一种聚乳酸短毛绒制备方法及应用
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及一种聚乳酸短毛绒制备方法及应用。
背景技术
超柔短毛绒是一种针织经编绒类制备方法及应用,超柔短毛绒是短毛绒的一种(最新品种)短毛绒系列产品具有手感细腻柔软、悬垂性好、耐磨性强、吸湿性较好等特点,一直被用于家纺、装饰、玩具、服装等领域,深受广大消费者的喜爱。经编纶超柔短毛绒生产工艺是由面丝、中丝和底丝三部分织造而成,面型一般采用75dtex/144F涤纶低弹丝,底丝和中丝采用50dtex/24F的涤纶长丝。
随着超柔短毛绒生产进入市场后,人们对绒类产品四件套深受欢迎,由于绒类面料具有柔软,保暖的功能。中国专利号CN20171084036.1(一种超柔短毛绒面料的生产工艺),公开文献(经编涤纶超柔短毛绒生产工艺),聚酯工业(浅谈经编涤纶超柔短毛绒生产工艺)等等。并非限于上面提及的专利、文献各有独特的技术效果,但是由于近年来随着人民对作为寝室用品的四件套面料要求即绒类要求的不断提高,并不局限于超柔透气性、保暖性之类的传统指标,而是希望四件套(床单、被套、枕头-2)还具有诸多的有益于使用者健康的指标。具体而言,希望四件套在不失前述柔软透气性、保暖性之类的功能前提下还具有诸如抗菌、防螨、防静电、天然植物纤维,更能亲肤的功能。中国专利号CN20171084036.1(一种超柔短毛绒面料的生产工艺),公开文献(经编涤纶超柔短毛绒生产工艺),聚酯工业(浅谈经编涤纶超柔短毛绒生产工艺)等等。以上生产的短毛绒具有良好的保暖性和柔软性,但是不具有抗菌、防螨、防静电、天然植物纤维,更能亲肤的功能。
发明内容
本发明的任务在于提供一种有助于在不失良好手感细腻柔软、悬垂性好等特点的前提下体现理想的抗菌、防螨、防静电、天然植物纤维,更能亲肤的功能。一种新型聚乳酸短毛绒制备方法。
本发明前述的聚乳酸短毛绒是用聚乳酸纤维制备而成。聚乳酸是一种新型的生物降解材料,使用可再生的植物资源(如玉米),所提取的淀粉原料制成。淀粉原料,经由糖化得到葡萄糖,再由葡萄及一定的菌种发酵制成高纯度的乳酸,再通过化学合成方法,合成一定分子量的聚乳酸,其具有良好的生物可降解性,使使用后,能被自然界中的微生物完全降解,最终生成二氧化碳和水,不污染环境,对保护环境非常有利。聚乳酸是唯一具有优良抑菌及抗霉特性的材料。聚乳酸是一种亲肤材料。
本发明的目的是解决现有化学纤维毛毯存在的缺陷,制造一种有助于在不失保暖性、柔软性、优异的抑菌、防霉、防静电,亲肤的一种聚乳酸短毛绒。
本发明的任务是这样来完成的,一种聚乳酸短毛绒制备方法,包括面丝、中丝和底丝。所述面丝的原料为双组份的聚乳酸与聚酯纤维规格为50-150D/0.39-2.7dtex的DTY低弹丝,所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片,并经双螺杆熔融纺丝得到POY再加弹得到的。外面是聚乳酸,里面是聚酯切片。所述中丝和底丝的原料是FDY涤纶长丝,所述中丝和底丝面料中占比30-45%的规格为50-100D的涤纶长丝,而所述面丝的原料聚乳酸DTY低弹丝在面料中占比70-55%。所述面丝DTY低弹丝是聚乳酸与聚酯切片的占比为30-50%-70-50%。
附图说明:
