接缝毛毡和在棉纸机中的应用
文献发布时间:2023-06-19 13:46:35
本发明涉及一种根据权利要求1的前序部分的用于制造棉纸幅的机器的接缝毛毡,以及用于通过这种网毯制造棉纸幅的机器和方法。
棉纸或者说卫生纸的制造一直是一个快速增长的市场。文献EP 1 167 115 B1中记载了一种通常在棉纸制造中使用的机器。与造纸时一般情况一样,纤维悬浮液在此也被施加在两个网毯之间,并通过抽吸脱水。然后,纤维料幅在压榨机中进一步脱水,然后以热学方式进一步干燥。
从料幅中挤出的水被网毯吸收并在纤维料幅取下后又从网毯中移除。如文献EP 2602 387 B1中所述,这通过抽吸箱,即所谓的Uhle Box进行。
纤维料幅在此在同一网毯上在成形器中形成,然后被运输到压榨机中。文献EP 1167 115将这种网毯称为能吸水的支承带。这种支承带通常是一种毡,也称为成形毛毡。这种成形毛毡如今大多设计成环状毛毡。
但是将比较长的、环状的毛毡圈套在棉纸机上是非常耗时的并且会导致毡的损坏。因此在制造图纸和包装纸时,接缝毛毡越来越多地被用作压榨毡。接缝毛毡被拉到机器中并且然后接缝在机器中闭合。然而到目前为止还不能将这种接缝毛毡用作棉纸机的成形毛毡。即无纺覆盖层在接缝位置具有薄弱位置。当穿过成形器时来自流浆箱的材料射束碰到该接缝位置。由于棉纸机通常以较高生产速度运行,因此材料射束也以高速碰到成形毛毡。接缝位置以此承受大的负载。因此在较短的使用时间之后,在接缝位置就出现损坏。
因此,本发明要解决的技术问题是建议一种适合用作棉纸机的成形毛毡的接缝毛毡。
本发明要解决的技术问题还在于建议一种在用作棉纸机的成形毛毡时具有更高使用寿命的接缝毛毡。
本发明要解决的技术问题还在于建议一种机器和用于运行该机器的方法,其确保可靠地制造棉纸幅。
本发明要解决的技术问题还在于建议一种用于现有设施的改装方案,其可以在没有耗费或者仅有很小耗费的情况下实现。
上述技术问题由根据权利要求1的特征部分的接缝毛毡、根据权利要求9的机器以及根据权利要求14的方法完全解决。按照本发明的设计方案的其他有利特征在各从属权利要求中。
在网毯方面,上述技术问题通过用于在用于制造棉纸的机器中使用的接缝毛毡解决。所述接缝毛毡包括单层或多层,尤其两层的基础结构,所述基础结构具有带有MD纱线的纺织结构,所述MD纱线在所述基础结构的两个端侧的边棱上形成接缝圈,其中,接缝毛毡能通过其端侧的边棱借助接缝的连接而成为环状的,并且所述接缝能通过两个端侧的边棱的接缝圈彼此相扣和插入插接元件实施。此外,接缝毛毡包括至少一个无纺纤维构成的层。根据本发明规定,全部或大部分的MD纱线具有0.25mm至0.45mm之间的直径,尤其0.3mm至0.35mm之间的直径,并且MD纱线的线密度大于37%,尤其在37%至45%之间。尤其一种毡,用于在用于制造棉纸幅的机器中使用。所述接缝毛毡包括具有带MD纱线的纺织结构的基础结构。此外,接缝毛毡包括至少一个由无纺纤维构成的层。根据本发明规定,全部或大部分的MD纱线具有0.25mm至0.45mm之间的直径,尤其0.3mm至0.35mm之间的直径,并且MD纱线的纱线密度大于37%,尤其在37%至45%之间。
