玻璃窑炉
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及玻璃制造设备技术领域,特别是涉及一种玻璃窑炉。
背景技术
随着科技的不断发展,电子智能化技术对于整个社会发展也越来越重要,越来越多的人使用手机、平板、电脑等终端设备进行通讯,因此手机、平板、电脑等终端设备对于外壳及屏幕的材料属性要求日益提高,且趋于多样化,越来越多的手机、平板、电脑等终端设备采用超薄电子玻璃、高铝特种玻璃、微晶盖板玻璃等作为其外壳或屏幕的材料。
而在超薄电子玻璃、高铝特种玻璃等的生产过程中,现有技术大多采用“一窑一线”的窑炉结构进行生产,即一个窑炉只能生产单一的玻璃品种,无法满足市场对于超薄电子玻璃、高铝特种玻璃、微晶盖板玻璃等多品种玻璃产品的需求。并且现有技术中少量采用“一窑二线”或“一窑多线”结构的产线多为普通浮法或太阳能压延玻璃工艺,窑炉拉引量一般较大,约为300-1000吨/天,且窑炉包括熔窑、主通路及连接熔窑与主通路的卡脖,采用卡脖与工作部(熔窑与主通路)结合的工艺进行玻璃的生产,对玻璃品质要求不高,未能选取前区熔化好的玻璃液,且拐角多、存在玻璃回流,玻璃均匀性不好,严重影响玻璃的生产质量,能耗偏高。
发明内容
基于此,有必要针对在玻璃生产过程中,生产品种过于单一,且玻璃生产质量差的问题,提供一种玻璃窑炉。
一种玻璃窑炉,包括依次连通的熔窑、主通路及多条支路,所述熔窑为腔体式结构,且在其侧壁上开设有投料口,每一所述支路上设置有一流量调节阀,其中:
所述主通路连通所述熔窑靠近其底部的位置,且二者连接处玻璃液液面位置低于所述熔窑内玻璃液液面位置,所述主通路的底部与所述熔窑的底部具有高度差,且所述主通路的底部位于靠近所述熔窑顶部的一侧。
上述玻璃窑炉,从投料口加入的玻璃原料在熔窑中熔化后,通过熔窑的玻璃液出液端流入至主通路,然后通过主通路的玻璃液出液端流动至每一支路上,在每一支路上设置有一流量调节阀,调节流入至各个支路中玻璃液的流量大小,以成型多种规格的玻璃产品。主通路位于熔窑靠近其底部的位置,并且二者连接处玻璃液液面位置低于熔窑玻璃液液面位置,通过上层玻璃液对中下层玻璃液的压力,将熔窑内中下层玻璃液挤压至主通路内,以选取熔窑内优质的中下层玻璃液,加强熔窑内中下层玻璃液的流动性;主通路的底部与熔窑的底部具有高度差,并且主通路的底部位于靠近熔窑顶部的一侧,可防止玻璃液中沉淀的晶体杂质进入至主通路中参与成型,保证玻璃液的匀化,提高玻璃的生产质量。
在其中一个实施例中,所述支路为两条,两条所述支路对称连接于所述主通路的玻璃液出液端,且两条所述支路之间的夹角为30°-60°。
在其中一个实施例中,所述熔窑与所述主通路之间设置有流液洞,所述流液洞的一端连接所述熔窑的玻璃液出液端,另一端连接所述主通路的玻璃液进液端,且所述流液洞倾斜。
在其中一个实施例中,所述流液洞与所述主通路之间的夹角为120°-150°。
在其中一个实施例中,所述熔窑、所述主通路及多条所述支路的拐角处均设置有过渡部,所述过渡部的横截面为弧形。
在其中一个实施例中,所述主通路、多条所述支路的底部横截面均为弧形。
在其中一个实施例中,所述主通路远离所述支路的一侧依次设置有调压装置、燃烧器、冷却风装置,所述主通路靠近所述支路的一侧设置有搅拌器。
在其中一个实施例中,每一所述支路上设置有多个加热棒与多个冷却水包,且多个所述加热棒与多个所述冷却水包沿玻璃液流动方向交错分布。
在其中一个实施例中,所述加热棒为钼材料或锡材料制备而成。
在其中一个实施例中,所述熔窑的侧壁上设置有全氧喷枪,所述熔窑底部安装有多个电极。
附图说明
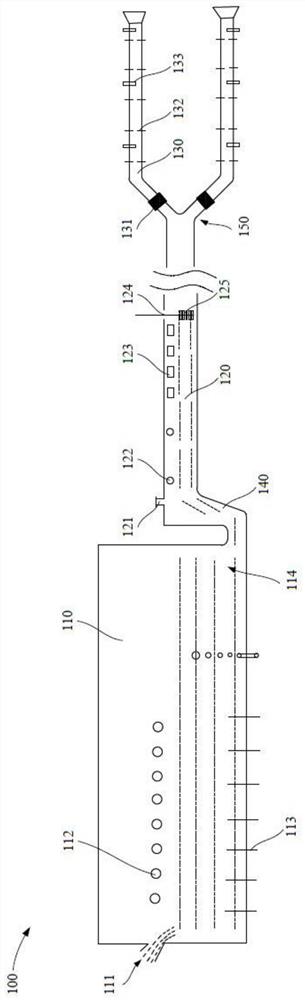
图1为本发明提供的玻璃窑炉的结构示意图;
图2为本发明中主通路、多条支路的底部横截面结构示意图。
附图标记:
