浮标用防生物附着包塑钢缆及其制备方法、浮标锚系系统
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及海洋浮标锚定技术领域,具体涉及一种浮标用防生物附着包塑钢缆及其制备方法、浮标锚系系统。
背景技术
海洋观测浮标是一个无人的自动海洋观测站,它能在任何恶劣的环境下进行全天候的工作,能按规定要求长期、连续地为海洋科学研究收集所需资料。
锚系系统是海洋观测浮标的重要组成部分,其中,锚系系统的上部锚系部分通常采用包塑钢缆。包塑钢缆通常有三个作用,其一是浮标系泊作用,其二是把测量海水指标的水下传感器悬挂固定在包塑钢缆上,其三是进行水下传感器的信号传输,包塑钢缆作为数据通信通道,利用水下传感器和水上接收器的耦合线圈的电磁耦合作用,可以完成水下传感器和水上接收器的数据通信。包塑钢缆的两端裸露在海水中作为电极,利用海水的导电特性,包塑钢缆和海水构成一个完整的闭合回路,成为数据通信的信道;利用水下传感器和水面接收器之间耦合线圈间的电磁耦合作用,实现水下传感器向水面接收器的数据传输。
目前使用的包塑钢缆的技术缺陷在于防海洋生物附着性能较差,包塑钢缆被生物附着后重量增加,流阻力增大,增加锚系系统的工作负荷,影响锚系系统的使用安全。目前防附着方法主要为产品外部添加涂层,容易造成涂层脱落污染环境、防附着性能下降等问题。
发明内容
针对包塑电缆防生物附着性能差等技术问题,本发明提供一种浮标用防生物附着包塑钢缆及其制备方法、浮标锚系系统,具有优异的防生物附着性能,使包塑钢缆能够在海洋恶劣环境下长期使用,提高了包塑钢缆的使用寿命和安全性能;同时,本发明包塑电缆还具有良好的抗老化性能和防打结性能。本发明制得的包塑电缆可广泛应用于浮标锚系系统中,改善浮标的系泊效果。
第一方面,本发明提供一种浮标用防生物附着包塑钢缆,包括钢丝绳内芯及包覆于钢丝绳内芯外部的包塑层;
钢丝绳内芯为由三股钢丝股捻制而成的不旋转钢丝绳,每股钢丝股由中心丝、中间填充丝、外层丝捻制而成,中心丝为一根,中间填充丝为九根,外层丝为九根;钢丝股的捻向与钢丝绳内芯的捻向相反;
包塑层包括如下组分:HDPE(高密度聚乙烯)、抗氧剂1010、EVA(乙烯-醋酸乙烯共聚物)、色母粒、硅酮母粒、紫外线吸收剂、纳米银抗菌剂、辣椒碱。
进一步的,钢丝绳内芯直径为9.5mm,捻距为70~80mm;中心丝直径为1.3mm,中间填充丝直径为0.7mm,外层丝直径为1.2mm,钢丝股捻距为35~40mm。
进一步的,包塑钢缆直径为11.5~15.5mm。
进一步的,以HDPE用量计,抗氧剂1010用量为0.3%~0.5%,EVA3.5%~5%,色母粒用量为1%~2%,硅酮母粒用量为1%~1.6%,紫外线吸收剂用量为0.5%~0.8%,纳米银抗菌剂用量为0.5%~1%,辣椒碱用量为3%~5%。更进一步,HDPE熔融指数为0.8~1.2 g/10min,拉伸强度为25~28 MPa,体积电阻率大于1×1015;EVA中VA(醋酸乙烯)含量为18%~22%;纳米银抗菌剂粒径为20~30nm。
第二方面,本发明提供一种浮标用防生物附着包塑钢缆的制备方法,包括如下步骤:
S1、将材质为70#碳钢的碳钢盘条经拉拔后分别获得直径为1.3mm的中心丝、直径为0.7mm的中间填充丝、直径为1.2mm的外层丝;