在此,术语“全部或大部分”应理解为至少90%的MD纱线,优选95%的MD纱线,尤其所有的MD纱线具有在给出的范围中的直径。
在本申请的范畴中使用术语“纱线的直径”。针对圆形纱线,该术语定义明确。
对不是圆形的单丝或甚至对于由多个单丝捻成的纱线,纱线的直径应理解为包围纱线的横截面的最小的圆的直径。
为了确定MD纱线的纱线密度,每单位长度的纱线的数量乘以其直径,并且所得的值除以单位长度。
因此,10根纱线/厘米并且纱线直径为0.40mm时,纱线密度为10*0.4mm/10mm=40%。
根据本发明的一方面的接缝毛毡尤其可以用作成形毛毡使用在棉纸机中。
传统的接缝毛毡在用作成形毛毡时使用寿命较短,因为它们具有比较厚的无纺覆盖层。但是在接缝位置处该无纺覆盖层并不像毛毡的其他部分那样是连续的,而是分开的。以此产生接头或重叠部,但始终是薄弱位置。若流浆箱的材料射束碰到该薄弱位置,则无纺纤维就会在该薄弱位置处松脱。无纺纤维离基础结构越远,这些纤维的锚固就越弱。本发明人发现,通过细的MD纱线和高的MD纱线密度的结合,基础结构可以承担一部分功能,否则这些功能在网毯中由一个或多个无纺层承担,例如压力的均衡。该基础结构通过毛毡实现以前不可能的均匀的压力分布。申请人的试验令人意想不到地表明,毛毡、尤其具有这种基础结构的接缝毛毡可以适应更小的无纺覆盖层。如上所述,通过减小无纺层的厚度改善接缝位置的稳定性。一方面,较薄的无纺覆盖层给材料射束提供了较小的作用面。此外,去掉了远离基础结构的无纺层的特别容易受影响的无纺纤维,并且棉纸机中的成形毛毡的使用寿命也显著延长了!
例如在棉纸机的压榨部中使用较薄的毛毡的另外的优点是,除了Uhle-Box脱水外,还可以实现压区脱水。
优选的是,毛毡的重量在750g/m
对本发明非常有利的是,无纺层的重量份额最大相当于基础结构的重量份额,尤其最大相当于基础结构的重量份额的2/3。
通常在用于棉纸制造的毛毡中,无纺纤维的重量份额大于基础结构的重量份额。多数情况中总重量的60%是无纺纤维,总重量的40%是基础结构。
因为在此建议的毛毡中,通过结合MD纱线密度和MD纱线直径,无纺层的功能的一部分由基础结构承担,所以无纺纤维的量可以减少。因此,更轻和更薄的毛毡是可行的。
在优选实施方案中,网毯具有3.5mm或更小的厚度,优选在2.5mm至3mm之间!为此,厚度是在0.1MPa的压力下确定的。
此外,无纺纤维在整个毛毡上的相对份额减小。因此例如可以使用其中基础结构和无纺层各占50%重量份额的毛毡。基础结构甚至可以占毛毡重量的较大的份额。若总重量的60%来自基础结构,仅40%来自无纺纤维,则无纺层的重量份额只相当于基础结构重量份额的2/3。
此外,在毛毡的使用寿命期间,无纺层会被强烈压缩,由此降低基本的网毯特性,如渗透性。由于无纺纤维在整个网毯上份额较少,所以由于无纺纤维的压缩造成的损失较小并且网毯的特性保持在可容许的范围内的时间更长。
尤其有利的是,无纺覆盖层的重量小于600g/m
备选或额外地有利的是,在毛毡的纸侧上的无纺层的重量小于600g/m
有利的是,纺织结构可以由织物、纱罗织物、平纹织物或针织物组成,或者包括织物、纱罗织物、平纹织物或针织物。
