白砂糖流化床干燥冷却及糖粉湿法回收装置自动控制系统
文献发布时间:2023-06-19 11:37:30
技术领域
本发明属于白砂糖生产设备控制系统技术领域。
背景技术
成品工段现有干燥、冷却流化床、分类筛为人工监控、操作,日常工作为监控白砂糖在干燥流化床、冷却流化床及分类筛中的温度、水分及是否结块情况,如出现异常必须调节进出风量或温度时,需要到洄溶间风机处调节,而且调节时不能实时监控到流化床内白砂糖情况,只能估计调节而且调节时间较长,不能保证白砂糖质量。
由于不能准确控制流化床及分类筛进出风量,造成配套的糖粉收集系统在榨季生产中运行不够稳定,经常有糖粉弥漫或被抽出室内,影响食品安全及现场管理。收集的糖粉及糖头洄溶糖浆由于没有实时监控锤度,一个岗位工在清理现场清洁及兼顾采样时,洄溶糖浆锤度过浓或过稀,不能保证达到下个工序的使用要求,浪费能耗。
近几年国内专利数据库公开了一些类似的流化床系统技术报道:
【申请号】ZL2020211176751,【名称】流化床系统,【公开号】CN212299678U,公开了公开了一种流化床系统,包括空气处理单元、缸体、除尘单元和风机,所述空气处理单元与缸体通过进风管连通,缸体与除尘单元通过出风管连通,所述风机连接在除尘单元的出口处,所述缸体包括依次连通的多个缸部,相邻两个缸部的连接处设置有密封结构,所述缸体上设置有真空进料口、真空出料结构和密闭取样器,但由于该装置控制系统存在缺乏必要的闭环控制调节功能的问题。
发明内容
本发明提供一种自动控制、容易调节、系统可靠性高的白砂糖流化床干燥冷却及糖粉湿法回收装置自动控制系统,解决目前的流化床不能准确控制进出风量,造成配套的糖粉收集系统在榨季生产中运行不够稳定的问题。
本发明提供白砂糖流化床干燥冷却及糖粉湿法回收装置自动控制系统,包括流化床干燥冷却设备,以及糖粉湿法回收装置, 用于整个设备组总控的集散控制DCS系统,集散控制DCS系统控制流化床干燥冷却设备、糖粉湿法回收装置,集散控制DCS系统控制方式分为自动控制和手动控制,集散控制DCS系统包括主控模块和各设备控制单元、通讯模块、传感器、通讯通道、控制程序以及操作面板,其中设备控制单元具有子单元,主控模块和设备控制单元具备通讯模块,主控模块通过通讯模块和通讯通道电性连接设备控制单元的通讯模块,主控模块通过通讯通道电性连接传感器,操作面板通过通讯通道连接主控模块,控制程序存在于主控模块、设备控制单元、操作面板中。
流化床干燥冷却设备包括有干燥机、冷却机、第一鼓风机、三级空气过滤装置、除湿机、第二鼓风机、加热器,除湿机接通第二鼓风机的进风口,第二鼓风机的出风口通过第一管道接入冷却机下方,三级空气过滤装置接通第一鼓风机的进风口,第一鼓风机的出风口连通加热器,加热器的另一端通过第三管道连接到干燥机的下方,干燥机和冷却机的两侧均安装有振动电机,干燥机、冷却机、第一鼓风机、三级空气过滤装置、除湿机、第二鼓风机、加热器、振动电机均具有设备控制单元,加热器、第一管道、第三管道均安装有传感器。
糖粉湿法回收装置包括第一引风机、第一入水电动阀、第一除尘器、第一排料电动阀、第一循环水泵、第二循环水泵、第二排料电动阀、第二引风机、第二入水电动阀、第二除尘器,第一引风机的进风口连接第一除尘器,第一除尘器上设置有进水管道,进水管道上设置有第一入水电动阀,第一除尘器上设置有排料管道,排料管道上设置有第一排料电动阀,第一循环水泵通过水管连接第一除尘器,第一除尘器通过第二管道架设在干燥机设备上方,第二引风机的进风口连接第二除尘器,第二除尘器上设置有进水管道,进水管道上设置有第二入水电动阀,第二除尘器上设置有排料管道,排料管道上设置有第二排料电动阀,第二循环水泵通过水管连接第二除尘器,第二除尘器通过第二管道架设在冷却机设备上方,第一引风机、第一入水电动阀、第一除尘器、第一排料电动阀、第一循环水泵、第二循环水泵、第二排料电动阀、第二引风机、第二入水电动阀、第二除尘器均具有设备控制单元,第一引风机、第二引风机、第一除尘器、第二除尘器、第二管道安装有传感器。
