一种铝包钢绞线制造绞合收卷一体机
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及钢绞线加工技术领域,特别涉及一种铝包钢绞线制造绞合收卷一体机。
背景技术
钢绞线是由多根钢丝经过绞合构成的钢铁制品,钢丝表面可以根据需要增加镀锌层、锌铝合金层、包铝层等;钢绞线制造时首先将碳钢进行拉丝,之后将多根的钢丝进行旋转绞合成型,钢绞线主要起到牵引和拉升的作用,从而被广泛用于桥梁、吊装、建筑、水利和能源等领域。
目前,现有的设备在针对钢丝绞合成钢绞线时,通常存在以下不足:1、现有设备通常只能直接对钢绞线进行绞合,不能在钢绞线绞合前对钢绞线进行矫正处理,钢绞线易出现折弯或者不规则的现象,从而降低了钢绞线之间绞合的紧贴性,且钢绞线之间易出现缝隙,降低了钢绞线成型的效果;2、现有的设备通常只能绞合出一根钢绞线,不能同时绞合出多根钢绞线,使得钢绞线成型的效率低。
发明内容
为了解决上述问题,本发明采用以下技术方案,一种铝包钢绞线制造绞合收卷一体机,包括放置板、绞合装置、驱动装置、辅助装置和收卷装置,所述的放置板上端从左至右依次安装有绞合装置、辅助装置和收卷装置,绞合装置后方设置有驱动装置,驱动装置与放置板上端固定连接,驱动装置通过皮带与绞合装置滑动连接。
所述的绞合装置包括支撑板、旋转板、转动环、圆杆、矫正机构、变向板、盛放机构和导向机构,所述的放置板上端安装有支撑板,支撑板中部沿其长度方向均匀设置有多个圆孔,圆孔内壁通过轴承转动连接有旋转板,旋转板左侧设置有转动环,转动环右端通过连接杆与支撑板固定连接,转动环内侧壁均匀设置有多个轮齿,旋转板左端安装有圆杆,圆杆外表面周向均匀设置有多个矫正机构,矫正机构与圆杆固定连接,圆杆外表面靠近左侧安装有变向板,圆杆左端安装有盛放机构,旋转板右端中部安装有导向机构,具体工作时,首先通过人工的方式将多个成卷的钢绞线安装在盛放机构上,人工牵引多股钢绞线的一端依次穿过变向板、矫正机构、旋转板和导向机构,矫正机构对钢绞线进行矫正处理,确保钢绞线处于圆柱结构,之后人工将多股的钢绞线端部进行绞合,最后人工将绞合的钢绞线穿过辅助装置与收卷装置固定连接。
所述的矫正机构包括连接板、半圆管、滑动柱、下压弧板、一号矫正单元、二号矫正单元、卡接环、连杆和传动齿轮,所述的连接板与圆杆固定连接,连接板外端转动连接有半圆管,半圆管上端外侧前后对称安装有滑动柱,滑动柱外表面滑动连接有下压弧板,下压弧板外侧设置有滑动凸起,滑动凸起与连接板滑动配合,滑动凸起截面呈T型结构,下压弧板内部左右对称设置有一号矫正单元,一号矫正单元贯穿下压弧板且与其滑动连接,半圆管内部左右对称设置有二号矫正单元,二号矫正单元与半圆管贯穿滑动连接,二号矫正单元结构与一号矫正单元结构一致,半圆管外表面左右对称滑动连接有卡接环,半圆管右端安装有连杆,连杆右端安装有传动齿轮,传动齿轮中部设置有圆柱孔,传动齿轮与轮齿啮合。
优选的,所述的驱动装置包括驱动电机和皮带轮,所述的驱动电机与放置板固定连接,驱动电机的输出轴上安装有皮带轮。
优选的,所述的辅助装置包括辅助板和限位环,所述的放置板上端安装有辅助板,辅助板中部均匀开设有多个出料孔,出料孔左端安装有限位环。
优选的,所述的收卷装置包括安装板、旋转杆、收卷架和收卷电机,所述的放置板上端前后对称安装有安装板,安装板之间转动连接有旋转杆,旋转杆外表面均匀卡接有多个收卷架,收卷架与旋转杆之间设置有橡胶套,旋转杆后端通过锁紧螺杆螺纹连接有收卷电机的输出轴,收卷电机通过电机座与安装板固定连接。
优选的,所述的盛放机构包括转动板、转动架、限位板和限位螺杆,所述的转动板与圆杆固定连接,转动板右端沿其周向均匀设置有多个转动架,转动架呈U型结构,转动架侧壁开设有转动开口,转动开口侧壁滑动连接有限位板,限位板呈T型结构,限位板与转动架侧壁之间螺纹连接有限位螺杆,转动架端部开设有弧形开口。
优选的,所述的导向机构包括导向杆、支杆和导向管,所述的导向杆与旋转板固定连接,导向杆右端设置有半圆形凸起,导向杆外表面均匀周向设置有多个支杆,支杆与导向杆固定连接,支杆外端倾斜安装有导向管,导向管内壁均匀安装有多个清理刷。