在优选的设计方案中可以规定所述纺织结构是扁平织物,其中,织机的经纱是接缝毛毡的MD纱线。平织物例如可以具有平编或者说平纹组织。
在使用织物作为基础结构的情况下,应注意,通常使用圆形织物用于网毯的基础结构。该圆形织物旋转90°以安装在机器中。因此织机的纬纱成为网毯的MD纱线,经纱成为CD纱线。在制造接缝网毯时,可以通过将圆形织物叠加在自身上形成双层结构。在双层结构的端侧的边棱上可以例如通过移除一根或多根CD纱线来形成接缝圈。
作为它的备选设计是使用扁平织物。
Paul Sudre在文献EP0425523 B1中说明了借助扁平织物制造缝制网毯的原理。该技术也可用于根据本发明的一方面的接缝毛毡。
例如可以通过连接端侧的端部使扁平织物成为环形的。通过与自身叠加又可以形成双层的结构。在双层结构的端侧的边棱上可以通过移除一个或多个CD纱线形成接缝圈。
由于在网毯中其沿机器方向的长度通常明显大于其沿CD方向的宽度,并且织机的宽度对于机器的宽度来说是足够大的,因此可以通过编织足够长的块最容易实现需要的扁平织物,其中,经纱则成为网毯中的MD纱线。不需要与圆形织物一样旋转90°。这对于根据本发明的一方面的接缝毛毡形式的网毯是非常有利的。在织机中经纱原则上可以任意近地并排布置,而两个相邻的纬纱以此被强制地相互隔开,使得经纱-例如在平编或者说平纹组织中-在每对纬纱之间分别从上到下交替,或者从下到上交替。由于纬纱的这种强制隔开的间距连同90°的旋转一起,利用传统的圆形织物不能或者难以实现在使用非常细的纱线时的这种MD纱线密度。相反,在扁平织物的情况中,用作MD纱线的经纱可以任意近地并排布置,以此能比较简单地制造具有本发明所述特性的网毯。
在基础结构中使用扁平织物时,在有利的实施方案中,可以通过连接端侧的端部使扁平织物成为环形的。该连接尤其可以通过焊接进行。作为合适的焊接方法在此证明有利的是超声波焊接以及激光焊接,尤其激光透射焊接。必要时有利的是,通过连接元件连接扁平织物的两个端侧的端部。在此例如可以指的是一根或多根沿CD方向布置的纱线,并且与两个端部的MD纱线连接,尤其焊接。
基础结构可以由纺织结构组成或者可以包括其他元件。基础结构尤其可以具有另外的纺织结构,例如另外的织物。
针对MD纱线可以使用不同的材料。聚酰胺、例如PA6、PA6.6是合适的,但其他聚合物、例如PET也是合适的。如果存在CD纱线,则该CD纱线可以由同一聚合物制成或由不同的聚合物制成。
可以规定所有MD纱线都类型相同。但也可以使用不同类型的MD纱线。由此例如可以影响纤维锚固或尺寸稳定性。有利的是,MD纱线是单丝。
在选择CD纱线时也有多种可行方案。除了单丝外,也可以使用多丝或捻线。
合适的捻线在此可以由4或6根丝组成。使用的丝可以具有0.15-0.25mm的直径。例如0.2×2×2的捻线非常合适。
在有利的实施方案中,所有CD纱线可以设计成捻线。在此,所有CD纱线都可以由相同的捻线组成。替选的是也可以使用不同的捻线。
还有利的是,使用捻线和单丝作为CD纱线。在此优选的是,大约50%或更多的CD纱线设计为捻线。
一种优选的实施方案中可以规定,捻线和单丝交替作为CD纱线。在这种情况中,CD纱线中捻线所占的份额为50%,或者略低于50%,若出于技术原因必须去除单个CD纱线,例如以便形成接缝圈。
