龙门机械手带网转移式纸模成型线
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及一种纸模(例如但不限于此的一次性餐具及一次性工包)成型领域,尤其涉及一种龙门机械手带网转移式纸模成型线。
背景技术
随着经济的不断发展及科学技术的不断进步,为人们的生活提供极其丰富的物质消费品,而由生态植物纤维纸浆制成的纸模就是诸多的物质消费品中的一种。
众所周知,纸模可分为餐具(例如但不限于此的一次性快餐盒)、饮具(例如但不限于此的一次性杯子)及工包(例如但不限于此的一次性包装容器),无论是餐具、饮具还是工包,它们的生产过程都离不开湿坯成型步骤、对湿坯进行烘干以形成干坯步骤、对干坯切边以形成产品的步骤及负责湿坯和干坯转移的步骤。
其中,在湿坯和干坯的转移过程中,离不开转移机械手的使用,通过转移机械手之末端设有的与湿坯形状配合的湿坯仿形治具对湿坯的真空吸附及与干坯形状配合的干坯仿形治具对干坯的真空吸附,实现将湿坯从湿坯成型机处取走并放入干坯成型机处,同时,还将干坯成型机处的干坯取走并往后续(例如码垛接料台或切边机)处转移。由于湿坯的转移需要借助湿坯仿形治具对湿坯的真空吸附,以及干坯的转移需要借助干坯仿形治具对干坯的真空吸附,不管是湿坯还是干坯,都会或多或少地存在缝隙,这样会造成湿坯仿形治具和干坯仿形治具处的气源浪费。
因此,有必要提供一种在减少气源浪费情况下以确保网框于狭空间中可靠顺畅转移的龙门机械手带网转移式纸模成型线来克服上述的缺陷。
发明内容
本发明的目的在于提供一种在减少气源浪费情况下以确保网框于狭空间中可靠顺畅转移的龙门机械手带网转移式纸模成型线。
为实现上述目的,本发明的技术方案为:提供一种龙门机械手带网转移式纸模成型线,包括龙门机械手、网框上下料机构、湿坯成型机、干坯成型机及取料机器人。所述龙门机械手包含沿X轴方向延伸的龙门架及装配于所述龙门架的三轴移载机构;所述湿坯成型机及干坯成型机两者沿X轴方向排列且沿Y轴方向位于所述龙门架同一侧的旁边,所述网框上下料机构装配于所述三轴移载机构,所述三轴移载机构驱使所述网框上下料机构做XYZ三轴的移动,所述网框上下料机构在所述三轴移载机构的驱使下负责所述湿坯成型机和干坯成型机两者的网框上下料转移;所述取料机器人沿X轴方向位于所述龙门架的侧旁,所述取料机器人负责将所述网框上下料机构从所述干坯成型机处取出的网框中的干坯取走;所述网框上下料机构包含装配于所述三轴移载机构上的机构框架及在所述机构框架之外边框上彼此朝向相反的各用于真空吸附网框的第一真空吸头和第二真空吸头,所述第一真空吸头为多个且沿着所述外边框排列,所述第二真空吸头为多个且沿着所述外边框排列;所述湿坯成型机包含湿坯机架、装配于所述湿坯机架处的湿坯上模、装配于所述湿坯机架并位于所述湿坯上模之侧旁的网框承托机构、装配于所述湿坯机架并位于所述湿坯上模正下方的浆池、沿所述湿坯机架的上下方向呈对齐地位于所述湿坯上模和浆池之间的捞浆下模及装配于所述湿坯机架并选择性地驱使所述捞桨下模沉入所述浆池中或驱使所述捞桨下模移离所述浆池再与所述湿坯上模合模的升降机构,所述网框承托机构可于一承托位置和一避让位置之间切换;所述三轴移载机构驱使所述第一真空吸头将该第一真空吸头所吸附的空的网框放置于处于所述承托位置的网框承托机构上,所述三轴移载机构还驱使所述第二真空吸头将由所述升降机构所驱使来的捞桨下模上的带有湿坯的网框吸走,所述网框承托机构在切换至所述避让位置时将该网框承托机构所承托的空的网框从上方放置于由所述升降机构所驱使来的捞浆下模处。