100、玻璃窑炉;110、熔窑;111、投料口;112、全氧喷枪;113、电极;114、澄清区;120、主通路;121、调压装置;122、燃烧器;123、冷却风装置;124、搅拌器;125、桨叶;130、支路;131、流量调节阀;132、加热棒;133、冷却水包;140、流液洞;150、过渡部。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
下面结合附图介绍本发明实施例提供的技术方案。
如图1所示,本发明提供一种玻璃窑炉100,玻璃窑炉100包括熔窑110、主通路120及多条支路130,熔窑110、主通路120及多条支路130依次连通,熔窑110为腔体式结构,并且熔窑110的侧壁上开设有投料口111,当从投料口111加入的玻璃原料在熔窑110中熔化后,通过熔窑110的玻璃液出液端流入至主通路120,然后通过主通路120的玻璃液出液端流动至每一支路130上,以供玻璃液的流动成型。每一支路130上设置有一流量调节阀131,通过调节流量调节阀131调节流入至各个支路130中玻璃液的流量大小,以成型多种不同规格的玻璃产品。需要说明的是,投料口111的开设位置远离熔窑110的底部位置,以保证从投料口111中加入的玻璃原料可在熔窑110内充分熔化,以保证玻璃液的均匀性与熔化质量,得到优质的玻璃液。
主通路120连通熔窑110,并且主通路120靠近熔窑110的底部设置,主通路120与熔窑110连接处的玻璃液液面位置低于熔窑110内玻璃液液面位置,通过上层玻璃液对中下层玻璃液的压力,将熔窑110内中下层玻璃液挤压至主通路120内,以选取熔窑110内优质的中下层玻璃液,加强熔窑110内中下层玻璃液的流动性。另外,主通路120的底部与熔窑110的底部具有高度差,并且主通路120的底部位于靠近熔窑110顶部的一侧,即在主通路120径向方向上,主通路120的底部高于熔窑110的底部,可防止玻璃液中沉淀的晶体杂质进入至主通路120中参与成型,保证玻璃液的匀化,提高玻璃的生产质量。
上述玻璃窑炉100,从投料口111加入的玻璃原料在熔窑110中熔化后,通过熔窑110的玻璃液出液端流入至主通路120,然后通过主通路120的玻璃液出液端流动至每一支路130上,在每一支路130上设置有一流量调节阀131,调节流入至各个支路130中玻璃液的流量大小,以成型多种规格的玻璃产品。主通路120位于熔窑110靠近其底部的位置,并且二者连接处玻璃液液面位置低于熔窑110玻璃液液面位置,通过上层玻璃液对中下层玻璃液的压力,将熔窑110内中下层玻璃液挤压至主通路120内,以选取熔窑110内优质的中下层玻璃液,加强熔窑110内中下层玻璃液的流动性;主通路120的底部与熔窑110的底部具有高度差,并且主通路120的底部位于靠近熔窑110顶部的一侧,可防止玻璃液中沉淀的晶体杂质进入至主通路120中参与成型,保证玻璃液的匀化,提高玻璃的生产质量。
为同时成型多种不同规格的玻璃产品,一种优选实施方式,如图1所示,支路130为两条,两条支路130对称连接于主通路120的玻璃液出液端,并且两条支路130之间的夹角为30°-60°。两条支路130上均设置有流量调节阀131,通过流量调节阀131控制流入至两条支路130内的玻璃液流量大小,可在一个玻璃窑炉100中同时成型两种不同规格的玻璃产品。另外,将两条支路130之间的夹角设置为30°-60°,可较好的保证从主通路120流入至支路130中的玻璃液的顺畅性,加强了主通道中玻璃液的流动,避免主通路120中死角的存在,提高玻璃的生产质量,降低单位玻璃产品能耗。
需要说明的是,在具体设置时,两条支路130之间的夹角可以为30°、35°、40°、45°、50°、55°、60°中的一种,当然,两条支路130之间的夹角并不局限于上述范围值,还可以为30°-60°这一范围内的其他数值。另外,对于玻璃产品质量要求不高的场合,两条支路130之间的夹角不局限上述夹角设置范围,还可为30°-60°这一范围外的其他数值,可根据玻璃生产工艺需求以及玻璃窑炉100制造成本等具体设置两条支路130之间的夹角,本发明不做限制。