捻制的CD纱线的高份额被证明是有利的。
已表明令人意想不到的是,上述基于扁平织物的双层基础结构结合较高纱线密度的细MD纱线,尤其直径在0.25至0.35mm或0.36mm之间的细MD纱线和50%或更多捻制的CD纱线的份额,形成用于网毯、尤其接缝毛毡的基础结构,其可以承担无纺层的功能的特别有效的部分。
通过这种方式可以非常简单地产生非常薄(小于3.5mm,或者甚至在2.5mm和3mm之间)但仍具有完整功能的网毯,尤其接缝毛毡。
这种接缝毛毡由于其厚度小也可用于挑战性的应用,例如用在纸巾机中,在该纸巾机中传统的接缝毛毡由于无纺覆盖层的厚度而会很快磨损。
具有多于两层的-例如具有额外的镶嵌物的-基础结构,原则上是可行的,但会导致接缝毛毡的厚度更大,因此不是优选的解决方案。
在有利的实施方案中,毛毡可以具有一个或多个无纺层。这一个层或多个层在此可以布置在毛毡的纸侧和/或运转侧上。
在大多数情况中需要的是,接缝毛毡的纸侧具有一定量的无纺纤维。这个量不应低于网毯的总重量的10%。在此还有利的是,至少针对毛毡的接触纸的上侧面提供细度在11至22dtex之间的无纺纤维。
无纺纤维在此可以由任何合适的材料制成,尤其由聚酰胺制成,但也可以由弹性体,如热塑性聚氨酯(TPU)、可熔纤维、双组分纤维或它们的混合物制成。
在机器方面,上述技术问题由一种用于制造棉纸幅的机器解决,所述机器包括成形器。在此,所述机器具有至少一个根据本发明的一方面的接缝毛毡。在此,所述接缝毛毡布置成其在机器的运行中穿过成形器。
棉纸通常由纤维料组成并且是非常轻的纸。基于面积的质量大多为15g/m
在有利的实施方案中,所述机器包括所谓的新月形成形器。
此外,在有利的实施方案中可以规定,所述机器具有压榨装置,该压榨装置带有至少一个压区,所述接缝毛毡布置成其在压榨装置的运行中穿过所述至少一个压区。
纤维料幅可以在成形器中初步脱水后在接缝毛毡上被输送到压榨装置中,在该压榨装置中进行进一步脱水。
优选的是,压榨装置具有长压区,尤其靴式压区。与同样可行的辊式压区相比,在此料幅在压区中的停留时间更长。因此尤其可以使用较低的压力。这在生产棉纸时很重要,因为以此可以保持料幅的体积,这在棉纸中是重要的质量参数。
根据本发明一方面的接缝毛毡可以在棉纸机中具有两个优点。一方面,尽管有由成形器施加的负载,但较薄的无纺层使毛毡的使用寿命更长。额外地,压榨机中较薄的毛毡实现棉纸幅额外的压区脱水。
因此也有利的是,压榨装置具有废水收集器,该废水收集器设置用于收集在至少一个压区中从棉纸幅去除的水。通过使用根据本发明的一方面的毛毡,尤其在长压区或靴式压榨机中可以提高压榨机的脱水性能的方式是,除了通常的Uhle-Box脱水外还进行压区脱水。在此,水(或水-空气混合物)不仅从棉纸幅被压到毛毡中,而且还穿过毛毡。这些水在压区后以溅水或喷雾的形式进入环境中,而在压出的水的其余部分与毛毡一起被继续输送到通常后置的Uhle-Box中。溅水也可以向前与料幅的行进方向相反地排出。这部分的脱水被称为压区脱水。为了防止压榨机的污染或环境不受控制的湿润有利的是,在压榨装置中设置有一个或多个废水收集器。所述废水收集器布置成,使得溅水可以被收集和运走。
