一种贾卡自动分边网布及其制作方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及纺织技术领域,具体地说,涉及一种贾卡自动分边网布及其制作方法。
背景技术
经编网布在经过经编设备编织形成胚布之后,通常还需要经过后续的染整定型工序才能成为合格平顺的经编织物成品。但是由于现有的经编设备为了提高产能,其设备生产幅宽在不断拉长,这样虽然提高了编织时的产能,但是却也提高了后续染整定型时的工作难度。特别是当下经编网布在鞋面领域的应用越来越广泛,再幅宽增加的情况下,单位横列的鞋面数量也越来越多,使得鞋面在染整定型时的定位精准越来越困难。
为了解决这个问题,纺织领域中的普遍解决方式就是缩短幅宽,使得单位横列中的鞋面数量减少,从而提高染整定型是的定位精准度。而要达到解决缩短幅宽的目的,现有的解决方案是在经编设备的编织机构和牵引卷曲机构之间的设备外壳上架设电动切割机,但是使用电动切割机需要额外连接电源,增加的电量的消耗,不利于节能环保;同时由于电动切割机的切割刀片有部分是外露的,在使用过程中也存在一定的安全隐患,不安全;最后经编网布编织成型后在牵引机构的牵动下在卷曲机构卷曲成布卷,但是在这个过程当中可能会由于纱线的张力出现不一致、牵引机构滑轮等情况造成经编网布在牵引过程中出现一定的位移,也相应的造成电动切割机对经编网布分边切割时的位移,存在切割不整齐的现象,同时因为切割后造成经编网布组织张力变化形成卷边,存在影响质量的风险。
发明内容
为解决上述现有经编网布在编织过程中出现的技术问题,本发明提供了一种贾卡自动分边网布及其制作方法。
【本发明公开了一种贾卡自动分边网布】
一种贾卡自动分边网布,包括网布本体,网布本体由贾卡经编设备一体编织而成且至少由至少两个分边布组成。
优选的,分边布包括地梳层、提花层及封边共用层。
优选的,封边共用层为至少一对且相邻纵向分布在分边布的一侧。
优选的,相邻的封边共用层之间有单根连接线交错连接。
优选的,至少有一对有单根连接线交错连接的封边共用层横向分布在分边布上。
优选的,分边布还包括毛高层。
【本发明还公开了一种贾卡自动分边网布的制作方法】
一种贾卡自动分边网布的制作方法,包括:
梳栉设置:选用具有多梳栉的贾卡经编机进行编织;
梳栉穿纱:对各梳栉按工艺要求进行穿纱;
网布编织:利用至少一把地梳梳栉在前针床走经编编链组织,利用至少一把地梳梳栉在后针床走经编编链组织,通过前面所述的至少两把梳栉形成地梳层;利用至少两把贾卡梳栉在前针床和后针床一次交替垫纱成圈,在分边布上形成提花层并在分边布的纵向边缘形成封边共用层。
优选的,地梳层还设置有一把地梳梳栉在后针床走经编重经组织和/或经编经锻组织。
优选的,利用两把贾卡梳栉交替间隔在两个相邻的封边共用层上垫纱成圈。
优选的,利用至少一把地梳梳栉在前针床和后针床交替垫纱成圈,在地梳层和提花层之间形成毛高层。
通过采用上述的技术方案,本发明的有益效果是:
1、与现有技术相比,本方案形成的贾卡自动分边网布在分边后,纵向边缘是通过编织的织法进行封边,是两块分边布失去纱线的成圈联系而自动分边,相比较现有通过电动切割机切割,使得纱线物理断开的情况下,其编织结构是完整的未被破坏的,分边布边缘整齐不会出现毛边,物理性能完整稳定,不会出现虚边、硬边、漏纱等现象。
2、相对于现有使用电动切割机的技术,本方案形成的分边布有贾卡经编设备一体编织而成,不需要外设切割设备,就不存在外露的切割刃片,使得操作人员在生产过程中更安全,消除了一定的生产安全隐患。