较佳地,所述三轴移载机构包含X轴移载模组、Y轴移载模组及Z轴移载模组,所述X轴移载模组装配于所述龙门架,所述Z轴移载模组装配于所述X轴移载模组的输出端处,以使所述X轴移载模组驱使所述Z轴移载模组沿X轴方向移动,所述Y轴移载模组装配于所述Z轴移载模组的输出端,以使所述Z轴移载模组驱使所述Y轴移载模组沿Z轴方向移动,所述机构框架装配于所述Y轴移载模组的输出端处。
较佳地,所述Y轴移载模组沿X轴方向分别布置于所述机构框架的左右两侧的旁边,所述Y轴移载模组包含旋转电机、皮带及沿Y轴方向呈一前一后置的第一带轮和第二带轮,所述皮带套设于所述第一带轮和第二带轮,所述皮带的一侧与所述机构框架固定连接,且左侧的所述第一带轮和右侧的所述第一带轮之间通过一同步轴固定地连接在一起,左侧的所述旋转电机驱使左侧的所述皮带绕同侧中所述第一带轮和第二带轮做回转运动,右侧的所述旋转电机驱使右侧的所述皮带绕同侧中的所述第一带轮和第二带轮做回转运动。
较佳地,所有所述第一真空吸头在所述外边框上呈“囗”字形排列,所有所述第二真空吸头在所述外边框上呈“囗”字形排列。
较佳地,所述升降机构包含升降架及用于驱使所述升降架沿所述湿坯机架上下方向做升降的升降电机,所述升降电机装配于所述湿坯机架,所述捞浆下模装配于所述升降架。
较佳地,所述升降架包含位于所述湿坯上模正下方的底板、位于所述湿坯上模之侧旁的上下杆及位于所述湿坯上模上方的横向架,所述上下杆分别布置于所述湿坯上模相对的两侧的旁边,所述上下杆沿所述湿坯机架的上下方向穿置于所述湿坯机架,所述底板与所述上下杆固定连接,所述横向架位于所述升降电机的正上方,所述横向架与所述上下杆固定连接,所述升降电机的输出端与一上下丝杆固定连接,所述横向架上固定有一丝母,所述丝母滑套于所述上下丝杆,所述上下丝杆位于所述升降电机的正上方。
较佳地,所述网框承托机构分别布置于所述湿坯上模相对的两侧的旁边,所述网框承托机构包含旋转驱动器及装配于所述旋转驱动器之输出端的承托块,所述旋转驱动器通过驱使所述承托块旋转至或旋离所述湿坯上模的正下方而对应地切换至所述承托位置或避让位置;或者,所述网框承托机构包含沿水平方向做伸缩运动的伸缩驱动器,所述伸缩驱动器通过伸至或缩离所述湿坯上模的正下方而对应地切换至所述承托位置或避让位置。
较佳地,所述干坯成型机分别布置于所述湿坯成型机的左右两侧旁,所有所述干坯成型机沿X轴方向与所述湿坯成型机排成一行。
较佳地,本发明的龙门机械手带网转移式纸模成型线还包括供所述取料机器人所取的干坯进行码垛堆叠的码垛接料台,所述码垛接料台位于所述取料机器人的前侧旁边。
较佳地,本发明的龙门机械手带网转移式纸模成型线还包括对所述取料机器人所取的干坯进行切边的切边机及对所述切边机所切边后的干坯进行码垛堆叠的码垛接料台,所述切边机位于所述干坯成型机远离所述湿坯成型机的一侧的旁边,且所述切边机还沿X轴方向与所述干坯成型机相对齐,所述码垛接料台沿Y轴方向位于所述切边机与所述取料机器人之间,所述取料机器人负责将所述切边机所切边后的干坯转移至所述码垛接料台。
