两段,在每一段所述输送路径的侧方驱动所述辊向盒的与所述输送路径相平行的棱边靠近。
进一步的,在所述输送路径的周侧设置弹性件,通过弹性件驱动辊自适应压紧盒的棱边。
进一步的,当盒与辊发生相对滚动或滑动时,辊的中心轴线与纸盒的顶面之间形成有夹角,夹角的大小在0°至90°之间。
本发明还提供了一种压楞机构,包括:可供盒通过的输送路径;具有圆周部的辊;与所述辊连接的弹性件,使所述辊朝向输送路径上的盒的棱边自适应压紧;至少一个固定座,设置在所述输送路径的侧面,所述弹性件连接所述辊及该固定座,在弹性件在发生弹性形变之前,使辊的圆周部以倾斜姿态延伸进入所述输送路径上。
进一步的,所述辊还包括主体部,所述圆周部设置在所述主体部的一端,沿着所述主体向所述圆周部,所述圆周部在与所述主体部垂直的截面上的投影面积逐渐增大。
进一步的,还包括:压板,通过另一弹性件设在所述输送路径的周侧或一侧。
进一步的,还包括:通道,该通道内方形成有可供盒通过的输送路径,通道的首尾两端之间的区域内设有缺口;所述辊通过所述缺口延伸进入所述通道所在的区域内;驱动件,驱动所述盒沿着所述通道移动。
进一步的,还包括:沿着输送路径移动的输送带,该输送带上设有凸台,其中,输送带的宽度小于所述盒的宽度;所述盒被配置再所述输送带上,并通过所述凸台推动。
进一步的,所述盒包括至少两组同方向的棱边,所述输送路径至少包括两段,每段设置所述辊延伸进入所述输送路径所在的区域内。
本发明还提供一种运用上述的压楞机构的外盒生产工艺,包括:提供用于包盒的面纸来料,经过胶机构在面纸的上面涂布胶水得到过胶面纸;通过输送带移动过胶面纸,向该过胶面纸提供内盒来料,运用视觉识别系统识别过胶面纸上的特征点,通过机械臂将内盒来料直接抓取并按压在过胶面纸与之粘贴,得到粘合体;将粘合体上其余各未粘合面纸部分与内盒贴面成型得到第一外盒;将第一外盒通过输送路径输送至压楞机构中进行压楞得到第二外盒;将第二外盒送入压泡机中进行整形除泡得到成品盒。
上述方案具有如下显著进步:
(1)本发明提供的一种纸盒的压楞方法,采用辊的圆周面对纸盒的棱边进行滚压使纸盒的棱边更加锐利。这种方法能避免划伤纸盒产品。
(2)本发明提供的压楞机构,采用辊的圆周面对纸盒的棱边进行滚压使纸盒的棱边更加锐利。这种方法能避免划伤纸盒产品。
(3)压楞机构,较为简便且更具有广泛适用性,占空间位置小,且易于流水线作业。
(4)本发明提供一种运用该压楞机构的生产工艺,在外盒生产工艺中,使用上述的压楞机构能以较小的改装代价实现该工艺的优化,且生产的外盒边棱更加锐利,产品同一性高。
附图说明
图1为本发明实施例一中压楞方法原理示意图;
图2为本发明实施例二中高效的压楞方法原理示意图;
图3为本发明实施例三中另一种压楞方法的原理示意图;
图4为本发明实施例一中辊的另一种配置形式示意图;
图5为本发明实施例二中输送路径的示意图;
图6为本发明实施例三中输送路径的示意图;
图7为本发明实施例四中压楞机构的结构示意图;
图8为图7中压楞机构在生产线的装配结构图;
图9为本发明实施例五中辊的结构图;
图10为本发明实施例五中压楞机构的结构图;
图11为本发明实施例六中输送带的结构图;
图12为本发明实施例七的结构示意图;
图13为本发明实施例八中的工艺流程图;
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
实施例一:
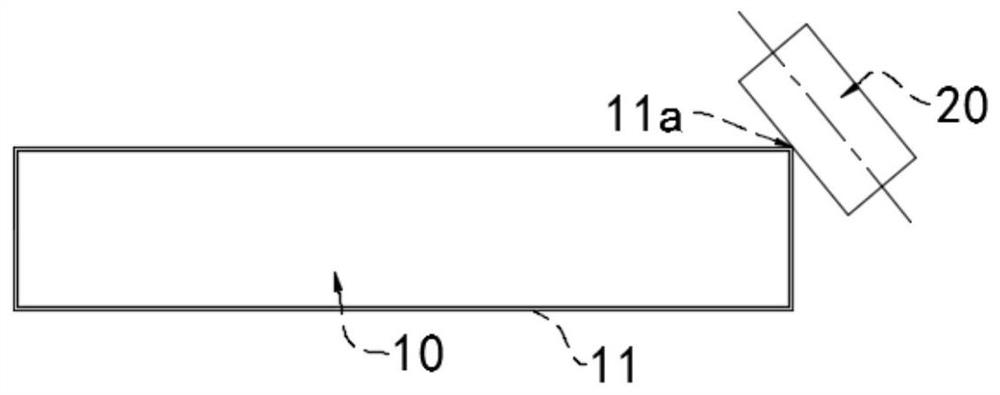
图1示出了纸盒与辊20的工作配合示意图。
纸盒的内里是内盒10,该内盒10由内模及内盒所用挺度较高的纸料包裹而成的立体模型,面纸11紧紧贴覆在该内盒的外表面。
辊20至少具有一个圆周面,使辊20的轴线在纸平面上与纸盒对应棱边所在的两面之间具有一定的夹角。