3、相对于现有使用电动切割机的技术方案,本方案形成的分边布是整体的网布面料,因此即使出现牵引设备打滑或者网布张力不一致的情况,也不会出现电动切割机因为牵引机构等生产过程中造成的位移而是切割线位移的情况,保证了网布的生产质量。
4、相对于现有使用电动切割机的技术方案,本方案形成的分边布由贾卡经编设备一体编织而成,无需另外设置电动设备,节省了电力使用,同时由于不需要通过切割设备切割,不会产生碎毛絮,更加节能环保。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或者数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
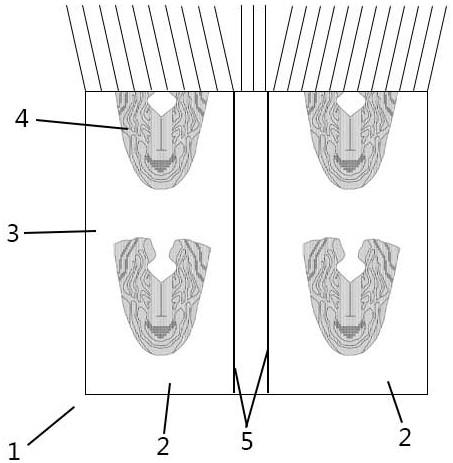
图1为本发明的网布本体结构示意图;
图2为本发明的分边公用层具有单根连接线的结构示意图;
图3为本发明的实施例1工艺示意图;
图4为本发明的实施例2工艺示意图;
图5为本发明的实施例3工艺示意图;
图6为本发明的现有技术示意图,
主要附图标记说明:1、网布本体;2、分边布;3、地梳层;4、提花层;5、封边共用层;6、连接线。
具体实施方式
以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以互相结合,所形成的技术方案均在本发明的保护范围之内。
同时,在以下说明中,出于解释的目的阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
[根据本发明提供的一种贾卡自动分边网布]
参考图1~图5,一种贾卡自动分边网布,包括网布本体1,网布本体1由贾卡经编设备一体编织而成且至少由至少两个分边布2组成,分边布2包括有地梳层3、提花层4及封边共用层5,封边共用层5为至少一对且相邻纵向分布在分边布2的一侧。在不需要完全分离的情况下,相邻的封边共用层5之间有单根连接线6交错连接;在需要缩短网布长度的情况下,分边布2的横向也可设置有至少一对有单根连接线6交错连接的封边共用层5横向分布在分边布2上;当网布设计时需要有一定的厚度时,分边布2上还可以设置有毛高层。
[根据本发明提供的一种贾卡自动分边网布的制作方法]
一种贾卡自动分边网布的制作方法,包括:
S1:梳栉设置:选用具有多梳栉的贾卡经编机进行编织;
S2:梳栉穿纱:对各梳栉按工艺要求进行穿纱;
S3:网布编织:利用至少一把地梳梳栉在前针床走经编编链组织,利用至少一把地梳梳栉在后针床走经编编链组织,通过前面所述的至少两把梳栉形成地梳层3,为了增加网布纹路效果还可以增加至少一把地梳梳栉在后针床走经编重经组织和/或经编经锻组织;利用至少两把贾卡梳栉在前针床和后针床一次交替垫纱成圈,在分边布2上形成提花层4并在分边布2的纵向边缘形成封边共用层5,当需要使分边布2不完全脱离时可以利用两把贾卡梳栉交替间隔在两个相邻的封边共用层5上垫纱成圈,形成单根纱线的连接线6;当需要使网布有一定的厚度时可以利用至少一把地梳梳栉在前针床和后针床之间交替垫纱成圈,在地梳层3和提花层4之间形成毛高层。
实施例1
参照图1及图3,本发明提一种贾卡自动分边网布,且本实施例的贾卡自动分边网布由贾卡经编机一体编织而成,其包括网布本体1,网布本体1由至少两个分边布2组成,分边布2包括地梳层3、提花层4及封边共用层5。