所述的主控模块包括DCS冗余主控卡、计算机、软件狗;所述的通讯通道包括铜线缆信号线、网线、光纤;所述的传感器包括白糖温度传感器、由温度传感器、风量传感器、风压传感器组合而成的温度风量风压传感器组、锤度计、称重传感器、压力传感器;所述的设备控制单元包括设备DCS、电气控制组件、计算机。
所述的集散控制DCS系统对第一引风机、第二引风机、第一鼓风机、第二鼓风机、第一入水电动阀、第一排料电动阀、第一循环水泵、第二循环水泵、第二排料电动阀、第二入水电动阀、振动电机、加热器、干燥机、冷却机进行控制;集散控制DCS系统根据传感器采集的数据,控制和调节第一鼓风机、第二鼓风机、第一引风机、第二引风机的频率,加热器的温度。
所述的集散控制DCS系统在第一管道、第二管道、第三管道中配有监测温度、风量、风压的温度风量风压传感器组,糖粉湿法回收装置的溶液中配备有锤度计,干燥机的进料口和冷却机的出料口具有白糖温度传感器。
本发明通过增加DCS系统,在电脑上对振动流化床上的电机和阀门等进行控制,并且对管道内的温度、湿度、风量数据检测。白砂糖流化床与糖粉湿法回收系统DCS控制操作系统同在一操作站,流化床干燥冷却系统能具备状态显示和相关的连锁,通过调试和关键数据调整,目前在DCS操作室能实现对流化床的集中控制,对管道内的温度、湿度、风量数据检测,具有远程、状态、故障、启停、电流显示等功能,变频电机具备调速功能,根据工艺需要进行连锁设定;目前视频监控系统运行正常,DCS控制操作正常,减轻岗位劳动强度,提高生产自动化水平,基本上能达到预期效果的要求,白砂糖装包温度由技改前的约60℃降到技改后的约50℃,白砂糖水分在今个榨季从开榨至今保持在平均0.040%,达到白砂糖干燥效果,减少原洄溶岗位工,按每人每年开支6万元计算,一年可节省人工开支为6×3=18万元,减轻岗位劳动强度,提高生产自动化水平,满足食品卫生要求,确保产品质量,减轻岗位劳动强度,提高生产自动化水平。通过接收分蜜机放糖时间和每条皮带、振动筛的运行速度、长度,做初步的估算。在汇流点的皮带上加装称重检测,通过单位时间内来料的重量,计算出来料的具体厚度,控制和调节鼓风机、引风机频率、加热器控制温度及白砂糖出口温度,另外流化床机体内安装夜视摄像头,确保了白砂糖干燥效果。对糖粉湿法收集系统、及洄溶糖浆锤度进行智能化控制,使其具备在系统进行操作,并具备状态显示、相关工艺自动控制和连锁,在现场和控制室安装联锁与故障报警装置,使用此智能控制系统后,不仅使白糖的质量有所提升,还有效解决了糖粉飞扬问题,流化床分选筛车间环境良好,有效预防职业病的发生。并且该设备结构简单,操作简易,维护成本低,解决了目前的流化床不能准确控制进出风量,造成配套的糖粉收集系统在榨季生产中运行不够稳定的问题,具有系统结构简单、可靠性高、操作简便的优点。
附图说明
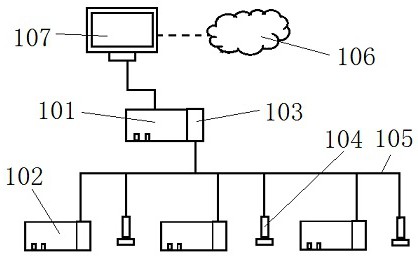
图1是本发明的控制系统示意图。
图2是本发明的糖粉湿法回收装置正视示意图。
图3是本发明的流化床干燥冷却设备俯视示意图。
图4是本发明的控制系统组件分布示意图。
图5是本发明的顺序控制流程示意图。
图6是本发明的连锁控制流程示意图。