当纸盒在工作平面上不动时,可驱动辊20沿着纸盒的棱边11a滚动或滑动,使棱边11a与内盒的棱角紧密贴合,则棱边11a则通过内外作用力的共同作用下印痕的更加明显。同理,纸盒在工作平面上也可以移动,而辊20则固定在工作平面上并通过弹簧等弹性件驱动使辊20具有微弱的自适应形变量,辊20的轴线与工作平面之间存在一定夹角。驱动纸盒的方式可以采用输送带或是气缸推块结构推着纸盒在固定平面上前进。当盒与辊20接触时,其棱边11a与辊20相对滚动或滑动,辊20经过纸盒轮廓的略微抵触而收缩,盒则继续通过,完成该边的压楞。经过该机构压楞的盒品的棱边更加锐利,质量更好,外观效果更美观。
纸盒的主要视觉部位为上下底面的各个棱边,而其厚度棱边的长度较短,所以通常在成型质量监控标准中,以其主要视觉部位的视觉效果来判断质量的好坏。为了实现上下底面棱边的高效压楞作业:当纸盒不动时,则辊可以配置成沿着纸盒周围移动的移动机构以实现辊沿着各边滚动压楞;当纸盒在工作平面上动,而辊固定纸盒的输送路径周侧时,则可以配置两段相互垂直的输送路径,一段输送路径对辊的长边进行压楞,另一端则可以对辊的短边进行压楞。
图中辊与纸盒棱边的连接关系可以是:固定的辊轴,以向纸盒的棱边提供固定的圆周部,棱边与圆周部之间发生相对滑动;或,绕轴自转的辊轴,以向纸盒的棱边提供旋转的圆周部,棱边与圆周部之间发生相对滚动。
辊的配置形式可以是:至少在其本体某一部位具有圆周部的辊,或整体为一个圆辊。例如图3-4,以一种独特设计的辊来实现,该辊包括主体部31及位于主体部31两端的锥部32,该主体部31可以是圆辊形态或方辊形态,而锥部32的截面向两端外是渐进增大的,以其中心轴线为参考,当该轴线与纸盒的上/下底面平行时,即可提供两个倾斜的圆周部与纸盒的棱边发生相对滚动或滑动,以实现本发明之目的。又例如图2,以一种常规的单个小圆辊的形式来实现,而此种小圆辊无需定制形态较容易获取,也能实现本发明之目的。
另外,实现本发明之目的之后,还可能会产生额外的技术问题:借阅图2,纸盒的各个边棱经过辊20滚压之后,可能会形成拱起的鼓包。因此,可以再对纸盒的棱边所在面使用压板贴面压平或者利用辊筒沿着整面刷平,以获得更好的质量。
实施例二
参阅图2及5中还示出了一种较为高效的压楞机构,同时在固定工作台上设置四个辊20,四个辊均倾斜设置,四个辊的相对位置关系如此配置:每个辊20分别对应纸盒上的四个棱边11a,每个辊均与对应棱边所在两面之间形成有一定的夹角;四个辊20在纸平面上的投影呈绕着纸盒的输送路径X周围布置,并形成一个通道,盒子在该通道中穿过,则同时实现四个边的压楞。
其中,四个辊可以依照四个轴中心线确定的共同平面设置,也可以沿着盒子的输送路径X间隔设置。
然后,再进入另一段输送路径Y,该路径上有依照相同原理设置的通道,两个路径之间相互垂直,该通道则对另外四个边进行压楞,则盒子上下底面上的主要边棱在整个输送路径上能实现高效压楞,更适合流水线上生产。还可以在一条输送路径上间隔设置两组辊形成的通道,在纸盒穿过第一个通道之后,在中间间隔位置将辊旋转90°,再进入下一个通道。
实施例三
参阅图3及图6中还示出另一种较为高效的压楞机构,以上述的独特设计的锥形辊设置在盒输送路径的上、下底面上,两个辊之间大体形成供盒通过的通道。其中,盒的输送路径依然如实施例二中设置,纸盒在通过输送路径X时,其四个棱边被压楞,再保持姿态不变继续通过输送路径Y,另四个棱边被压楞。
实施例四
结合图3、6及7,图7中示出了该种压楞机构的具体结构。
首先,该压楞机构包括:
安装块40,安装块上设有安装孔;
弹性件50,包括螺栓及弹簧,弹簧套在螺栓中的杆部外;
锥形辊30,包括辊主体31及位于两端的锥部32,锥部32的截面积沿着辊轴向向两端外逐渐增大,向内逐渐减小直至与辊主体31的截面相同;锥部32的两端突出设连接部33,该连接部设有与螺栓杆部配合的通孔。
螺栓上设有调节压缩量的螺母,通过螺母预设两个锥形辊32之间的间距,两个锥形辊之间形成供盒通过的通道。
当盒被推入该通道时,盒的四个棱边11a与锥部31相切,锥部在弹簧压力的作用下紧密抵触在盒的棱边上,当锥部滚过棱边的长度,盒的压楞完成。