优选的,所述的一号矫正单元包括矫正杆、矫正板和连接弹簧,所述的矫正杆贯穿下压弧板且与其滑动连接,矫正杆内端安装有矫正板,矫正板呈弧形结构,矫正板内端均匀转动连接有滚珠,矫正板上端与下压弧板之间固定连接有连接弹簧。
优选的,所述的变向板侧壁均匀开设有多个矩形开口,矩形开口侧壁转动连接有变向辊。
优选的,所述的旋转板外表面靠近左侧对称开设有环形槽,旋转板之间通过传动带进行联动,传动带与环形槽传动配合,位于后侧的环形槽与皮带传动连接,旋转板内部均匀周向开设有多个滑动通孔。
优选的,所述的卡接环内端设置有斜面,斜面外侧均匀开设有多个方形开口,方形开口与矫正杆滑动配合。
本发明的有益效果在于:1.本发明提供的铝包钢绞线制造绞合收卷一体机中所采用的绞合装置可以在多股钢绞线绞合前对钢绞线进行整形处理,确保钢绞线处于圆柱状态,从而提高了钢绞线之间绞合的紧贴性,避免钢绞线之间出现缝隙的现象。
2.本发明提供的铝包钢绞线制造绞合收卷一体机中所采用的绞合装置可以同时绞合出多个钢绞线,从而增加了钢绞线成型的效率,并且,在钢绞线成型前对钢绞线进行清理,从而确保了钢绞线的洁净度。
3.本发明提供的铝包钢绞线制造绞合收卷一体机中所采用的绞合装置可以在一定范围内根据所需钢绞线的股数进行安装,从而实现了绞合出不同股数钢绞线的功能,提高了设备的灵活性。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的第一结构立体示意图(从左往右看)。
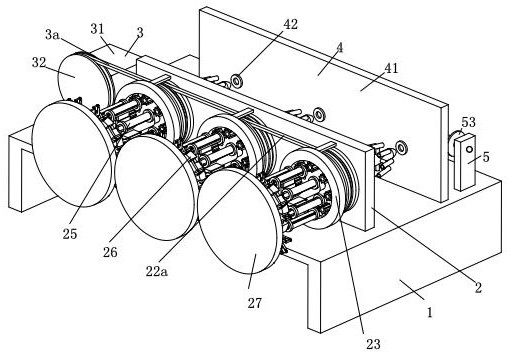
图2是本发明的第二结构立体示意图(从右往左看)。
图3是本发明的主视图。
图4是本发明的剖视图。
图5是本发明图3中A-A的剖视图。
图6是本发明矫正机构的剖视图。
图中:1、放置板;2、绞合装置;21、支撑板;22、旋转板;22a、传动带;23、转动环;24、圆杆;25、矫正机构;251、连接板;252、半圆管;253、滑动柱;254、下压弧板;255、一号矫正单元;2551、矫正杆;2552、矫正板;2553、连接弹簧;256、二号矫正单元;257、卡接环;258、连杆;259、传动齿轮;26、变向板;26a、变向辊;27、盛放机构;271、转动板;272、转动架;273、限位板;274、限位螺杆;28、导向机构;281、导向杆;282、支杆;283、导向管;3、驱动装置;3a、皮带;4、辅助装置;41、辅助板;42、限位环;5、收卷装置;51、安装板;52、旋转杆;53、收卷架;54、收卷电机;55、锁紧螺杆。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1至图6所示,一种铝包钢绞线制造绞合收卷一体机,包括放置板1、绞合装置2、驱动装置3、辅助装置4和收卷装置5,所述的放置板1上端从左至右依次安装有绞合装置2、辅助装置4和收卷装置5,绞合装置2后方设置有驱动装置3,驱动装置3与放置板1上端固定连接,驱动装置3通过皮带3a与绞合装置2滑动连接。
所述的绞合装置2包括支撑板21、旋转板22、转动环23、圆杆24、矫正机构25、变向板26、盛放机构27和导向机构28,所述的放置板1上端安装有支撑板21,支撑板21中部沿其长度方向均匀设置有多个圆孔,圆孔内壁通过轴承转动连接有旋转板22,旋转板22左侧设置有转动环23,转动环23右端通过连接杆与支撑板21固定连接,转动环23内侧壁均匀设置有多个轮齿,旋转板22左端安装有圆杆24,圆杆24外表面周向均匀设置有多个矫正机构25,矫正机构25与圆杆24固定连接,圆杆24外表面靠近左侧安装有变向板26,所述的变向板26侧壁均匀开设有多个矩形开口,矩形开口侧壁转动连接有变向辊26a,圆杆24左端安装有盛放机构27,所述的盛放机构27包括转动板271、转动架272、限位板273和限位螺杆274,所述的转动板271与圆杆24固定连接,转动板271