其中:101—主控模块、102—设备控制单元、103—通讯模块、104—传感器、1041—白糖温度传感器、1042—温度风量风压传感器组、1043—锤度计、105—通讯通道、106—控制程序、107—操作面板、1—第一引风机、2—第一入水电动阀、3—第一除尘器、4—干燥机、5—冷却机、6—第一排料电动阀、7—第一循环水泵、8—第一鼓风机、9—第二循环水泵、10—第二排料电动阀、11—第二引风机、12—第二入水电动阀、13—第二除尘器、14—三级空气过滤装置、15—除湿机、16—第二鼓风机、17—温度表、18—第三管道、19—加热器、20—振动电机、21—第一管道、22—第二管道。
具体实施方式
下面结合具体附图和实施例对本发明作进一步说明。
如图1-4所示,本发明主要包括流化床干燥冷却设备,以及糖粉湿法回收装置, 用于整个设备组总控的集散控制DCS系统,集散控制DCS系统控制流化床干燥冷却设备、糖粉湿法回收装置,集散控制DCS系统控制方式分为自动控制和手动控制,集散控制DCS系统包括主控模块101和各设备控制单元102、通讯模块103、传感器104、通讯通道105、控制程序106以及操作面板107,其中设备控制单元102具有子单元,主控模块101和设备控制单元102具备通讯模块103,主控模块101通过通讯模块103和通讯通道105电性连接设备控制单元102的通讯模块103,主控模块101通过通讯通道105电性连接传感器104,操作面板107通过通讯通道105连接主控模块101,控制程序106存在于主控模块101、设备控制单元102、操作面板107中。
流化床干燥冷却设备包括有干燥机4、冷却机5、第一鼓风机8、三级空气过滤装置14、除湿机15、第二鼓风机16、加热器19,除湿机15接通第二鼓风机16的进风口,第二鼓风机16的出风口通过第一管道21接入冷却机5下方,三级空气过滤装置14接通第一鼓风机8的进风口,第一鼓风机8的出风口连通加热器19,加热器19的另一端通过第三管道18连接到干燥机4的下方,干燥机4和冷却机5的两侧均安装有振动电机20,干燥机4、冷却机5、第一鼓风机8、三级空气过滤装置14、除湿机15、第二鼓风机16、加热器19、振动电机20均具有设备控制单元102,加热器19、第一管道21、第三管道18均安装有传感器。
糖粉湿法回收装置包括第一引风机1、第一入水电动阀2、第一除尘器3、第一排料电动阀6、第一循环水泵7、第二循环水泵9、第二排料电动阀10、第二引风机11、第二入水电动阀12、第二除尘器13,第一引风机1的进风口连接第一除尘器3,第一除尘器3上设置有进水管道,进水管道上设置有第一入水电动阀2,第一除尘器3上设置有排料管道,排料管道上设置有第一排料电动阀6,第一循环水泵7通过水管连接第一除尘器3,第一除尘器3通过第二管道22架设在干燥机4设备上方,第二引风机11的进风口连接第二除尘器13,第二除尘器13上设置有进水管道,进水管道上设置有第二入水电动阀12,第二除尘器13上设置有排料管道,排料管道上设置有第二排料电动阀10,第二循环水泵9通过水管连接第二除尘器13,第二除尘器13通过第二管道22架设在冷却机5设备上方,第一引风机1、第一入水电动阀2、第一除尘器3、第一排料电动阀6、第一循环水泵7、第二循环水泵9、第二排料电动阀10、第二引风机11、第二入水电动阀12、第二除尘器13均具有设备控制单元102,第一引风机1、第二引风机11、第一除尘器3、第二除尘器13、第二管道22安装有传感器。
主控模块包括DCS冗余主控卡、计算机、软件狗;所述的通讯通道105包括铜线缆信号线、网线、光纤;所述的传感器104包括白糖温度传感器1041、由温度传感器、风量传感器、风压传感器组合而成的温度风量风压传感器组1042、锤度计1043、称重传感器、压力传感器;所述的设备控制单元102包括设备DCS、电气控制组件、计算机。