另外,支路130的具体数量也不局限于上述提供的两条,还可以为三条、四条或多条。当支路130为三条时,两侧支路130与中间支路130呈对称关系,中间支路130的轴线与主通路120的轴线共线,一方面可保证支路130结构较为稳定,另一方面可保证玻璃窑炉100的外观。当支路130为四条时,四条支路130对称连接与主通路120的玻璃出液端,既可保证支路130结构的稳定性,也可保证玻璃窑炉100的外观。其他数量的支路130可依次设置,在此不再赘述,只需保证支路130结构的稳定性与玻璃窑炉100的外观即可。
为加强熔窑110内中下层玻璃液的流动性,一种优选实施方式,如图1所示,熔窑110与主通路120之间设置有流液洞140,流液洞140的一端连接熔窑110的玻璃液出液端,流液洞140的另一端连接主通路120的玻璃液进液端,并且流液洞140倾斜,流液洞140与主通路120之间的夹角为120°-150°,可减少玻璃液从熔窑110中流至主通路120流动过程中的死角,并且避免玻璃液在流动过程中的回流现象,提高玻璃液的流动顺畅性,减少能耗,提高玻璃产品的成型质量。由于主通路120的底部与熔窑110的底部具有高度差,并且流液洞140倾斜,即熔窑110与主通路120呈依次上升式结构。当熔窑110中的中下层玻璃液在上层玻璃液的挤压作用下,经过流液洞140流入至主通路120中,在熔窑110中的玻璃液流动过程中,可防止玻璃液中沉淀的晶体杂质进入至主通路120中参与成型,保证玻璃液的匀化,提高玻璃的生产质量。
需要说明的是,在具体设置时,流液洞140与主通路120之间的夹角可以为120°、125°、130°、135°、140°、145°、150°中的一种,当然,流液洞140与主通路120之间的夹角并不局限于上述范围值,还可以为120°-150°这一范围内的其他数值。另外,对于玻璃产品质量要求不高的场合,流液洞140与主通路120之间的夹角不局限上述夹角设置范围,还可为120°-150°这一范围外的其他数值,可根据玻璃生产工艺需求以及玻璃窑炉100制造成本等具体设置流液洞140与主通路120之间的夹角,本发明不做限制。
为提高玻璃液在成型过程中的流动性,一种优选实施方式,如图1所示,熔窑110、主通路120及多条支路130的拐角处均设置有过渡部150,过渡部150的横截面为弧形。相较于直角角度的拐角,玻璃液在拐角处流速较慢,玻璃液的流速不均匀,严重影响玻璃产品的成型质量;本实施方式中通过在拐角处设置弧形过渡部150,可使得玻璃液在熔窑110、主通路120以及多条支路130中的流速趋于一致,保证玻璃产品的成型质量,并且弧形过渡部150可防止玻璃液在拐角处产生回流,存在较多的死角,导致大量玻璃液无法得到利用,造成资源的浪费。
需要说明的是,过渡部150的横截面不局限于上述提供的弧形,还可为波浪形或其他能够防止玻璃液在拐角处产生回流,且需使得玻璃液在流动过程中速度趋于一致的形状。
为充分利用玻璃液,提高玻璃产品的成型质量,一种优选实施方式,如图1、图2所示,主通路120、多条支路130的底部横截面均为弧形,当玻璃液在主通路120与支路130内的流动过程中,减小对主通路120、多条支路130底部的冲刷侵蚀,延长玻璃窑炉100的使用寿命;并且采用主通路120与多条支路130的底部横截面为弧形,可充分利用玻璃液,避免玻璃液流动过程中死角的存在,能耗高以及玻璃液在流动过程中产生回流现象,导致大量玻璃液无法得到利用,造成资源的浪费。
当然,主通路120、多条支路130的底部横截面不局限于上述提供的弧形,还可为椭圆形或其他形状,对于主通路120、多条支路130的底部横截面本发明不做限制。
值得注意的是,在玻璃的制作工艺以及窑炉的安装工艺满足要求时,熔窑110的底部横截面也可为弧形,当玻璃液在熔窑110内的流动过程中,减小对熔窑110底部的冲刷侵蚀,延长熔窑110的使用寿命,并且可充分利用玻璃液,避免玻璃液在熔窑110内的流动过程中存在死角,以及玻璃液产生回流现象,导致能耗高,玻璃质量差的问题。