S2、将步骤S1中中心丝、中间填充丝、外层丝捻股制得钢丝股,钢丝股结构为1+9+9;
S3、将3根步骤S2中的钢丝股合绳捻制成钢丝绳内芯,钢丝绳内芯结构为3×19,捻制时钢丝绳内芯捻向与钢丝股捻向相反;
S4、将包塑层各组分混合后经螺杆挤出机熔融挤出对钢丝绳内芯包塑,即得成品。
进一步的,步骤S1中,中心丝、中间填充丝、外层丝均进行热镀锌处理,锌液温度为460℃,锌层质量为115~120 g/m
进一步的,步骤S4中,钢丝绳内芯包塑前进行感应预热,钢丝绳经过感应加热后再包塑,可与包塑层结合更为紧密。
进一步的,步骤S4中,钢丝绳内芯包塑的具体工艺为,包塑层各组分混合后经螺杆挤出机机筒第一区、第二区、第三区、第四区,模具第一区、第二区、第三区熔融挤出,进入包塑模口;螺杆挤出机机筒第一区、第二区、第三区、第四区温度设置分别为155~165℃、165~175℃、165~175℃、175~185℃,模具第一区、第二区、第三区温度设置分别为185~175℃、185~175℃、175~165℃。
进一步的,包塑用模口采用定制挤压式模口,包塑模口的内模口直径比钢丝绳内芯直径大0.2~0.5mm,外模口直径与成品直径相等,其作用在于,冷却后包塑层与钢丝绳内芯贴合紧密,减少包塑层与钢丝绳内芯的磨损。本发明挤压模具粗糙度Ra小于0.032um。冷却水槽长度为5~10m,水温控制在25~30℃。牵引机与调直机速度比为1.5~2:1。
第三方面,本发明提供一种浮标锚系系统,包括本发明所述的浮标用防生物附着包塑钢缆。
本发明的有益效果在于:
(1)本发明包塑电缆采用钢丝绳内芯,该结构钢丝绳不仅防旋转性能好,且防打结性能优异,同时镀锌后耐腐蚀性能提高;
(2)本发明包塑层为对HDPE改性后的混合料,具体为:
(21)本发明通过在HDPE中加入硅酮母粒,提高了包塑钢缆表面光滑度,提升了产品质量,且有利于物料脱模,提高了产品加工性;
(22)本发明包塑层中加入EVA能够提高HDPE韧性,增强产品耐环境应力开裂性;
(23)本发明包塑层中加入抗氧剂1010、紫外线吸收剂,提高了HDPE耐光、抗老化性能,提高产品使用周期;
(24)本发明包塑层中加入纳米银抗菌剂、辣椒碱,银离子具有广谱抗菌性,与细胞接触反应,造成细菌固有成分被破坏,还会抑制蛋白质的合成,导致细菌死亡,无法生长繁殖;辣椒素不仅对危害最大的藤壶有特效,而且对其它水生污损生物也有明显的防除趋避效果,赋予产品抗菌、防生物附着功能;
本发明包塑层组分中通过多效协同作用,提高产品防生物附着性能,提高了包塑电缆的使用寿命和安全性能。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
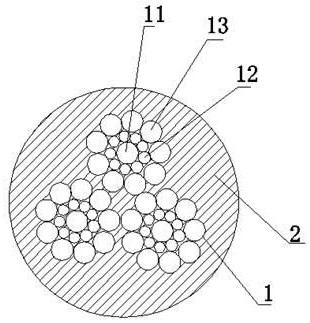
图1是本发明具体实施方式实施例1包塑电缆结构截面图。
图中,1-钢丝股,11-中心丝,12-中间填充丝,13-外层丝,2-包塑层。
具体实施方式
为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
实施例1
结合图1,本发明所述的浮标用防生物附着包塑钢缆,包括钢丝绳内芯及包覆于钢丝绳内芯外部的包塑层2,包塑钢缆直径为13.5mm;