与现有技术相比,由于网框上下料机构包含装配于三轴移载机构处的机构框架及在机构框架之外边框上彼此朝向相反的各用于真空吸附网框的第一真空吸头和第二真空吸头,第一真空吸头为多个且沿着外边框排列,第二真空吸头为多个且沿着外边框排列,以使得第一真空吸头或第二真空吸头从网框的边缘对网框进行吸取,确保网框取放的可靠性,还可避免因第一真空吸头或第二真空吸头对网框的中部吸取而造成网框的设计相对复杂;而湿坯成型机包含湿坯机架、装配于湿坯机架处的湿坯上模、装配于湿坯机架并位于湿坯上模之侧旁的网框承托机构、装配于湿坯机架并位于湿坯上模正下方的浆池、沿湿坯机架的上下方向呈对齐地位于湿坯上模和浆池之间的捞浆下模及装配于湿坯机架并选择性地驱使捞桨下模沉入浆池中或驱使捞桨下模移离浆池再与湿坯上模合模的升降机构,网框承托机构可于一承托位置和一避让位置之间切换,故在三轴移载机构驱使网框上下料机构对湿坯成型机进行上下料网框的过程中,在三轴移载机构的驱使作用下,使得第一真空吸头将该第一真空吸头所吸附的空的网框放置于处于承托位置的网框承托机构上,由处于承托位置的网框承托机构从下方承托第一真空吸头所转送来的空的网框,还使得第二真空吸头将由升降机构所驱使来的捞桨下模上的带有湿坯的网框吸走,而被吸走带湿坯的网框的捞桨下模在升降机构的驱使下升起至与被处于承托位置的网框承托机构所承托的空的网框相接触位置时,此时,网框承托机构再切换至避让位置时,从而由网框承托机构将其所承托的空的网框从上方放置于捞浆下模处,实现空的网框往捞桨下模处的顺畅转移;而吸取有带有湿坯的网框的第二真空吸头在三轴移载机构的驱使下将带有湿坯的网框转移至处于开模状态的干坯成型机中,同时,三轴移载机构还驱使第一真空吸头将处于开模状态的干坯成型机上的带干坯的网框吸走,接着,三轴移载机构驱使第一真空吸头和第二真空吸头往取料机器人处运动,由取料机器人将第一真空吸头所吸取的网框中的干坯取走,从而使得第一真空吸头所吸取的被取走干坯的网框又变成了空的网框,因而完成网框上下料转移的一个流程,不断重复上述的过程,即可以完成网框上下料转程的流水化作业。所以,本发明的龙门机械手带网转移式纸模成型线通过吸取网框方式进行网框上下料转移,不需要仿形治具对湿坯或干坯进行真空吸附,减少气源浪费;且在减少气源浪费的情况下确保网框上下料转移的顺畅可靠性;另,通过三轴移载机构驱使网框上下料机构做XYZ三轴的移动,使得网框上下料机构可于Y轴方向进行伸缩,故适用于狭窄的空间中对网框进行转移。
附图说明
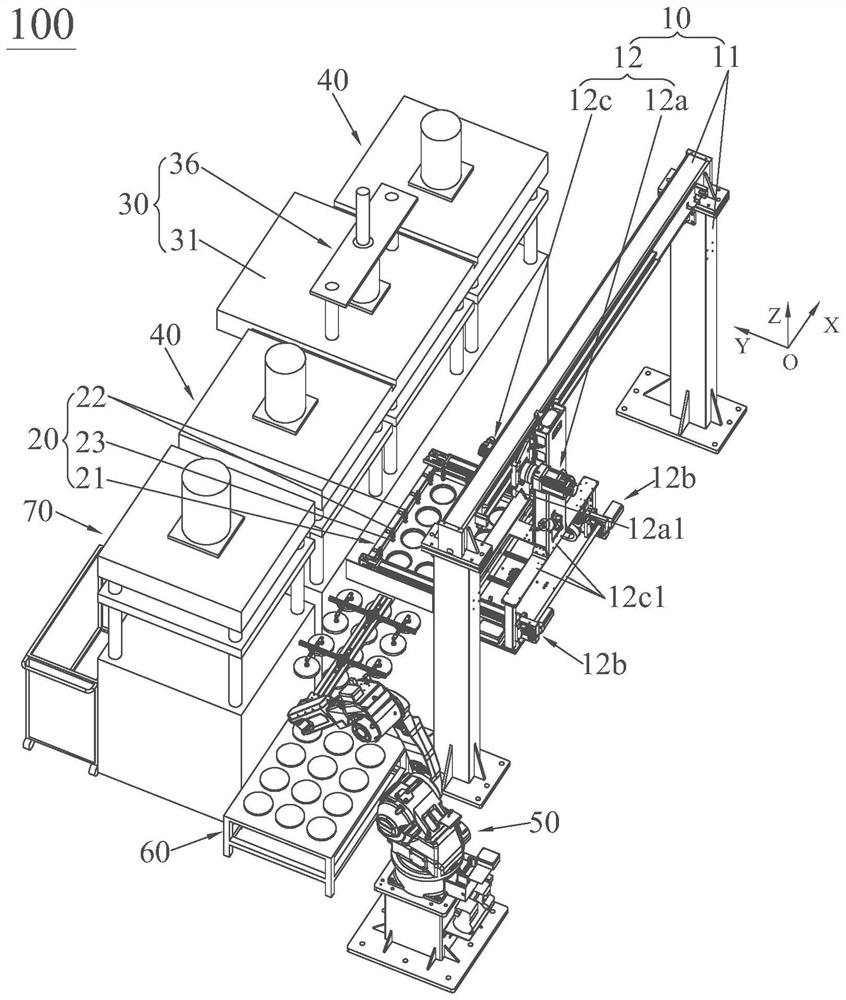
图1是本发明的龙门机械手带网转移式纸模成型线的立体结构示意图。
图2是本发明的龙门机械手带网转移式纸模成型线中的网框上下料机构和Y轴移载模组装配于Z轴移载模组之输出端处的立体结构示意图。
图3是图2所示在网框被移离后的状态示意图。
图4是本发明的龙门机械手带网转移式纸模成型线中的湿坯成型机在网框承托机构切换至承托位置并承托有空的网框时的状态示意图。
图5是图4所示的湿坯成型机在升降机构驱使捞桨下模向上升至与网框承托机构所承托的网框相接触位置时的状态示意图。
图6是图5所示的湿坯成型机在网框承托机构切换至避让位置时的状态示意图。
图7是图6所示的湿坯成型机在升降机构驱使捞桨下模向下沉入桨池的状态示意图。
具体实施方式
现在参考附图描述本发明的实施例,附图中类似的元件标号代表类似的元件。
请参阅图1至图4,本发明的龙门机械手带网转移式纸模成型线100包括龙门机械手10、网框上下料机构20、湿坯成型机30、干坯成型机40及取料机器人50。龙门机械手10包含沿X轴方向延伸的龙门架11及装配于龙门架11的三轴移载机构12,以增加龙门架11与地面连接强度,从而为三轴移载机构12提供可靠的支撑作用;湿坯成型机30及干坯成型机40两者沿X轴方向排列且沿Y轴方向位于龙门架11同一侧的旁边,较优的是,干坯成型机40分别布置于湿坯成型机30的左右两侧旁,所有干坯成型机40沿X轴方向与湿坯成型机30排成一行,这样设计以提高干坯的处理效率,从而使得干坯成型与湿坯成型在速度上更协调匹配,但不以此为限;网框上下料机构20装配于三轴移载机构12,由三轴移载机构12驱使网框上下料机构20做XYZ三轴的移动,网框上下料机构20在三轴移载机构12的驱使下负责湿坯成型机30和干坯成型机40两者的网框200上下料转移;取料机器人50沿X轴方向位于龙门架11的侧旁,取料机器人50负责将网框上下料机构20从干坯成型机40处取出的网框200中的干坯取走。
