一种聚乳酸毯子的制备方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明属于纺织技术领域,具体涉及一种聚乳酸毯子的制备方法。
背景技术
市场上毛毯主要有全涤珊瑚绒、全涤法兰绒、超细涤纶纤维、晴纶纤维毛毯,这些毯子多数纯化学纤维毯子,吸水性能和手感不能同天然的纤维媲美,手感也较差,对身体无保健作用。随着人们生活水平的提高,化学纤维已不能满足人们生活需求,而生态纤维里,是从天然植物中提取与化学纤维相比,具有更好的手感和亲肤,深受消费者的青睐。
本发明前述的聚乳酸毯子是用聚乳酸纤维制备而成。聚乳酸是一种新型的生物降解材料,使用可再生的植物资源(如玉米),所提取的淀粉原料制成。淀粉原料,经由糖化得到葡萄糖,再由葡萄及一定的菌种发酵制成高纯度的乳酸,再通过化学合成方法,合成一定分子量的聚乳酸,其具有良好的生物可降解性,使使用后,能被自然界中的微生物完全降解,最终生成二氧化碳和水,不污染环境,对保护环境非常有利。聚乳酸是唯一具有优良抑菌及抗霉特性的材料。聚乳酸是一种亲肤材料。
发明内容
本发明的目的是解决现有化学纤维毛毯存在的缺陷,制造一种有助于在不失保暖性、柔软性、优异的抑菌、防霉、防静电,亲肤的一种聚乳酸毯子。
本发明的另一任务在于,提供一种聚乳酸毯子的制备方法,由该方法得到的一种聚乳酸毯子,能保障其所述优良性得以全面体现。
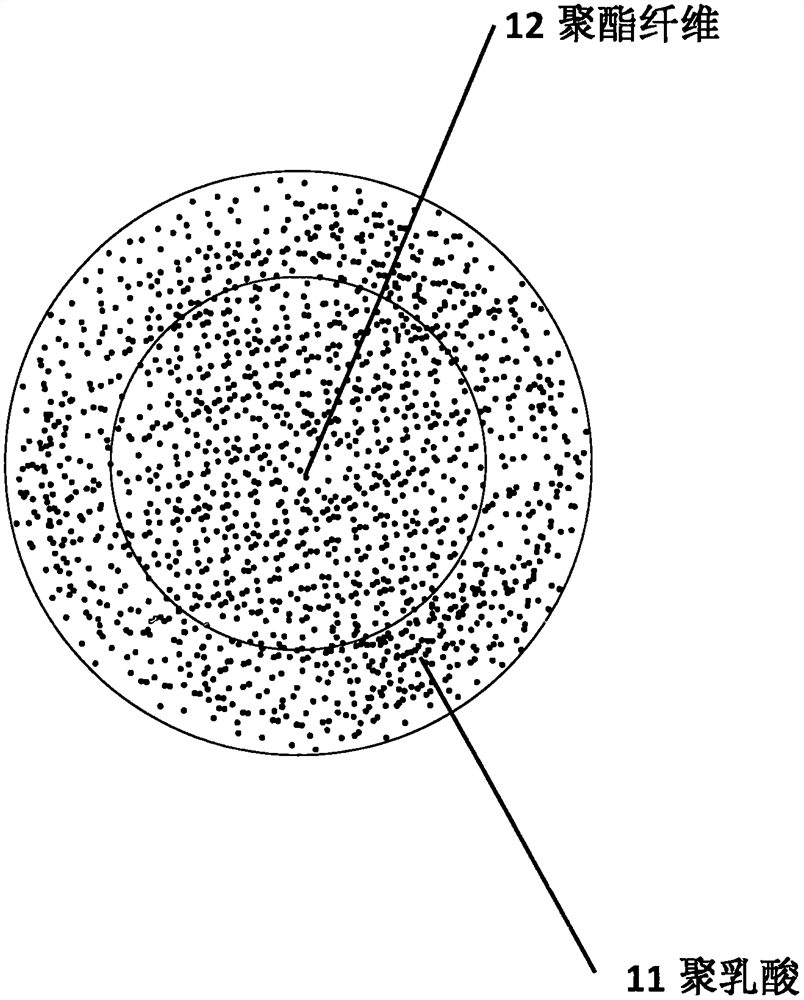
本发明的方法是这样完成的,一种聚乳酸毯子的制备方法包括面丝和底丝,所述面丝是采用双组份,即聚乳酸切片和聚酯涤纶切片组成的一种面丝,将聚乳酸包覆涤纶纤维,采用双螺杆纺丝喷丝板孔的里间一组,使用聚酯纤维,外面一组采用聚乳酸,通过双螺杆熔融纺丝同时得到一根50-500D的聚乳酸与聚酯纤维的低弹丝。得到面丝。底丝为50-200DFDY涤纶长丝,其中面丝占比重量为60-75%,底丝占比重量为40-25%。
在本发明的另一个具体的实施例中,所述聚乳酸与聚酯纤维低弹丝的横截面形状为呈圆形、扁平型、三角形、五角形、三叶形、L形、T形或异形。
本发明的另一任务是这样来完成的,一种聚乳酸绒毯子的制备方法,包括以下步骤:
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的50-500D的聚乳酸与聚酯纤维的低弹丝,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为30-50%,聚酯纤维占比为70-50%。底丝为50-200D的涤纶长丝,所述面丝的比例为60-75%,底丝的比例为40-25%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、6L5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为2-16mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的布速,再用双辊烫光机烫光并且控制烫光时的坯布的布速,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度和布速,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度和布速,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速和定型烘干温度,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度和布速,收卷缝制,得到聚乳酸绒毯子及家居寝室用品。
在本发明的又一个具体的实施例中,步骤B)中所述的整经机低机速整经的速度是指:将作为面丝的原料的聚乳酸与聚酯纤维DTY低弹丝,以及将作为底组织的原料的涤纶长丝的行经速度控制为450-550m/min;所述的采用张力圈分段控制是:前段为14-16cN、中段为11-13cN和后段为10-12cN。
在本发明的再一个具体的实施例中,步骤E)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为4-6m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为2.5-3.5m/min。
在本发明的还有一个具体的实施例中,步骤F)中所述的控制热风拉幅定型的温度和布速是将温度控制为175-182℃,将布速控制为18-22m/min。
在本发明的更而一个具体的实施例中,步骤G)中所述的印花色浆是采用分散染料的组合染料配方,其中加入抗菌剂,步骤H)中所述环蒸时的布速为8-10m/min,环蒸的蒸汽温度为190-200℃。
在本发明的进而一个具体的实施例中,步骤I)中所述还原水洗的水温为65-75℃;步骤J)中所述的控制布速和控制烘干温度是将布速控制为20-30m/min,将温度控制为182-187℃。
在本发明的又更而一个具体的实施例中,步骤K)中所述的起毛机采用四台串联设置并且控制布速为4-6m/min;步骤L)中所述的控制热定型温度和布速是将热定型温度控制为178-182℃,将布速控制为28-32m/min。
本发明提供的技术效果在于,结合了聚乳酸与聚酯纤维双组份的面丝,能有效的使单一的聚乳酸丝织造时因强度不够易断丝的问题。及单一的聚酯酸纤维强力高但不亲肤的原料。