钢丝绳内芯为由三股钢丝股1捻制而成的不旋转钢丝绳,钢丝绳内芯直径为9.5mm,捻距为80mm,钢丝绳内芯捻向为右向;每股钢丝股1由中心丝11、中间填充丝12、外层丝13捻制而成,中心丝11为一根,中间填充丝为九根,外层丝13为九根,中心丝11直径为1.3mm,中间填充丝12直径为0.7mm,外层丝13直径为1.2mm,钢丝股1捻距为35mm,钢丝股1捻向为左向;钢丝股结构为1+9+9,钢丝绳内芯结构为3×19。
包塑层2包括如下组分:HDPE(熔融指数为0.89 g/10min);抗氧剂1010,添加量为HDPE重量的0.3%;EVA粉末,VA含量18%,添加量为HDPE重量的4%;色母粒,添加量为HDPE重量的1%;硅酮母粒,有效物质含量99%,添加量为HDPE重量的1%;紫外线吸收剂UV-0,有效物质含量99%,添加量为HDPE重量的0.5%;纳米银抗菌剂粉末,有效物质含量99%,粒径20nm,添加量为HDPE重量的0.8%;辣椒碱粉末,辣椒素99%,添加量为HDPE重量的3%。
所述浮标用防生物附着包塑钢缆制备方法,包括如下步骤:
选用6mm优质碳钢盘条,材质为70#碳钢,选用隧道式酸洗生产线,通过酸洗、磷化、中和三个过程,除去碳钢盘条表面的氧化皮并形成一层致密的磷化膜,以满足初次拉拔的需要;
碳钢盘条采用3道拉拔工序,最终获得4.6mm直径钢丝,总减径量76.7%完成初次拉拔,将初次拉拔后的碳钢盘条热处理后进行二次拉拔,经过10~12道拉拔工序,最终得到直径为1.3mm的中心丝、直径为0.7mm的中间填充丝、直径为1.2mm的外层丝,钢丝抗拉强度等级为1870MPa;
将步骤(2)中二次拉拔得到的三种钢丝依次经过碱洗、热水洗、盐酸洗、冷水洗、涂溶剂、热镀锌工艺,锌液温度460℃,锌层质量控制在115~120 g/m
将步骤(3)中中心丝、中间填充丝、外层丝捻股制得钢丝股,钢丝股结构为1+9+9,捻向为左向;将3根制得的钢丝股合绳捻制成钢丝绳内芯,钢丝绳内芯结构为3×19,捻向为右向;
将步骤(4)中制得的钢丝绳内芯依次经过调直、感应加热、螺杆挤出机包塑,钢丝绳内芯包塑的具体工艺为,包塑层各组分混合后经螺杆挤出机机筒第一区、第二区、第三区、第四区,模具第一区、第二区、第三区熔融挤出,进入包塑模口,螺杆挤出机机筒第一区、第二区、第三区、第四区温度设置分别为155℃、165℃、165℃、175℃,模具第一区、第二区、第三区温度设置分别为175℃、175℃、165℃。包塑用模口采用定制挤压式模口,内模口直径9.7mm,外模口直径13.5mm,模具粗糙度Ra<0.032um;
将步骤(5)中包塑电缆水冷、牵引、收卷即得成品,其中冷却水槽长8m,冷却水温度控制在25~30℃,牵引机与调直机速度比为2:1。
实施例2
本发明所述的浮标用防生物附着包塑钢缆,包括钢丝绳内芯及包覆于钢丝绳内芯外部的包塑层,包塑钢缆直径为15.5mm;
钢丝绳内芯为由三股钢丝股捻制而成的不旋转钢丝绳,钢丝绳内芯直径为9.5mm,捻距为80mm,钢丝绳内芯捻向为右向;每股钢丝股由中心丝、中间填充丝、外层丝捻制而成,中心丝为一根,中间填充丝为九根,外层丝为九根,中心丝直径为1.3mm,中间填充丝直径为0.7mm,外层丝直径为1.2mm,钢丝股捻距为35mm,钢丝股捻向为左向;钢丝股结构为1+9+9,钢丝绳内芯结构为3×19。