集散控制DCS系统对第一引风机1、第二引风机11、第一鼓风机8、第二鼓风机16、第一入水电动阀2、第一排料电动阀6、第一循环水泵7、第二循环水泵9、第二排料电动阀10、第二入水电动阀12、振动电机20、加热器19、干燥机4、冷却机5进行控制;集散控制DCS系统根据传感器104采集的数据,控制和调节第一鼓风机8、第二鼓风机16、第一引风机1、第二引风机11的频率,加热器19的温度。
集散控制DCS系统在第一管道、第二管道、第三管道中配有监测温度、风量、风压的温度风量风压传感器组1042,糖粉湿法回收装置的溶液中配备有锤度计1043,干燥机4的进料口和冷却机5的出料口具有白糖温度传感器1041。
(一)手动控制时,集散控制DCS系统在操作面板107上可以通过控制程序106对第一引风机1、第二引风机11、第一鼓风机8、第二鼓风机16、第一入水电动阀2、第一排料电动阀6、第一循环水泵7、第二循环水泵9、第二循环水泵9、第二排料电动阀10、第二入水电动阀12、振动电机20、加热器19、干燥机4、冷却机5进行单个设备远方手动控制调节。
自动控制时,如图5所示,集散控制DCS系统全系统一键启动,在程序中设有一键启动、一键停止功能,减少操作员的工作量。
启动顺序:第一引风机1、第二引风机11—糖粉湿法收集系统—第一鼓风机8、第二鼓风机16—加热器19—振动电机20。
关闭顺序:振动电机20(有反转制动)—第一鼓风机8、第二鼓风机16—加热器19—糖粉湿法收集系统—第一引风机1、第二引风机11。
系统一键启动按照顺序控制流程图中的顺序逐个启动,等待各个设备控制单元102到达设定的初始值(即系统的初始化)。完成初始化后,系统开始进行自动调节(见图6)。
关闭系统时,一键停止,按顺序控制流程图中所示顺序,先退出自动调节,然后按顺序逐个通过设备控制单元102关闭设备。系统的自动调节是以曲线调节为主,单位时间内通过皮带秤的重量在调节过程中作为的主要参数依据。然后再通过其它参数的反馈进行微调。
曲线调节说明:初始曲线是按以往流化床干燥冷却设备使用数据总结得出的,人工操作,流化效果达标的数据。记录了使用过程中当前进料糖层厚度所对应的风温、第一鼓风机8、第二鼓风机16、引风机的数值。因各厂的条件不同,实际运行曲线要在现场调试中完成。
曲线调节过程:系统在启动并初始化后,若没有检测到信号异常,则开始在线监测通过皮带秤对物料做检测重量进行反馈信号,当有物料经过时,读取当前重量值,然后在设定的曲线上读取当前重量参数所对应的温度、第一鼓风机8频率、第二鼓风机16频率、第一引风机1频率、第二引风机11频率的参数。根据这3个参数,分别调整对应的第一鼓风机8频率、第二鼓风机16频率、第一引风机1频率、第二引风机11频率相应微调。
为了避免执行器的频繁动作,系统采用模糊控制。当监测到的重量发生变化量大时,会根据变化的程度,在程序上做出判断是否需要调整。如果重量变化达到需要设定调整的条件。第一鼓风机8、第二鼓风机16、第一引风机1、第二引风机11就按照曲线上的参数值微调整到相对应的要求状态。
因为单单依照重量的变化来调节,会有一定的误差。因此还需要通过后段传感器104的温度反馈参数进行关联连控,使系统针对不同情况,对每个设备控制单元102进行微调,使误差减小,调节更加准确。
(二)流化床干燥冷却设备系统,悬挂在主机两侧的振动电机20产生激振力,使物料沿孔板上跳跃前进,气流从干燥机4、冷却机5的孔板下垂直穿过孔板与物料层,使物料在振动和气流双重作用下呈均匀的流化状态,根据所通过气流温度的不同(热风或冷风), 可实现对物料的干燥、冷却。