本发明提供的技术方案的技术效果在于:由于面丝的原料采用了聚乳酸与聚酯纤维双组份的原料,能体现优良的保暖性,柔软性及抑菌、防霉、防静电,更能起到天然植物纤维亲肤的功能。
本发明提供的技术方案的效果在于:由于聚乳酸胚布在印花染色过程,采用了将抗菌剂放入染料中,经过印染时高温高压的渗入布中,不易挥发起到长久的抗菌效果。提供的加工方法能保障所述技术效果得以全面体现。
附图说明:
为了更清楚地说明本发明实施方式的技术方案,下面将对实施方
式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1是本发明的聚乳酸与聚酯切片双组份横截面示意图:
图1-11聚乳酸
图1-12聚酯纤维
具体实施方式
下面将以实施例的方式对本发明及技术方案作清楚、完整的描述,以使本领域技术人员能够更好地理解本发明的优点和特征,从而对本发明的保护范围作出更为清楚的界定,但是,实施例仅仅是本发明的一部分实施例而不是全部实施例,本领域技术人员在没有作出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。
实施例1
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的50D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为呈圆形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为30%,聚酯纤维占比为70%。底丝为50D的涤纶长丝,所述面丝的比例为65%,底丝的比例为35%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为5mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为4m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为2.5m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
实施例2
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的150D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为扁平形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为35%,聚酯纤维占比为65%。底丝为75D的涤纶长丝,所述面丝的比例为62%,底丝的比例为38%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为5mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为4m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为3m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
实施例3
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的150D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为三角形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为35%,聚酯纤维占比为65%。底丝为75D的涤纶长丝,所述面丝的比例为60%,底丝的比例为40%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为5mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为4m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为3m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
实施例4
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的150D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为五角形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为40%,聚酯纤维占比为60%。底丝为100D的涤纶长丝,所述面丝的比例为72%,底丝的比例为28%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为4mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为5m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为3m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
实施例5