S1、梳栉设置:进行编织的贾卡经编机具有4把梳栉,4把梳栉从前针床到后针床依次设为第一地梳梳栉(下称:GB1)、第二贾卡梳栉(下称:JK1-1)、第二贾卡梳栉(下称:GB1-2)、第四地梳梳栉(下称:GB4)。
S2、梳栉穿纱:JK1-1、JK1-2均以1穿1空的方式进行穿纱,即每穿1根纱后空出1个位置在继续循环穿纱;GB1、GB4均以满穿的方式进行穿纱。
S3、网布编织:
GB1:整经P-DTY150D/48F半光白低弹轻网纱线,6个盘头每个盘头512根纱,齿轮送经量1700mm/腊克,GB1走编链组织0-1/1-0//, GB1半光白低弹轻网纱线含量占30.79%左右;
JK1-1: 整经P-DTY150D/48F半光白低弹轻网纱线,6个盘头每个盘头256根纱,,齿轮送经量2100mm/腊克,JK1-1走经平组织1-0/1-1/1-2/1-1//, JK1-1半光白低弹轻网纱线含量占19.022%左右;
JK1-2:整经P-DTY150D/48F半光白低弹轻网纱线,6个盘头每个盘头256根纱,齿轮送经量2100mm/腊克,JK1-2走经平组织1-0/1-1/1-2/1-1//, JK1-2半光白低弹轻网纱线含量占19.022%左右。。
GB4:整经150D涤纶低弹纱线,6个盘头每个盘头512根纱,齿轮送经量1720mm/腊克,GB4走编链组织0-1/1-1/1-0/0-0//, GB4涤纶低弹纱含量占31.159%左右。
实施例2
参照图1和图4,在实施例1的基础上本发明的一种贾卡自动分边网布还可以:
S1、梳栉设置:进行编织的贾卡经编机具有7把梳栉,7把梳栉从前针床到后针床依次设为第一地梳梳栉(下称:GB1)、第二贾卡梳栉(下称:JK1-1)、第三贾卡梳栉(下称:JK1-2)、第四贾卡梳栉(下称:JK2-1)、第五贾卡梳栉(下称:JK2-2)、第六地梳梳栉(下称:GB6)、第七地梳梳栉(下称:GB7)。
S2、梳栉穿纱:JK1-1、JK1-2 、JK2-1、JK2-2均以1穿1空的方式进行穿纱,即每穿1根纱后空出1个位置在继续循环穿纱;GB1、GB6、GB7均以满穿的方式进行穿纱。
S3、网布编织:
GB1:整经P-DTY150D/48F半光白低弹轻网纱线6个盘头每个盘头512根纱,齿轮送经量1850mm/腊克,GB1走编链组织1-0/0-1//, GB1半光白低弹轻网纱线含量占19.638%左右。
JK1-1:整经N-FDY200D/48F锦纶半光纱线,6个盘头每个盘头256根纱,齿轮送经量2450mm/腊克,JK1-1走经平组织1-0/1-0/1-2/1-2//, JK1-1锦纶纱线含量占15.132%左右。
JK1-2:整经N-FDY200D/48F锦纶半光纱线,6个盘头每个盘头256根纱,齿轮送经量2450mm/腊克,JK1-2走经平组织1-0/1-0/1-2/1-2//, JK1-2锦纶纱线含量占15.132%左右。
JK2-1:整经P-DTY200D/96F半光白低弹轻网纱线,6个盘头每个盘头256根纱,齿轮送经量2450mm/腊克,JK2-1走经平组织1-0/1-0/1-2/1-2//, JK2-1半光白低弹轻网纱线含量占15.132%左右
JK2-2:整经P-DTY200D/96F半光白低弹轻网纱线,6个盘头每个盘头256根纱,齿轮送经量2450mm/腊克,JK2-2走经平组织1-0/1-0/1-2/1-2//, JK2-2半光白低弹轻网纱线含量占15.132%左右。