其中,在图1至图4中,网框上下料机构20包含装配于三轴移载机构12上的机构框架21及在机构框架21之外边框211上彼此朝向相反的各用于真空吸附网框200的第一真空吸头22和第二真空吸头23;第一真空吸头22为多个且沿着外边框211排列,第二真空吸头23为多个且沿着外边框211排列,以使得第一真空吸头22和第二真空吸头23各布置于外边框211的各个位置处,较优的是,第一真空吸头22在外边框211上呈“囗”字形排列,第二真空吸头22在外边框211上呈“囗”字形排列,这样设计的目的能进一步地增加第一真空吸头22和第二真空吸头23各对网框200吸取的可靠性,但不以此为限。而湿坯成型机360包含湿坯机架31、装配于湿坯机架31处的湿坯上模32、装配于湿坯机架31并位于湿坯上模32之侧旁的网框承托机构33、装配于湿坯机架31并位于湿坯上模32正下方的浆池34、沿湿坯机架31的上下方向呈对齐地位于湿坯上模32和浆池34之间的捞浆下模35及装配于湿坯机架31并选择性地驱使捞桨下模35沉入浆池34中或驱使捞桨下模35移离浆池34再与湿坯上模32合模的升降机构36;网框承托机构33可于一如图4所示的承托位置和一如图6所示的避让位置之间切换。三轴移载机构12驱使第一真空吸头22将该第一真空吸头22所吸附的空的网框200放置于处于承托位置的网框承托机构33上(状态见图4或图5所示),三轴移载机构12还驱使第二真空吸头23将由升降机构36所驱使来的捞桨下模35上的带有湿坯的网框200吸走,网框承托机构33在切换至避让位置时将该网框承托机构33所承托的空的网框200从上方放置于由升降机构36所驱使来的捞浆下模35处,以满足捞浆下模35在升降机构36的驱使下连同空的网框200一起沉入浆池34内,从而使得捞浆下模35上的网框200成型出湿坯。更具体地,如下:
如图1所示,三轴移载机构12包含X轴移载模组12a、Y轴移载模组12b及Z轴移载模组12c。X轴移载模组12a装配于龙门架11,由龙门架11为X轴移载模组12a提供支撑作用及装配的场所;Z轴移载模组12c装配于X轴移载模组12a的输出端12a1处,以使X轴移载模组12a驱使Z轴移载模组12c沿X轴方向移动,Y轴移载模组12b装配于Z轴移载模组12c的输出端12c1,以使Z轴移载模组12c驱使Y轴移载模组12b沿Z轴方向移动,机构框架21装配于Y轴移载模组12b的输出端处,由Y轴移载模组12b驱使网框上下料机构20沿Y轴方向移动,故在X轴移载模组12a、Y轴移载模组12b及Z轴移载模组12c三者的配合下,实现网框上下料机构20沿XYZ三轴方向移动的目的。具体地,在图2和图3中,Y轴移载模组12b沿X轴方向分别布置于机构框架21的左右两侧的旁边,以使得网框上下料机构20沿Y轴的伸缩移动更可靠;Y轴移载模组12b包含旋转电机121、皮带122及沿Y轴方向呈一前一后置的第一带轮123和第二带轮124,皮带122套设于第一带轮123和第二带轮124,皮带122的一侧与机构框架21固定连接,且左侧的第一带轮123和右侧的第一带轮123之间通过一同步轴125固定地连接在一起,左侧的旋转电机121驱使左侧的皮带122绕同侧中第一带轮123和第二带轮124做回转运动,右侧的旋转电机121驱使右侧的皮带122绕同侧中的第一带轮123和第二带轮124做回转运动,故由做回转运动的左右两侧的皮带122从左右两侧带动网框上下料机构20做更顺畅可靠的伸缩移动的目的,由于借助同步轴125来确保左右两侧的第一带轮123转动的同步,故有效地避免左右两侧的皮带122存在一快一慢的缺陷,因而使得网框上下料机构20沿Y轴方向的伸缩移移更灵活顺畅。