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的200D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为L形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为40%,聚酯纤维占比为60%。底丝为100D的涤纶长丝,所述面丝的比例为75%,底丝的比例为25%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为2mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为5m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为3m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
实施例6
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的400D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为T形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为45%,聚酯纤维占比为55%。底丝为150D的涤纶长丝,所述面丝的比例为70%,底丝的比例为30%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为12mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为6m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为3.5m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
实施例7
A)原料准备,选取面丝的原料为双组份的聚乳酸切片与聚酯涤纶切片经熔融纺丝得到的500D的聚乳酸与聚酯纤维的低弹丝,该横截面形状为异形,聚乳酸与聚酯纤维低弹丝中聚乳酸占比为50%,聚酯纤维占比为50%。底丝为200D的涤纶长丝,所述面丝的比例为65%,底丝的比例为35%。得到面丝和底丝的原料。
B)整经,由整经机对由步骤A)得到的作为面丝的原料的所述聚乳酸DTY低弹丝以及作为底丝的原料的涤纶长丝分开整经,对聚乳酸低弹丝满穿,对涤纶长丝采用GL1、GL2、GL5和GL6穿经并且涤纶长丝满穿,所述的整经为低速整经且采用张力圈分段控制,得到盘头;所述整经机低机速整经的速度是:将作为面组织原料的DTY低弹丝以及将作为底组织原料的石墨烯涤纶长丝的行进速度控制为450m/min,所述采用张力圈分段控制是:前段为16cN,中段为11cN,后段为10cN;
C)织造,由经编机对由步骤B)得到的盘头以底丝GB1、GB2、GB5、GB6编织底组织,GB3通过舌针来回垫付在底层里组织,得到毛高为16mm的聚乳酸坯布;
D)剖幅,由剖幅机对由步骤C)得到的聚乳酸白坯布剖幅,得到剖幅坯布;刷毛、烫光和剪毛,先由刷毛机对由步骤D)得到的剖幅坯布进行刷毛并且控制坯布的走布速度为4m/min,再用双辊烫光机烫光并且控制烫光时的坯布的行进速度为2m/min,最后由烫剪联合机剪除浮毛,得到聚乳酸白坯布;
E)刷毛、烫光和剪毛,先由刷毛机对由步骤D)中所述的控制剖幅坯布的行进速度是将剖幅坯布的行进速度控制为6m/min;所述控制烫光时的剖幅坯布的行进速度是将烫光时的剖幅坯布的行进速度控制为3.5m/min。得到聚乳酸白坯布;
F)白坯布定型,由热风拉幅定型机对由步骤E)得到的聚乳酸白坯布进行定型且控制定型的温度180℃和布速20m/min,得到待印花聚乳酸坯布;
G)印花或染色,由印花机将印花色浆是采用分散染料的组合配方,其中加入抗菌剂,经过印染时高温高压的渗入布中印至由步骤F)得到的印花坯布,染色采用染缸对聚乳酸白胚布进行染色,同时染色时将抗菌剂加入染色料中得到印花或染色的聚乳酸布;
H)环蒸,由环蒸化机对由步骤G)得到的印花布进行环蒸并且控制环蒸温度195℃和布速9m/min,得到固色印花坯布;
I)水洗并柔软整理,先由水洗机对由步骤H)得到的固色印花聚乳酸坯布采用保险粉还原水洗,水洗的水温控制为65℃,再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干坯布;再用柔软剂和整理剂进行柔软处理,而后脱水,得到待烘干聚乳酸坯布;
J)定型烘干,由拉幅定型机将由步骤I)得到的待烘干坯布定型烘干,控制布速20m/min和定型烘干温度182℃,得到待拉毛烫剪布;
K)拉毛烫剪,先由起毛机对由步骤J)得到的待烫剪布拉毛,并且控制布速为4m/min,将部分正面绒面拉入到背面,再由刷毛烫剪一体机进行刷毛和烫剪,得到双面绒聚乳酸坯布;
L)热定型,对由步骤K)得到的聚乳酸坯布进行热定型并且控制热定型温度178℃和布速28m/min,收卷缝制,得到聚乳酸绒毯子。
按照GB/T20944.3-2008《纺织品抗菌性能的评价第3部分:振荡法》,对本发明实施例1-3所制备的纤维素纤维进行金黄葡萄球菌(AATCC6538)、大肠杆菌(AATCC8739)及白色念珠菌(AATCC10231)的抗菌效果测试,其中,抗菌性能依照GB/T20944.3-2008,纺织品抗菌性能的评价第3部分测定对本发明实施例1-3所制备的纤维素纤维进行抗菌测试,按照BSEN14119-2003标准对防霉性进行测试,其测试结果如表1所示。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。