右端沿其周向均匀设置有多个转动架272,转动架272呈U型结构,转动架272侧壁开设有转动开口,转动开口侧壁滑动连接有限位板273,限位板273呈T型结构,限位板273与转动架272侧壁之间螺纹连接有限位螺杆274,旋转板22右端中部安装有导向机构28,转动架272端部开设有弧形开口;具体工作时,首先通过机械辅助的方式将成卷的钢丝卷放置在转动开口内部,然后通过限位螺杆274将限位板273与转动架272进行固定连接,此时弧形开口与转动开口配合对成卷的钢绞线进行限位,人工牵引多股钢绞线的一端并将其依次穿过变向板26、矫正机构25、旋转板22和导向机构28,变向辊26a起到对钢绞线进行变向的作用,使得钢绞线处于水平状态,矫正机构25对钢绞线进行矫正处理确保钢绞线处于圆柱形状,之后人工将多股的钢绞线端部进行绞合,钢绞线进行绞合过程中,钢绞线与转动架272能够发生相对转动,使得钢绞线卷能够顺畅放卷,最后人工将绞合的钢绞线穿过辅助装置4与收卷装置5固定连接。
所述的矫正机构25包括连接板251、半圆管252、滑动柱253、下压弧板254、一号矫正单元255、二号矫正单元256、卡接环257、连杆258和传动齿轮259,所述的连接板251与圆杆24固定连接,连接板251外端转动连接有半圆管252,半圆管252上端外侧前后对称安装有滑动柱253,滑动柱253外表面滑动连接有下压弧板254,下压弧板254外侧设置有滑动凸起,滑动凸起与连接板251滑动配合,滑动凸起截面呈T型结构,下压弧板254内部左右对称设置有一号矫正单元255,一号矫正单元255贯穿下压弧板254且与其滑动连接,所述的一号矫正单元255包括矫正杆2551、矫正板2552和连接弹簧2553,所述的矫正杆2551贯穿下压弧板254且与其滑动连接,矫正杆2551内端安装有矫正板2552,矫正板2552呈弧形结构,矫正板2552内端均匀转动连接有滚珠,矫正板2552上端与下压弧板254之间固定连接有连接弹簧2553,半圆管252内部左右对称设置有二号矫正单元256,二号矫正单元256与半圆管252贯穿滑动连接,二号矫正单元256结构与一号矫正单元255结构一致,半圆管252外表面左右对称滑动连接有卡接环257,半圆管252右端安装有连杆258,连杆258右端安装有传动齿轮259,传动齿轮259中部设置有圆柱孔,传动齿轮259与轮齿啮合,具体工作时,首先通过人工的方式将钢绞线从半圆管252和下压弧板254之间穿过,之后人工将下压弧板254进行压合,下压弧板254带动一号矫正单元255进行移动,人工将卡接环257套在半圆管252和下压弧板254两端外侧,使得半圆管252和下压弧板254能够收拢,同时卡接环257对一号矫正单元255和二号矫正单元256进行推挤,使得一号矫正单元255和二号矫正单元256紧贴在钢绞线表面,卡接环257通过对矫正杆2551进行挤压,能够使矫正板2552上的滚珠与钢绞线紧贴,最后启动驱动装置3,驱动装置3通过皮带3a带动旋转板22转动,旋转板22通过圆杆24带动连接板251转动,半圆管252会随连接板251同步转动,同时圆杆24带动盛放机构27进行转动,半圆管252通过连杆258带动传动齿轮259旋转,传动齿轮259与转动环23上的轮齿配合,实现带动半圆管252和下压弧板254进行自转的功能,从而带动矫正板2552上的滚珠对钢绞线表面进行旋转整形,确保钢绞线在绞合时处于规则的柱形结构,提高了钢绞线的绞合效果。
所述的旋转板22外表面靠近左侧对称开设有环形槽,旋转板22之间通过传动带22a进行联动,传动带22a与环形槽传动配合,位于后侧的环形槽与皮带3a传动连接,旋转板22内部均匀周向开设有多个滑动通孔,滑动通孔对钢绞线进行导向,使得钢绞线能够从矫正机构25传送到导向机构28内,具体工作时,环形槽与传动带22a配合,实现旋转板22之间联动的功能,位于后侧的环形槽与皮带3a连接,实现驱动传动的功能。