更具体地,左右两侧的旋转电机121之输出轴各固定地套装一驱动同步轮126,同侧(即左侧或右侧)中的驱动同步轮126位于第一带轮123的正下方,而同侧中的皮带122还套于驱动同步轮126上,同时,Z轴移载模组12c的输出端12c1上安装有一涨紧轮127,涨紧轮127从皮带122的外部使皮带122夹于涨紧轮127和第一带轮123之间,这样增加皮带122回转运动的可靠性,还使得旋转电机121相对第一带轮123向上错开布置,但不以此为限。需要说明的是,当Y轴移载模组12b包含旋转电机121、皮带122及沿Y轴方向呈一前一后置的第一带轮123和第二带轮124时,此时的皮带122形成Y轴移载模组12b的输出端;另,旋转电机121、第一带轮123和第二带轮124是装配于Z轴移载模组12c的输出端12c1处;如图3及图4所示,旋转电机121和第一带轮123位于前后而第二带轮124位于后方,使得网框上下料机构20向后伸出而向前是回缩,这样可以避免同步轴125因位于第二带轮124一侧而影响到网框上下料机构20的伸缩移动。此外,X轴移载模组12a和Z轴移载模组12c各可采用电机、丝杆、丝母及用于形成输出端的移动座体组合,或采用电机、带轮、皮带及用于形成输出端的移动座体组合,又或采用电机、齿轮、直线齿轮及用于形成输出端的移动座体,但这此都是本领域所熟知的,也不是本申请的改进之处,故在此不再赘述。
如图4所示,每个第一真空吸头22与对应的一个第二真空吸头23彼此对齐,这样使得网框200被真空吸取的位置的尺寸做得更小。需要说明的是,由于网框200中的过滤成型单元210是用于沉积生态植物纤维并最终使沉积的生态植物纤维在过滤成型单元210中成型出湿坯,且过滤成型单元210中的湿坯处理后变成干坯,网框200又要被第一真空吸头22和第二真空吸头23所真空吸取,对应地,网框200的被吸取的位置较优呈平整且不漏气的结构。
如图4至图7所示,升降机构36包含升降架361及用于驱使升降架361沿湿坯机架31上下方向做升降的升降电机362。升降电机362装配于湿坯机架31,由湿坯机架31对升降电机362提供支撑作用及装配的场所;捞浆下模35装配于升降架361,由升降架361对捞浆下模35提供支撑作用及装配的场所,还使得捞浆下模35跟随升降架361一起升降;故在升降电机362对升降架361的驱使下,由升降架361带动捞浆下模35升降至任一位置,以使得捞浆下模35能依次向上升至被第二真空吸头23吸走带湿坯的网框200的位置及接触由网框承托机构33所承托的空的网框200的位置,还使得捞浆下模35在承接有空的网框200后能向下下降而沉入浆池34内的位置。具体地,升降架361包含位于湿坯上模32正下方的底板3611、位于湿坯上模32之侧旁的上下杆3612及位于湿坯上模32上方的横向架3613;上下杆3612分别布置于湿坯上模32相对的两侧的旁边,上下杆3612沿湿坯机架31的上下方向穿置于湿坯机架31,底板3611与上下杆3612固定连接;横向架3613位于升降电机362的正上方,横向架3613与上下杆3612固定连接,以使得升降架361呈“囗”字形而从四周包围升降电机362及湿坯上模32,故布置更紧凑;升降电机362的输出端与一上下丝杆363固定连接,横向架3613上固定有一丝母364,丝母364滑套于上下丝杆363,上下丝杆363位于升降电机362的正上方。