为使玻璃液的熔化更为完全,一种优选实施方式,如图1所示,在主通路120上依次设置有调压装置121、燃烧器122、冷却风装置123,调压装置121、燃烧器122、冷却风装置123均位于主通路120远离支路130的一侧;在主通路120上设置调压装置121用于调整主通路120的内部压强,将主通路120内压强控制于一合理范围之内,以保证玻璃品质;在主通路120上设置燃烧器122和冷却风装置123用于控制玻璃液的温度制度及降温梯度,保证玻璃液的流动性,并最终满足玻璃成型工艺要求。
需要说明的是,调压装置121可以是调压器或其他能够调整主通路120内部压强的装置;燃烧器122可以是在主通路120上安装全氧喷枪112,全氧喷枪112通过向主通路120内通入氧气和天然气,使氧气和天然气在主通路120内呈燃烧状态,以提供玻璃液在主通路120中流动所需的热量。冷却风装置123可以是稀释风机或其他能够产生风源的装置。
另外,主通路120上还设置有搅拌器124,搅拌器124位于主通路120靠近支路130的一侧,即在沿玻璃液于主通路120中的流动方向上,搅拌器124位于调压装置121、燃烧器122、冷却风装置123的后面,玻璃液在经过调压装置121、燃烧器122、冷却风装置123之后,再经过搅拌器124,对主通路120中流动的玻璃液进行搅拌匀化。搅拌器124具有多个可搅拌玻璃液的桨叶125,通过桨叶125可强制匀化玻璃液,使得玻璃液在流动至支路130之前各组分得以均匀化,提高玻璃产品的成型质量。
为分区域地控制支路130中玻璃液的温度梯度,一种优选实施方式,如图1所示,每一支路130上设置有加热棒132与冷却水包133,加热棒132为多个,冷却水包133也为多个,并且在玻璃液的流动方向上,多个加热棒132与多个冷却水包133交错分布。加热棒132与冷却水包133用于控制玻璃液在支路130内的流动过程中,玻璃液所处区域的温度梯度,以控制玻璃液的流动速度,继而提高玻璃产品的成型质量。一方面防止支路130中温度过低时,玻璃液在流动过程中易发生固化或析晶,而影响玻璃液的流动成型质量;另一方面防止支路130中温度过高时,玻璃液成分挥发增多,产生冷凝物而影响玻璃质量。
其中需要说明的是,当支路130的长度较长时,在支路130上可间隔设置多个加热棒132进行加热,每个加热棒132对玻璃液进行区域性加热,并在需要降温时,在两个间隔设置的加热棒132之间设置冷却水包133,用于降低玻璃液流动过程中的局部温度,以分区域地控制支路130中玻璃液的温度梯度,提高玻璃产品的成型质量。对于不同规格的玻璃产品所需的温度也不尽相同,需分开控制支路130上的温度,以生产不同规格的玻璃产品,并提高玻璃产品的生产质量。
另外,加热棒132为钼材料或锡材料制备而成,通过给钼棒或锡棒通电,以实现对支路130中流动的玻璃液进行加热处理。当然,对支路130中流动的玻璃液进行加热的方式不局限于上述提供的钼棒或锡棒进行加热,还可通过天然气辐射加热、紫外线辐射加热等方式,对于支路130中流动的玻璃液的具体加热方式,本发明不做限制,只需满足支路130中的玻璃液在流动过程中温度可控制即可。
为更好地熔化玻璃原料,一种优选实施方式,如图1所示,熔窑110的侧壁上设置有全氧喷枪112,熔窑110底部安装有多个电极113。具体地,熔窑110的侧壁上开设有通孔,将全氧喷枪112的喷头伸入至熔窑110内,可向熔窑110内通入氧气和天然气,使氧气和天然气在熔窑110内呈燃烧状态,并向电极113通电,使电极113能够发热,相较于传统的采用单一燃烧加热或电加热以熔化玻璃原料的方式,本实施方式中采用燃烧加热与电加热的双重加热方式,使熔窑110内快速达到工艺要求的温度,从而使从投料口111中投入的玻璃原料自身导电实现熔化,玻璃液中温差小,均匀性好,以保证玻璃液的熔化质量,得到优质的玻璃液,同时增加热效率,降低单位玻璃产品耗能。
另外,熔窑110还具有澄清区114,澄清区114靠近熔窑110的玻璃液出液端,熔化后的玻璃液在澄清区114进行澄清,保证品质好的玻璃液流入至流液洞140,提高玻璃的生产质量。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。