GB6:整经P-DT30D/1F半光单丝纱线,6个盘头每个盘头512根纱,齿轮送经量1600mm/腊克,GB6走经缎组织1-1/1-0/0-0/0-1//, GB6半光单丝纱线含量占2.965%左右。
GB7:整经P-DTY150D/48F半光白低弹轻网纱线,6个盘头每个盘头512根纱,齿轮送经量1850mm/腊克,GB7走编链组织1-1/1-0/0-0/0-1//, GB7半光白低弹轻网纱线含量占17.139%左右。
实施例3
参照图1和图5,在实施例1的基础上本发明提供的一种贾卡自动分边网布还可以:
S1、梳栉设置:进行编织的贾卡经编机具有8把梳栉,8把梳栉从前针床到后针床依次设为第一地梳梳栉(下称:GB1)、第二地梳梳栉(下称:GB2)、第三贾卡梳栉(下称:JK1-1)、第四贾卡梳栉(下称:JK1-2)、第五贾卡梳栉(下称:JK2-1)、第六贾卡梳栉(下称:JK2-2)、第七地梳梳栉(下称:GB7)、第八地梳梳栉(下称:GB8)。
S2、梳栉穿纱:JK1-1、JK1-2 、JK2-1、JK2-2均以1穿1空的方式进行穿纱,即每穿1根纱后空出1个位置在继续循环穿纱;GB1、GB2、GB7、GB8均以满穿的方式进行穿纱。
S3、网布编织:
GB1:整经P-FDY75D/36F半光环保丝纱线,6个盘头每个盘头512根纱,齿轮送经量1570mm/腊克,GB1走编链组织1-0/0-0/0-1/1-1//, GB1半光环保丝纱线含量占1.797%左右。
GB2:整经P-DT30D/1F有光单丝纱线,6个盘头每个盘头512根纱,齿轮送经量6800mm/腊克,GB1走经缎组织2-1/2-3/1-2/1-0//, GB2有光单丝纱线含量占7.831%左右。GB2在前针床和后针床之间交替垫纱成圈,形成毛高层。
JK1-1:整经P-DTY150D/96F半光白低弹轻网纱线,6个盘头每个盘头256根纱,齿轮送经量2200mm/腊克,JK1-1走经平组织0-0/0-0/2-2/2-2//, JK1-1半光白低弹纱线含量占17.815%左右。
JK1-2:整经P-DTY150D/96F半光白低弹轻网纱线,6个盘头每个盘头256根纱,齿轮送经量2200mm/腊克,JK1-2走经平组织0-0/0-0/2-2/2-2//, JK1-2半光白低弹纱线含量占17.815%左右。
JK2-1:整经P-DTY200D/96F半光CD低弹轻网纱线,6个盘头每个盘头256根纱,齿轮送经量2200mm/腊克,JK2-1走经平组织1-0/1-0/1-2/1-2//, JK2-1 半光CD低弹轻网纱线含量占23.753%左右。
JK2-2:整经P-DTY200D/96F半光CD低弹轻网纱线,6个盘头每个盘头256根纱齿轮送经量2200mm/腊克,JK2-2走经平组织1-0/1-0/1-2/1-2//, JK2-2半光 CD低弹轻网纱线含量占23.753%左右。
GB7:整经P-FDY75D/36F半光环保丝纱线6个盘头每个盘头512根纱,齿轮送经量2300mm/腊克,GB6走编链组织1-0/0-0/0-1/1-1//, GB7半光环保纱线含量占2.649%左右。
GB8:整经P-DTY150D/96F半光白低弹轻网纱线6个盘头每个盘头512根纱,齿轮送经量2200mm/腊克,GB7走编链组织1-1/0-1/1-1/1-0//, GB8半光白低弹轻网纱线含量占4.589%左右。
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。