(1)干燥:一键启动后系统进入初始状态根据传感器104采集的数据,控制和调节第一鼓风机8频率、第一引风机1频率,加热器19的蒸汽阀控制温度,使流化床干燥机4体内的物料保持沸腾状态(即干燥机4机体内风压和温度到达某个理想的状态并保持)。
(2)冷却:根据白糖温度传感器1041采集的数据控制和调节第二鼓风机16频率、第二引风机11频率,使流化床冷却机5机体内的物料温度下降,保证冷却机5出口处的物料温度达到装包温度50℃、水分含量(0.04)。
(三)糖粉湿法回收装置系统,智能化控制,水位超高或超低时将报警关停,分为手动控制与自动控制,可进行一键启动。
自动控制时:先打开入第一入水电动阀2、、第二入水电动阀12,水位达到高点后关闭第一入水电动阀2、、第二入水电动阀12,水位到达设定水位后,按先后顺序启动第一循环水泵7、第二循环水泵9进行水循环(一直启动),当物料在罐体达到一定设定锤度时,打开第一排料电动阀6、第二排料电动阀10进行排料,排到低料位后关闭第一排料电动阀6、第二排料电动阀10,然后再开第一入水电动阀2、第二入水电动阀12进行进水开始下一循环。
排料自动控制:在缓冲池中装有锤度计1043,当达到设定锤度时,可以把料送到需要的地方,避免过浓或过稀对下步生产造成影响。同时设定有定时排料系统,如果达到设定时间,就把料送走。可进行手自动控制,自动模式时,当物料在罐体达到设定锤度或设定时间时,打开第一排料电动阀6、第二排料电动阀10;排到低料位后关闭第一排料电动阀6、第二排料电动阀10。
(四)本集散控制DCS系统针对流化床内部糖粉多、料层厚度不均匀等特点,配置了全方位的实时监控传感器,以保证每时每刻都能清楚的知道现场的生产状况:
1.糖层厚度计算:通过接收分蜜机放糖时间和每条皮带、振动筛的运行速度、长度,做初步的估算。在汇流点的皮带上加装称重检测,通过单位时间内来料的重量,计算出来料的具体厚度。
2.运行曲线计算:集散控制DCS系统在第一管道21、第二管道22、第三管道18中配有检测温度、风量、风压的温度风量风压传感器组1042,在干燥机4的进料口和冷却机5的出料口具有白糖温度传感器1041用以采集温度的实时变化,根据温度控制第一鼓风机8、第二鼓风机16频率和加热器19的蒸汽阀开度,再通过其它传感器反馈的各个数据进行计算,得出一个最佳的运行曲线。保证出口处的物料温度和湿度达到装包要求。
3.延时处理:针对每个传感器104的响应时间,和每个执行器的反应时间都有不同的延时。系统会采用内部算法,让第一鼓风机8、第二鼓风机16频率和加热器19的蒸汽阀开度预先调整到合适的值。保证流化床体内的工况来物料进入时调整到合适的状态。
(五)该项目经过前期试运行和局部整改完善,总体运行基本满足生产,达到技改预期效果。
1、集散控制DCS系统运行情况:白砂糖流化床与糖粉湿法回收系统DCS控制操作系统同在一操作站,流化床干燥冷却系统能具备状态显示和相关的连锁,通过调试和关键数据调整,目前在DCS操作室能实现对流化床的集中控制,对管道内的温度、湿度、风量数据检测,具有远程、状态、故障、启停、电流显示等功能,变频电机具备调速功能,根据工艺需要进行连锁设定;目前视频监控系统运行正常,DCS控制操作正常,减轻岗位劳动强度,提高生产自动化水平,基本上能达到预期效果的要求。
2、效果
技改后装包温度情况如下表:
白砂糖装包温度由技改前的约60℃降到技改后的约50℃, 白砂糖水分在今个榨季从开榨至今保持在平均0.040%,达到白砂糖干燥效果。
3、项目经济效益
①减少原洄溶岗位工:
按每人每年开支6万元计算,一年可节省人工开支为6×3=18万元。
②减轻岗位劳动强度,提高生产自动化水平。
4、项目社会效益:满足食品卫生要求,确保产品质量,减轻岗位劳动强度,提高生产自动化水平。