借助上下杆3612、底板3611及横向架3613,使得升降架361分别与湿坯上模32和捞浆下模35之间的布置更紧凑和更合理,还使得升降电机362对升降架361的施力处更合理,再者,借助上下丝杆363和丝母364的配合,使得升降电机362更精准地控制升降架361及升降架361上的捞浆下模35做更精准的升降运动。可理解的是,根据实际需要,升降电机3612除采用上下丝杆363和丝母364的配合去驱使升降架361升降外,还可以采用带传动、链传动或齿轮传动去驱使升降架361升降,其中,对于带传动来说,在湿坯机架21上设有两个位于湿坯上模32之侧旁且彼此呈一上一下对布置的带轮及套装于两带轮上的皮带,再将皮带的一侧与升降架361固定连接即可;对于链传动来说,在湿坯机架21上设有两个位于湿坯上模32之侧旁且彼此呈一上一下对布置的链轮及套装于两链轮上的链条,再将链条的一侧与升降架361固定连接即可;对于齿轮传动来说,可在上下杆363上固定有位于湿坯上模32之侧旁的上下直齿条及在升降电机362的输出端固定有与上下直齿条啮合传动的齿轮;上述方式都可以实现升降电机362驱使升降架361升降至任一位置的目的。
如图4至图7所示,网框承托机构33分别布置于湿坯上模32相对的两侧的旁边,这样设计增加网框200承托的可靠性;网框承托机构33包含旋转驱动器331及装配于旋转驱动器331之输出端的承托块332,旋转驱动器331通过驱使承托块332旋转至湿坯上模32的正下方而切换至承托位置,旋转驱动器331通过驱使承托块332旋离湿坯上模32的正下方而切换至避让位置;以借助旋转驱动器331和承托块332,以使得网框承托机构33与湿坯上模32之间的间隙做得更紧凑。举例而言,旋转驱动器331可为旋转气缸、旋转油缸或旋转电机,但不以此为限。需要说明的是,根据实际需要,网框承托机构33的一变形方式是:网框承托机构包含沿水平方向做伸缩运动的伸缩驱动器,伸缩驱动器通过伸至湿坯上模32的正下方而切换至承托位置,伸缩驱动器通过缩离湿坯上模32的正下方而切换至避让位置,一样达到网框承托机构对网框200承托或释放的目的;而伸缩驱动器可为伸缩气缸或伸缩油缸等,但不以此为限。
如图1所示,本发明的龙门机械手带网转移式纸模成型线100还包括对取料机器人50所取的干坯进行切边的切边机70及对切边机70所切边后的干坯进行码垛堆叠的码垛接料台60,切边机70位于干坯成型机40远离湿坯成型机30的一侧的旁边,且切边机70还沿X轴方向与干坯成型机40相对齐,码垛接料台60沿Y轴方向位于切边机70与取料机器人50之间,取料机器人50负责将切边机70所切边后的干坯转移至码垛接料台60,以实现干坯在线式切边及切边后的干坯进行码垛堆叠的目的。可理解的是,当要做成离线切边时,此时的本发明的龙门机械手带网转移式纸模成型线100还包括供取料机器人50所取的干坯进行码垛堆叠的码垛接料台60,码垛接料台60位于取料机器人50的前侧旁边即可,故不以上述为限。