借助根据本发明的一方面的接缝毛毡以及必要时通过装入集水器,即使在现有棉纸机中也可以用很小的耗费明显提高压榨装置的脱水性能。
在所述方法方面,上述技术问题通过一种用于通过使用根据本发明的一方面的机器制造棉纸幅的方法解决。
在此有利的是可以规定,在压榨装置中,一部分的脱水以压区脱水的形式进行,并且这样脱出的水完全或部分地被废水收集器收集。
尤其可以规定,压区脱水占压榨装置的总脱水量的大于10%,尤其在20%至50%之间。
尤其有利的是,棉纸机以大于1200m/min,尤其大于1500m/min或1800m/min的高速运行。恰恰在高的生产速度时,一方面,压榨后的干重含量太低是提高生产速度的限制因素。
另一方面,棉纸机的高的生产速度导致流浆箱内高的射束速度。在此特别有利的是,接缝的强度或接缝的无纺覆盖层的强度较高。
通过在此建议的方法可以增加压榨后的干重含量,同时可以增加接缝毛毡的使用寿命,以此可以稳定地并且持久地实现高的生产速度。
下面根据未按比例绘制的示意图进一步阐述本发明。
图1示出根据本发明的一方面的棉纸机。
图2示出根据本发明的一方面的接缝毛毡的接缝区域。
图1示出根据本发明的一方面的棉纸机1。以棉纸机1的该典型结构为例阐述在此所述构思的示例性方面。在此,本发明并不局限于该实施方式。在此,纤维悬浮液通过流浆箱被施加到网毯2上或被施加到网毯2与外网22之间。网毯2在此设计成接缝毛毡2的形式的成形毛毡2。在成形器20中,借助被成形毛毡2部分环绕的抽吸式成形辊21初步脱水。在图1中成形器20设计成新月形成形器20,但其他成形器类型也是可能的。然后将所得到的纤维材料垫以由成形毛毡2支撑的方式被输送到压榨装置30中。在图1中,压榨装置30设计成靴式压榨机30。在此,压区31位于靴式辊34和扬克烘缸41之间。成形毛毡2与棉纸幅3一起通过压区31。在压区之后,料幅3继续在扬克烘缸41的表面上行进。在此,干燥罩42布置在扬克烘缸41上。借助起皱刮刀43(Kreppschaber)将料幅3从扬克烘缸41上脱离并且输送到卷收装置60处。如图1所示,可以在卷收装置60前设置扫描仪50或其他合适的测量装置50,通过该扫描仪50或其他合适的测量装置50检测纤维料幅3的重要参数,如厚度、湿度或单位平面重量。若扫描仪50设计成能横移,则也可以确定这些参数的横向变化曲线。
图1中所示的机器1的网毯2有利地是根据本发明一方面的接缝毛毡2。有利的是,网毯可以包括由扁平织物110,尤其平编或者说平纹组织构成的基础结构100,该扁平织物110通过端侧的端部的连接、例如焊接而成为环状的并且通过叠加本身而形成双层的结构100。
在该实施方案中,该基础结构100的MD纱线都具有在0.25mm至0.45mm之间,尤其在0.3mm至0.35mm之间的直径。MD纱线的纱线密度为大于37%,优选在37%至45%之间,特别优选在39%至43%之间。毛毡2的重量优选在750g/m
由于在根据本发明的一方面的网毯2中,基础结构100承担无纺层200的部分功能,因此该网毯2可以设计成非常薄。由此,接缝位置150或接头210提供用于材料射束的更小的作用面。此外,去掉了远离基础结构100的无纺层的特别容易受影响的无纺纤维,并且棉纸机1中成形毛毡2的使用寿命也显著延长了!