包塑层包括如下组分:HDPE(熔融指数为0.89 g/10min);抗氧剂1010,添加量为HDPE重量的0.4%;EVA粉末,VA含量22%,添加量为HDPE重量的3.5%;色母粒,添加量为HDPE重量的2%;硅酮母粒,有效物质含量99%,添加量为HDPE重量的1.6%;紫外线吸收剂UV-0,有效物质含量99%,添加量为HDPE重量的0.8%;纳米银抗菌剂粉末,有效物质含量99%,粒径20nm,添加量为HDPE重量的0.5%;辣椒碱粉末,辣椒素99%,添加量为HDPE重量的5%。
所述浮标用防生物附着包塑钢缆制备方法,包括如下步骤:
(1)选用6mm优质碳钢盘条,材质为70#碳钢,选用隧道式酸洗生产线,通过酸洗、磷化、中和三个过程,除去碳钢盘条表面的氧化皮并形成一层致密的磷化膜,以满足初次拉拔的需要;
(2)碳钢盘条采用3道拉拔工序,最终获得4.6mm直径钢丝,总减径量76.7%完成初次拉拔,将初次拉拔后的碳钢盘条热处理后进行二次拉拔,经过10~12道拉拔工序,最终得到直径为1.3mm的中心丝、直径为0.7mm的中间填充丝、直径为1.2mm的外层丝,钢丝抗拉强度等级为1870MPa;
(3)将步骤(2)中二次拉拔得到的三种钢丝依次经过碱洗、热水洗、盐酸洗、冷水洗、涂溶剂、热镀锌工艺,锌液温度460℃,锌层质量控制在115~120 g/m
(4)将步骤(3)中中心丝、中间填充丝、外层丝捻股制得钢丝股,钢丝股结构为1+9+9,捻向为左向;将3根制得的钢丝股合绳捻制成钢丝绳内芯,钢丝绳内芯结构为3×19,捻向为右向;
(5)将步骤(4)中制得的钢丝绳内芯依次经过调直、感应加热、螺杆挤出机包塑,钢丝绳内芯包塑的具体工艺为,包塑层各组分混合后经螺杆挤出机机筒第一区、第二区、第三区、第四区,模具第一区、第二区、第三区熔融挤出,进入包塑模口,螺杆挤出机机筒第一区、第二区、第三区、第四区温度设置分别为165℃、175℃、175℃、185℃,模具第一区、第二区、第三区温度设置分别为185℃、185℃、175℃。包塑用模口采用定制挤压式模口,内模口直径10.0mm,外模口直径15.5mm,模具粗糙度Ra<0.032um;
(6)将步骤(5)中包塑电缆水冷、牵引、收卷即得成品,其中冷却水槽长8m,冷却水温度控制在25~30℃,牵引机与调直机速度比为2:1。
实施例3
本发明所述的浮标用防生物附着包塑钢缆,包括钢丝绳内芯及包覆于钢丝绳内芯外部的包塑层,包塑钢缆直径为11.5mm;
钢丝绳内芯为由三股钢丝股捻制而成的不旋转钢丝绳,钢丝绳内芯直径为9.5mm,捻距为80mm,钢丝绳内芯捻向为左向;每股钢丝股由中心丝、中间填充丝、外层丝捻制而成,中心丝为一根,中间填充丝为九根,外层丝为九根,中心丝直径为1.3mm,中间填充丝直径为0.7mm,外层丝直径为1.2mm,钢丝股捻距为35mm,钢丝股捻向为右向;钢丝股结构为1+9+9,钢丝绳内芯结构为3×19。
包塑层包括如下组分:HDPE(熔融指数为0.89 g/10min);抗氧剂1010,添加量为HDPE重量的0.5%;EVA粉末,VA含量22%,添加量为HDPE重量的5%;色母粒,添加量为HDPE重量的2%;硅酮母粒,有效物质含量99%,添加量为HDPE重量的2.0%;紫外线吸收剂UV-0,有效物质含量99%,添加量为HDPE重量的0.6%;纳米银抗菌剂粉末,有效物质含量99%,粒径20nm,添加量为HDPE重量的1.0%;辣椒碱粉末,辣椒素99%,添加量为HDPE重量的4%。