为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
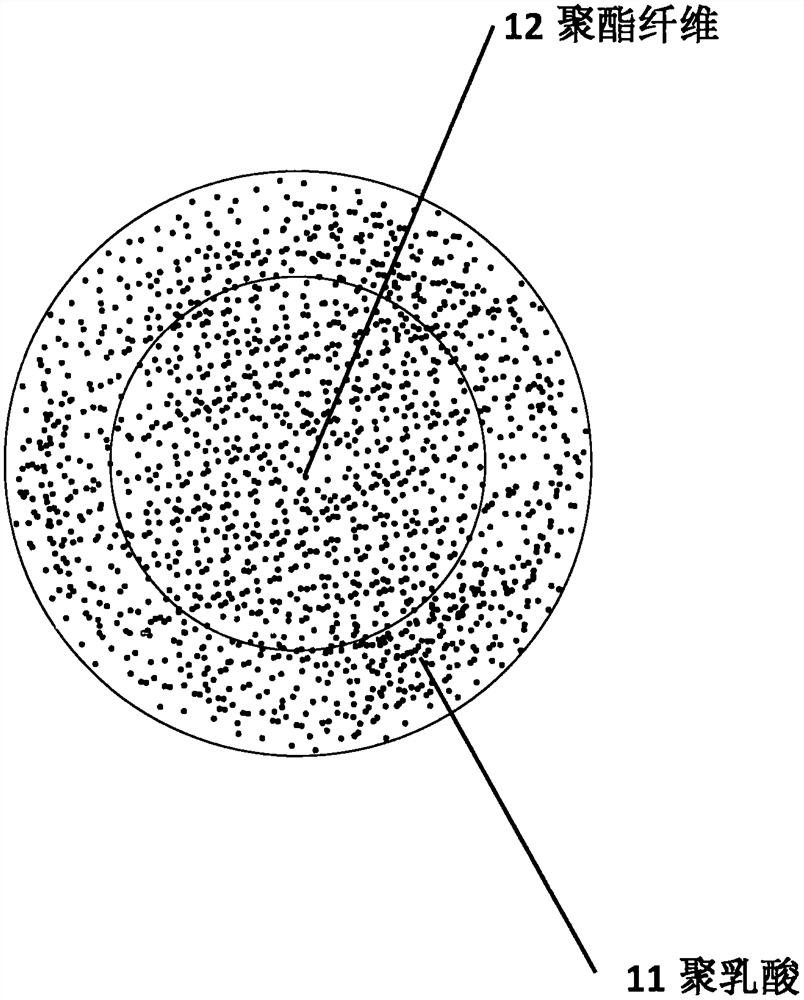
图1是本发明的聚乳酸与聚酯切片双组份横截面示意图:
图1-11聚乳酸
图1-12聚酯纤维
本发明的另一任务是这样来完成的,一种聚乳酸短毛绒制备方法的加工方法,包括以下步骤;
A)原料准备,选取作为面丝的原料以及迭取作为中丝和底丝的原料,将含有聚乳酸与聚酯切片的双组份面丝规格50-150D/0.39-2.7dtex的DTY低弹丝,①所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片双组份,并经双螺杆熔融纺丝得到POY再加弹得到的作为面丝的原料;②将规格为50-100D的FDY涤纶长丝作为中丝和底丝的原料.所述中丝和底丝的原料为含面料重量为30-45%,而所述面丝的原料为面料重量中占比为70-55%。
B)整经织造,由整经机对步骤A)得到的作为面丝的原料所述聚乳酸与聚酯纤维的DTY低弹丝以及作为中丝和底丝组织的涤纶长丝原料分开整经,得到盘头。织造,采用德国卡尔迈耶经编机对步骤B)得到的盘头进行织造,取得胚布。
C)预定型,将胚布在拉幅定型机上温度200℃走布速度60S。
D)拉毛烫剪,采用钢丝起毛机拉毛,顺毛进机烫剪。
E)印染,采用高温高压喷射溢流染色机,倒毛进缸染色,顺毛进印花机印花。采用分散染料,同时加入抗菌剂调成色浆进行印染。
F)柔软处理,将印花染色后产品进行上柔处理,柔软剂浓度为1.5/L
G)烫剪,使用热风将制备方法及应用表面长短不一的绒毛吹起来,并将其修剪平整。
H)成品定型,定型机温度为160℃,车速25-30m/min,顺毛进机走布,得到聚乳酸短毛绒。
本发明提供的技术效果在于,结合了聚乳酸与聚酯纤维双组份的面丝,能有效的使单一的聚乳酸丝织造时因强度不够易断丝的问题。及单一的聚酯酸纤维强力高但不亲肤的原料。
本发明提供的技术方案的技术效果在于:由于面丝的原料采用了聚乳酸与聚酯纤维双组份的原料,能体现优良的保暖性,柔软性及抑菌、防霉、防静电,更能起到天然植物纤维亲肤的功能。
本发明提供的技术方案的效果在于:由于聚乳酸胚布在印花染色过程,采用了将抗菌剂放入染料中,经过印染时高温高压的渗入布中,不易挥发起到长久的抗菌效果。提供的加工方法能保障所述技术效果得以全面体现。
具体实施方式
下面将实施例的技术方案进行清楚,完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获的所有其他实施例,都属于本发明保护的范围。
实施例1
A)原料准备,迭取作为面丝的原料以及迭取作为中丝和底丝的原料,将含有聚乳酸与聚酯切片的双组份面丝规格75D的DTY低弹丝,①所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片双组份,并经双螺杆熔融纺丝得到POY再加弹得到的作为面丝的原料;②将规格为50D的FDY涤纶长丝作为中丝和底丝的原料.所述中丝和底丝的原料为含面料重量为35%,而所述面丝的原料为面料重量中占比为65%。