与现有技术相比,由于网框上下料机构20包含装配于三轴移载机构12处的机构框架21及在机构框架21之外边框211上彼此朝向相反的各用于真空吸附网框200的第一真空吸头22和第二真空吸头23,第一真空吸头22为多个且沿着外边框211排列,第二真空吸头23为多个且沿着外边框211排列,以使得第一真空吸头22或第二真空吸头23从网框200的边缘对网框200进行吸取,确保网框200取放的可靠性,还可避免因第一真空吸头22或第二真空吸头23对网框200的中部吸取而造成网框200的设计相对复杂;而湿坯成型机30包含湿坯机架31、装配于湿坯机架31处的湿坯上模32、装配于湿坯机架31并位于湿坯上模32之侧旁的网框承托机构33、装配于湿坯机架31并位于湿坯上模32正下方的浆池34、沿湿坯机架31的上下方向呈对齐地位于湿坯上模32和浆池34之间的捞浆下模35及装配于湿坯机架31并选择性地驱使捞桨下模35沉入浆池34(状态见图7所示)中或驱使捞桨下模35移离浆池34再与湿坯上模32合模的升降机构36(状态见图4所示),网框承托机构可于一如图4或图5所示的承托位置和一如图6或图7所示的避让位置之间切换,故在三轴移载机构12驱使网框上下料机构20对湿坯成型机30进行上下料网框200的过程中,在三轴移载机构12的驱使作用下,使得第一真空吸头22将该第一真空吸头22所吸附的空的网框200放置于处于承托位置的网框承托机构33上,由处于承托位置的网框承托机构33从下方承托第一真空吸头22所转送来的空的网框200,状态见图4,还使得第二真空吸头23将由升降机构36所驱使来的捞桨下模35上的带有湿坯的网框200吸走,而被吸走带湿坯的网框200的捞桨下模35在升降机构36的驱使下升起至与被处于承托位置的网框承托机构33所承托的空的网框200相接触位置时,状态见图5所示,此时,网框承托机构33再切换至避让位置时,从而由网框承托机构33将其所承托的空的网框200从上方放置于捞浆下模35处,实现空的网框200往捞桨下模35处的顺畅转移,状态见图6所示;而吸取有带有湿坯的网框200的第二真空吸头23在三轴移载机构12的驱使下将带有湿坯的网框200转移至处于开模状态的干坯成型机40中,同时,三轴移载机构12还驱使第一真空吸头22将处于开模状态的干坯成型机40上的带干坯的网框200吸走,接着,三轴移载机构12驱使第一真空吸头22和第二真空吸头23往取料机器人10处运动,由取料机器人10将第一真空吸头22所吸取的网框200中的干坯取走,从而使得第一真空吸头22所吸取的被取走干坯的网框200又变成了空的网框200,因而完成网框200上下料转移的一个流程,不断重复上述的过程,即可以完成网框200上下料转程的流水化作业。所以,本发明的具有龙门机械手带网转移式纸模成型线100通过吸取网框200方式进行网框200上下料转移,不需要仿形治具对湿坯或干坯进行真空吸附,减少气源浪费;且在减少气源浪费的情况下确保网框200上下料转移的顺畅可靠性。另,通过三轴移载机构12驱使网框上下料机构20做XYZ三轴的移动,使得网框上下料机构20可于Y轴方向进行伸缩,故适用于狭窄的空间中对网框100进行转移。需要说明的是,在三轴移载机构12对网框上下料机构20的驱使下,第一真空吸头22和第二真空吸头23是一起运动的。
值得注意者,干坯成型机40、取料机器人50及切边机70的具体结构及工作原理各为本领域所熟知,故在此不再赘述。同时,龙门机械手10、湿坯成型机30、干坯成型机40、取料机器人50、码垛接料台60及切边机70各安装于外界如地面上。另,在图1中,X轴的正向即为湿坯机架31由左至右的方向,Y轴的正向即为湿坯机构31由前至后的方向,Z轴的正向即为湿坯机构31由下至上的方向。
上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。