此外,与现有技术中已知的棉纸机1相比,在压区31中,尤其在靴式压区31中使用这种接缝毛毡2时可以实现压区脱水。由此产生溅水或喷雾,其大多出现在压区31之后,但有时也出现在压区31之前。为了防止压榨机30的污染或环境不受控制的湿润,有利的是,在压榨装置30中设置有一个或多个废水收集器33。在图1中,废水收集器33布置在压区31之后。替选地或者额外地,废水收集器33也可以设置在压区31之前。一个或多个废水收集器33吸收一部分通过压区脱水从幅料3去除的水。其余部分存储在网毯2中并且从压区31运走。为了将这些水从网毯2中去除,在图1所示的设施中在压区31和流浆箱10之间设置有抽吸箱32,即所谓的Uhle-Box32。在根据本发明的一方面的方法中,压区脱水的份额超过压榨机30的总脱水量的10%,优选在压榨机30的总脱水量的20%至50%之间。
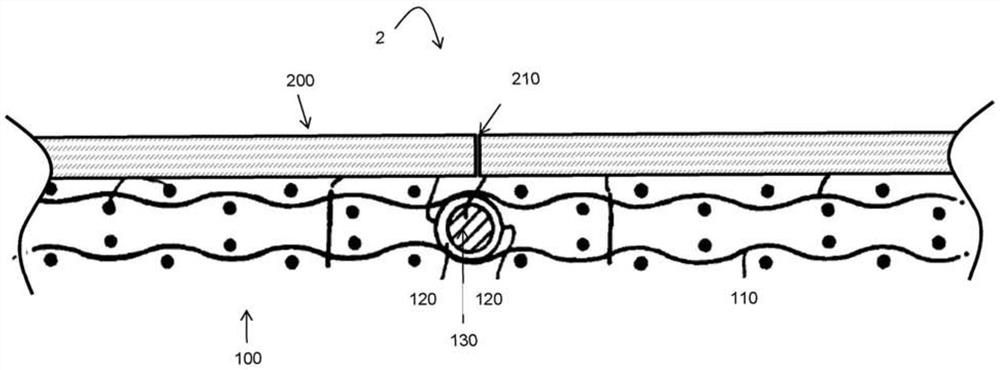
图2示出根据本发明一方面的接缝毛毡2的局部。在此所示的毛毡2由基础结构100和在毛毡2的纸侧上的无纺层200组成。无纺层200在此可以包括一个或多个无纺纤维的层。同样可以在毛毡2的运转侧上设置另外的无纺层,该另外的无纺层在图2中未示出。在图2中的基础结构100是编织的基础结构100。在此,扁平织物100可以通过折叠在自身上叠加,以构成所示双层基础结构。在此,扁平织物110的端部有利地,例如通过焊接相互连接。在所产生的双层的基础结构100的端侧的边棱处形成接缝圈120。为此可以从织物去除一根或多根CD纱线。为了闭合接缝,接缝圈120彼此相扣并且可以通过元件,如插接线130相互连接。
对于无纺层200来说,这种接缝毛毡2中的问题是,这种无纺层200在接缝150处不能是连续的,而是具有接头位置210(必要时以重叠位置210的形式)。该接头位置210尤其在用作成形毛毡2时是非常关键的。流浆箱10的材料射束在此会扩宽接头位置或分离无纺纤维,因为主要在外侧的无纺纤维的锚固在接缝区域150中减少。
在根据本发明一方面的接缝毛毡中,基础结构100现在可以承担无纺层200的部分功能,如压力的均衡。此外这导致,无纺层200可以设计得更薄。由此,材料射束难以进入接头位置210。此外,无纺纤维平均离基础结构100的织物不太远,以此改善锚固。以此使得接缝毛毡2能够以显著提高的使用寿命用作棉纸机1的成形毛毡2。
附图标记列表:
1 棉纸机
2 网毯、接缝毛毡
3 棉纸料幅
10 流浆箱
20 成形器
21 成形辊子
22 外网
30 压榨装置
31 压区
32 抽吸箱、“Uhle Box”
33 废水收集器
34 靴式辊子
40 干燥设备
41 扬克烘缸
42 罩子
43 起皱刮刀
50 扫描器
60 卷收装置
100 基础结构
110 扁平织物
120 缝接圈
130 插接线
150 接缝
200 无纺层