B)整经织造,由整经机对步骤A)得到的作为面丝的原料的所述聚乳酸与聚酯纤维的DTY低弹丝以及作为中丝和底丝组织的涤纶长丝原料分开整经,得到盘头。织造,采用德国卡尔迈耶经编机对步骤B)得到的盘头进行织造,取得胚布。
C)预定型,将胚布在拉幅定型机上温度200℃走布速度60S。
D)拉毛烫剪,采用钢丝起毛机拉毛,顺毛进机烫剪。
E)印染,采用高温高压喷射溢流染色机,倒毛进缸染色,顺毛进印花机印花。采用分散染料,同时加入抗菌剂调成色浆进行印染。
F)柔软处理,将印花染色后产品进行上柔处理,柔软剂浓度为1.5/L
G)烫剪,使用热风将制备方法及应用表面长短不一的绒毛吹起来,并将其修剪平整。
H)成品定型,定型机温度为160℃,车速25m/min,顺毛进机走布,得到聚乳酸短毛绒。
实施例2
A)原料准备,迭取作为面丝的原料以及迭取作为中丝和底丝的原料,将含有聚乳酸与聚酯切片的双组份面丝规格100D的DTY低弹丝,①所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片双组份,并经双螺杆熔融纺丝得到POY再加弹得到的作为面丝的原料;②将规格为50D的FDY涤纶长丝作为中丝和底丝的原料.所述中丝和底丝的原料为含面料重量为30%,而所述面丝的原料为面料重量中占比为70%。
B)整经织造,由整经机对步骤A)得到的作为面丝的原料的所述聚乳酸与聚酯纤维的DTY低弹丝以及作为中丝和底丝组织的涤纶长丝原料分开整经,得到盘头。织造,采用德国卡尔迈耶经编机对步骤B)得到的盘头进行织造,取得胚布。
C)预定型,将胚布在拉幅定型机上温度200℃走布速度60S。
D)拉毛烫剪,采用钢丝起毛机拉毛,顺毛进机烫剪。
E)印染,采用高温高压喷射溢流染色机,倒毛进缸染色,顺毛进印花机印花。采用分散染料,同时加入抗菌剂调成色浆进行印染。
F)柔软处理,将印花染色后产品进行上柔处理,柔软剂浓度为1.5/L
G)烫剪,使用热风将制备方法及应用表面长短不一的绒毛吹起来,并将其修剪平整。
H)成品定型,定型机温度为160℃,车速25m/min,顺毛进机走布,得到聚乳酸短毛绒。
实施例3
A)原料准备,迭取作为面丝的原料以及迭取作为中丝和底丝的原料,将含有聚乳酸与聚酯切片的双组份面丝规格150D的DTY低弹丝,①所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片双组份,并经双螺杆熔融纺丝得到POY再加弹得到的作为面丝的原料;②将规格为100D的FDY涤纶长丝作为中丝和底丝的原料.所述中丝和底丝的原料为含面料重量为42%,而所述面丝的原料为面料重量中占比为58%。
B)整经织造,由整经机对步骤A)得到的作为面丝的原料的所述聚乳酸与聚酯纤维的DTY低弹丝以及作为中丝和底丝组织的涤纶长丝原料分开整经,得到盘头。织造,采用德国卡尔迈耶经编机对步骤B)得到的盘头进行织造,取得胚布。
C)预定型,将胚布在拉幅定型机上温度200℃走布速度60S。
D)拉毛烫剪,采用钢丝起毛机拉毛,顺毛进机烫剪。
E)印染,采用高温高压喷射溢流染色机,倒毛进缸染色,顺毛进印花机印花。采用分散染料,同时加入抗菌剂调成色浆进行印染。
F)柔软处理,将印花染色后产品进行上柔处理,柔软剂浓度为1.5/L
G)烫剪,使用热风将制备方法及应用表面长短不一的绒毛吹起来,并将其修剪平整。