所述浮标用防生物附着包塑钢缆制备方法,包括如下步骤:
(1)选用6mm优质碳钢盘条,材质为70#碳钢,选用隧道式酸洗生产线,通过酸洗、磷化、中和三个过程,除去碳钢盘条表面的氧化皮并形成一层致密的磷化膜,以满足初次拉拔的需要;
(2)碳钢盘条采用3道拉拔工序,最终获得4.6mm直径钢丝,总减径量76.7%完成初次拉拔,将初次拉拔后的碳钢盘条热处理后进行二次拉拔,经过10~12道拉拔工序,最终得到直径为1.3mm的中心丝、直径为0.7mm的中间填充丝、直径为1.2mm的外层丝,钢丝抗拉强度等级为1870MPa;
(3)将步骤(2)中二次拉拔得到的三种钢丝依次经过碱洗、热水洗、盐酸洗、冷水洗、涂溶剂、热镀锌工艺,锌液温度460℃,锌层质量控制在115~120 g/m
(4)将步骤(3)中中心丝、中间填充丝、外层丝捻股制得钢丝股,钢丝股结构为1+9+9,捻向为左向;将3根制得的钢丝股合绳捻制成钢丝绳内芯,钢丝绳内芯结构为3×19,捻向为右向;
(5)将步骤(4)中制得的钢丝绳内芯依次经过调直、感应加热、螺杆挤出机包塑,钢丝绳内芯包塑的具体工艺为,包塑层各组分混合后经螺杆挤出机机筒第一区、第二区、第三区、第四区,模具第一区、第二区、第三区熔融挤出,进入包塑模口,螺杆挤出机机筒第一区、第二区、第三区、第四区温度设置分别为160℃、170℃、170℃、180℃,模具第一区、第二区、第三区温度设置分别为180℃、180℃、170℃。包塑用模口采用定制挤压式模口,内模口直径11.9mm,外模口直径11.5mm,模具粗糙度Ra<0.032um;
(6)将步骤(5)中包塑电缆水冷、牵引、收卷即得成品,其中冷却水槽长8m,冷却水温度控制在25~30℃,牵引机与调直机速度比为2:1。
对比例
对比例与实施例1不同的是,对比例包塑层组分中不含抗氧剂1010、EVA、色母粒、硅酮母粒、紫外线吸收剂、纳米银抗菌剂、辣椒碱。
测试例1
实施例1和对比例1制得的包塑电缆进行抗菌粘附测试,测试方法为,将包塑电缆灭菌样品分别置于细胞培养板中,并添加200ul假单胞菌细菌悬浮液。30℃培养4小时,用1ml PBS轻轻冲洗表面三次,以去除弱粘附细菌,观察菌落数,计算样品抗菌率。抗菌率计算公式如下:
抗菌率=(对照组菌落数-测试样品菌落数)/对照组菌落数×100%。
测试例2
实施例1和对比例1制得的包塑电缆进行防海洋生物附着测试,测试方法为,将包塑钢缆分别悬挂于海水中,6个月后观察表面生物附着情况,计算表面生物的附着面积。
测试例3
实施例1和对比例1制得的包塑电缆进行抗老化测试,测试方法为,包塑钢缆分别放置于大气环境下暴晒30天后观察表面状态。
测试例1-3实验结果如表1所示。
表1 实施例1和对比例1包塑电缆性能测试结果
由表1可以看出,本发明制备的包塑钢缆与对比例1包塑钢缆相比,具有优异的抗菌性能及防生物附着性能,耐老化性能亦有提升。
尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。