其次,该压楞机构还包括压板60,该压板60也设有通孔在螺栓的杆部上被弹簧挤压;两个压板60接在两个辊沿着输送方向的下游。当盒经过压楞之后面纸形成拱起的鼓包,可以直接被压板60重新压实与内盒贴合,得到效果更佳的产品盒。
图8揭示了该压楞机构在设备中的装配关系,图中立式转盘成型机是一种树立的转盘成型工装,转盘70上设置等间隔的储料凹槽,在转盘外套有蜗壳,转盘转动而蜗壳不动;压楞机构通过连接件41固定在设备的机架上,一端与排料口对正。当每个储料凹槽带着待加工件在对应工位上加工完毕后则会进入下一个工位进行加工。图中,排料口72的侧边蜗壳上安装的是气缸71,当外盒初步制成之后,转盘带着外盒转至排料口72处,气缸直接沿着排料口的侧面推出,盒子进入锥形辊30之间的通道中进行压楞。
实施例五
结合图1、2、5、9及10,图9-10示出了该方案的具体结构。
本方案提供的压楞机构,该机构配置了与纸盒边棱呈一定夹角的圆周面,具体而言是通过弹簧21控制辊的一端,而辊20的另一端略微倾斜,将辊20铰接在固定座上。
使纸盒沿着X向输送路径移动,在该输送路径中段的两侧设置该压楞机构,纸盒上与该X向输送路径平行的四个边棱被辊20辊过。该输送路径包括通道,在通道上设置避让口23,滚压纸盒底部边棱的辊通过该避让口23延伸进纸盒的输送路径上。
如图8所示,其中弹簧21优选为勾簧。辊20可以这样配置:一端设置圆周部,另一端设卡孔,中间通过销轴与固定座铰接。勾簧通过卡孔与固定座勾连。在勾簧处于原长状态时,使辊20与纸盒顶面之间保持一定的夹角α(夹角α在0°~90之间),在盒的四周均如此设置。
当盒子沿着输送路径被输送过来行至辊20处时,盒与辊20的圆周部抵触并挤压辊20绕铰接部22旋转,则另一端卡孔则拉动勾簧伸长,勾簧发生了微弱的弹性形变,使盒子在通过压楞机构是始终保持辊与棱边之间的压紧状态。
实施例六
结合图10及图11,本发明还提供一种压楞机构,包括实施例二中所述的方案,但是其输送路径上设置的输送机构为一种特殊的输送带。该输送带90沿着输送路径移动,该输送带上设有凸台91,其中,输送带90的宽度小于所述盒的宽度;两侧设置如实施例五中所示的辊20,因为输送带90的宽度较小则实现了对辊20的避让,当盒被凸台91推着沿着辊之间的通道走过时,则实现压楞。
其中,输送带90由单个的链块92链接而成,凸台91的宽度小于等于与链块92的宽度,输送带90则有电机驱动。
实施例七
结合图4及图12,本发明还提供一种压楞机构,该辊包括主体部31及位于主体部31两端的锥部32,该主体部31可以是圆辊形态或方辊形态,而锥部32的截面向两端外是渐进增大的;而推动盒的方式则如实施例六中所示,同样以该特殊的输送带的方式对盒进行移动。以其中心轴线为参考,当该轴线与纸盒的左右侧面平行时,即可提供两个倾斜的圆周部与纸盒的棱边发生相对滚动或滑动,以实现本发明之目的。
实施例八
本发明还提供了一种外盒的生产工艺,包括:
-将面纸81来料经辊筒或丝印上胶机上胶得到过胶面纸82,
-上胶面纸82在输送带上移动,运用视觉识别上胶面纸的特征点,机械手根据这些信息将内盒83来料抓住并直接按压在过胶面纸82上形成粘合体84,
-粘合体84继续输送至立式转盘成型机中对未粘贴面纸与内盒贴面成型得到第一外盒85,
-从立式转盘成型机中推出第一外盒85进入压楞机构中进行压楞得到第二外盒86,
-再将第二外盒86送入压泡机中进行压泡处理。
实现该工艺的生产线包括如下装置:
-将面纸81的一面上胶的装置,
-将上胶面纸82平铺在输送线上并将其定位,再将内盒83的一个面与上胶面纸82进行粘贴组合的装置,
-将内盒与面纸粘合体84进行进一步加工使面纸与内盒剩余面贴面成型,形成第一外盒85的装置,
-运用上述实施例中的机构对贴面成型后的第一外盒85压楞处理得到第二外盒86,
-将第二外盒86厚度面进行压泡处理的装置。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 纸盒的压楞方法、压楞机构及外盒生产工艺
- 一种涂胶机构、压楞装置以及单面机