H)成品定型,定型机温度为160℃,车速28m/min,顺毛进机走布,得到聚乳酸短毛绒。
实施例4
A)原料准备,迭取作为面丝的原料以及迭取作为中丝和底丝的原料,将含有聚乳酸与聚酯切片的双组份面丝规格68D的DTY低弹丝,①所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片双组份,并经双螺杆熔融纺丝得到POY再加弹得到的作为面丝的原料;②将规格为75D的FDY涤纶长丝作为中丝和底丝的原料.所述中丝和底丝的原料为含面料重量为43%,而所述面丝的原料为面料重量中占比为57%。
B)整经织造,由整经机对步骤A)得到的作为面丝的原料的所述聚乳酸与聚酯纤维的DTY低弹丝以及作为中丝和底丝组织的涤纶长丝原料分开整经,得到盘头。织造,采用德国卡尔迈耶经编机对步骤B)得到的盘头进行织造,取得胚布。
C)预定型,将胚布在拉幅定型机上温度200℃走布速度60S。
D)拉毛烫剪,采用钢丝起毛机拉毛,顺毛进机烫剪。
E)印染,采用高温高压喷射溢流染色机,倒毛进缸染色,顺毛进印花机印花。采用分散染料,同时加入抗菌剂调成色浆进行印染。
F)柔软处理,将印花染色后产品进行上柔处理,柔软剂浓度为1.5/L
G)烫剪,使用热风将制备方法及应用表面长短不一的绒毛吹起来,并将其修剪平整。
H)成品定型,定型机温度为160℃,车速28m/min,顺毛进机走布,得到聚乳酸短毛绒。
实施例5
A)原料准备,迭取作为面丝的原料以及迭取作为中丝和底丝的原料,将含有聚乳酸与聚酯切片的双组份面丝规格50D的DTY低弹丝,①所述聚乳酸DTY低弹丝是聚乳酸与聚酯切片双组份,并经双螺杆熔融纺丝得到POY再加弹得到的作为面丝的原料;②将规格为68D的FDY涤纶长丝作为中丝和底丝的原料.所述中丝和底丝的原料为含面料重量为45%,而所述面丝的原料为面料重量中占比为55%。
B)整经织造,由整经机对步骤A)得到的作为面丝的原料的所述聚乳酸与聚酯纤维的DTY低弹丝以及作为中丝和底丝组织的涤纶长丝原料分开整经,得到盘头。织造,采用德国卡尔迈耶经编机对步骤B)得到的盘头进行织造,取得胚布。
C)预定型,将胚布在拉幅定型机上温度200℃走布速度60S。
D)拉毛烫剪,采用钢丝起毛机拉毛,顺毛进机烫剪。
E)印染,采用高温高压喷射溢流染色机,倒毛进缸染色,顺毛进印花机印花。采用分散染料,同时加入抗菌剂调成色浆进行印染。
F)柔软处理,将印花染色后产品进行上柔处理,柔软剂浓度为1.5/L
G)烫剪,使用热风将制备方法及应用表面长短不一的绒毛吹起来,并将其修剪平整。
H)成品定型,定型机温度为160℃,车速30m/min,顺毛进机走布,得到聚乳酸短毛绒。
按照GB/T20944.3-2008《纺织品抗菌性能的评价第3部分:振荡法》,对本发明实施例1-3所制备的纤维素纤维进行金黄葡萄球菌(AATCC6538)、大肠杆菌(AATCC8739)及白色念珠菌(AATCC10231)的抗菌效果测试,其中,抗菌性能依照GB/T20944.3-2008,纺织品抗菌性能的评价第3部分测定对本发明实施例1-3所制备的纤维素纤维进行抗菌测试,按照BSEN14119-2003标准对防霉性进行测试,其测试结果如表1所示。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。