所述的卡接环257内端设置有斜面,斜面外侧均匀开设有多个方形开口,方形开口与矫正杆2551滑动配合,具体工作时,斜面与矫正杆2551配合,实现对矫正杆2551进行挤压的功能,方形开口起到对矫正杆2551进行限位的功能,避免矫正杆2551出现晃动的现象,提高了矫正的稳定性。
所述的导向机构28包括导向杆281、支杆282和导向管283,所述的导向杆281与旋转板22固定连接,导向杆281右端设置有半圆形凸起,导向杆281外表面均匀周向设置有多个支杆282,支杆282与导向杆281固定连接,支杆282外端倾斜安装有导向管283,导向管283内壁均匀安装有多个清理刷,具体工作时,通过人工的方式将钢绞线穿过导向管283,导向管283对钢绞线起到导向的作用,导向管283内的清理刷起到对钢绞线进行清理的功能,避免钢绞线表面的污渍对绞合造成影响,钢绞线从导向管283导出后,由于钢绞线处于旋转状态,从而钢绞线能够在收卷前进行绞合。
所述的辅助装置4包括辅助板41和限位环42,所述的放置板1上端安装有辅助板41,辅助板41中部均匀开设有多个出料孔,出料孔左端安装有限位环42,具体工作时,人工将绞合的钢绞线穿过限位环42和出料孔,限位环42对绞合的钢绞线进行限位,避免绞合的钢绞线出现松散的现象,从而提高了钢绞线绞合的效果。
所述的驱动装置3包括驱动电机31和皮带轮32,所述的驱动电机31与放置板1固定连接,驱动电机31的输出轴上安装有皮带轮32,具体工作时,人工启动驱动电机31,驱动电机31通过皮带轮32带动皮带3a转动,皮带3a通过旋转板22带动圆杆24转动,从而带动矫正机构25对钢绞线进行矫正。
所述的收卷装置5包括安装板51、旋转杆52、收卷架53和收卷电机54,所述的放置板1上端前后对称安装有安装板51,安装板51之间转动连接有旋转杆52,旋转杆52外表面均匀卡接有多个收卷架53,收卷架53与旋转杆52之间设置有橡胶套,旋转杆52后端通过锁紧螺杆55螺纹连接有收卷电机54的输出轴,收卷电机54通过电机座与安装板51固定连接,具体工作时,首先,通过人工的方式将绞合的钢绞线与收卷架53固定连接,之后,人工启动收卷电机54,收卷电机54通过旋转杆52带动收卷架53对绞合的钢绞线进行收卷,最后,收卷完成后,人工将锁紧螺杆55拿出,并将旋转杆52从安装板51上滑出,人工将收卷架53上的钢绞线进行取出。
采用铝包钢绞线制造绞合收卷一体机对多股单根钢丝线进行绞合时具体方法如下:S1、钢丝选择:通过机械辅助的方式将成型的钢绞线进行收卷。
S2、安装准备:通过机械辅助的方式将成卷的钢绞线放置在转动开口内部,之后,人工将转动架272与转动开口配合,最后,人工转动限位螺杆274,限位螺杆274将限位板273与转动架272进行固定连接。
S3、绞合加工:首先,人工牵引多股钢绞线的一端,并从变向板26、半圆管252与下压弧板254之间、旋转板22和导向机构28穿过,之后,人工绞合多股钢绞线的端部,并穿过限位环42和出料孔与收卷架53连接,最后,人工将下压弧板254进行压合,下压弧板254带动矫正杆2551进行压合,人工推动卡接环257,卡接环257对半圆管252和下压弧板254进行连接,同时,卡接环257对矫正杆2551进行挤压,矫正板2552带动滚珠与钢绞线紧贴,人工启动驱动电机31,驱动电机31通过皮带轮32带动皮带3a转动,皮带3a通过旋转板22带动圆杆24转动,圆杆24带动盛放机构27进行转动,同时,圆杆24带动连接板251转动,连接板251带动半圆管252转动,半圆管252通过连杆258带动传动齿轮259旋转,传动齿轮259与转动环23上的轮齿配合带动半圆管252和下压弧板254进行转动,从而带动一号矫正单元255和二号矫正单元256对钢绞线表面进行旋转整形。
S4、收纳入库:人工启动收卷电机54,收卷电机54通过旋转杆52带动收卷架53对绞合的钢绞线进行收卷,之后,收卷完成后,人工将锁紧螺杆55拿出,并将旋转杆52从安装板51上滑出,人工将收卷架53上的钢绞线进行取出。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。