一种热炉钢转运车电力驱动电缆及其制造方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及电力技术领域,具体涉及一种热炉钢转运车电力驱动电缆及其制造方法。
背景技术
现代钢铁制造工艺过程中,如何将在转炉中精炼好的热钢水送往到下道连铸或模铸工区,一般采用自动传送带装置运输到下道工序,但现代大型钢厂钢转炉产能较大,一般能生产(200~400)吨,大型钢转炉产量效率较高、能耗更低,而附近传送带不能够消化产能有限,绝大多数钢水需输送到各分散的工区或车间,为减少能量损耗,避免大幅度降温冷却,或固化造成钢水罐与钢水粘连而报废,需采取热装、热送工艺,而且运输距离要短、效率高的电动轨道运送,在最短时间内运输达到下道工区,一般要求输送距离不大于300米。
铁水牵引电机车系统就成了最好的运输工具。铁水牵引电机车系统包括钢水罐、牵引机车、控制系统、转向架、电力系统和轨道等组成,其中电力系统采用电机、卷轴及电力驱动电缆;卷轴在电机车上,固定电缆一端,为电机供电(有些情况为铁水罐内铁水加热),而另一端在轨道外侧的中间位置接外电力,通过转向器控制卷轴的收和放,形成一个完整的行走过程,正反向行走可减少电缆重量与卷轴重量,减少电缆损伤。
由于运送铁水重量一般为20~50吨,加上铁水罐、电机车、卷轴与电缆等重量较大,因而不能采用无线电瓶车驱动,宜采用380V工频交流电力驱动,驱动功率约为(80~250)kW;
根据钢转炉的生产效率与运输要求,一般要求每天运送20~40次,这对电缆的机械损伤较大,普通大功率塑料绝缘电力电缆设计为固定敷设,不移动,也没这等级的高温环境,钢铁设计要求电缆寿命为3月,到时更换。
基于上述原因,热炉钢转运车电力驱动电缆设计需要特种设计,必须具备以下要求:
(1)电缆整体柔软性好;高频率来回移动不会损伤导体,保证电力截流能力不下降;绝缘层与护套层也具有较好小半径弯曲率;
(2)绝缘与护套耐弯曲损伤性能好,绝缘电阻和电气强度不下降,护套不会机械损伤;
(3)由于电缆在轨道外,最易受到钢水泼沾,外层钢水落下时温度在1000度左右,在遇钢水泼沾电缆表面时,电缆所有结构材料短时间内耐受高温不应受损伤;
(4)电缆同一地方受钢水泼沾两次仍能够保证不受高温损坏,钢水冷却后能够自我脱落。
而现有的热炉钢转运车使用的电缆主要有以下问题:
(1)导体采用纯铜导体,耐高温不够,强度稍差,易拉断至电缆寿命减短;
(2)绝缘护套采用塑料材料,耐高温性能差,在高温下损伤造成绝缘电压击穿,护套受热机械变型而损坏电缆,如交联聚乙烯材料(90℃)与硅橡胶材料(180℃);
(3)钢水泼沾时塑料电缆不能自保出现故障损坏,有的电缆加钢丝编织铠装时,不能够保证塑料护套烧坏,钢水冷却成块粘钢丝上,在电缆卷绕在卷轴时损伤邻圈电缆。
(4)电缆使用寿命短于3月。
因此,提供一种耐高温、弯曲性好、绝缘性好、使用寿命长的热炉钢转运车用电缆是本领域技术人员需要解决的问题。
发明内容
针对现有热炉钢转运车用电缆所存在的上述问题,本发明的目的是提供一种热炉钢转运车电力驱动电缆及其制造方法,该电缆使用寿命较长、具有较高的安全性能与较好的性价比,可满足热炉钢转运车的使用要求,同时该电缆的制造方法也简单易实施。
为了达到上述目的,本发明提供的热炉钢转运车电力驱动电缆,包括外护层、隔离层、填充层和三相缆芯,所述三相缆芯的外部绕包有隔离层;所述隔离层的外部绕包有外护层;所述三相缆芯之间以及与隔离层中间的空隙设置有填充层;
所述缆芯包括导体层和绕包在导体层外部的绝缘层,所述导体层采用镀镍软铜导体材料制成;所述绝缘层采用氧化镁耐高温包带材料制成;所述隔离层采用陶瓷化云母包带多层重叠绕包而成;所述填充层由无尘岩棉绳构成;所述外护层采用镀镍钢带金属连锁铠装而成;所述外护层上涂有石墨层或金属漆。
进一步的,所述导体层由多根细镀镍铜丝通过复合绞合而成。
进一步的,所述绝缘层由玻璃丝为加强基,硅胶与氧化镁粉形成的固态粘在两层玻璃丝中间制成。
进一步的,所述绝缘层由4-9层绕包而成,其中内两层采用涂塑型氧化镁耐高温包带,外面采用非涂塑型耐高温包带。
进一步的,所述绝缘层包带材料的厚度为0.1mm-0.3mm。
进一步的,所述隔离层可根据线规格大小,绝缘厚度的要求进行多层绕包。
进一步的,所述镀镍钢带的厚度为1.0mm-2.0mm。
进一步的,所述三相缆芯呈正三角形分布排列。
本发明还提供一种上述热炉钢转运车电力驱动电缆的制造方法,包括如下步骤:
(1)导体层的制备,将耐高温导电性能良好的导体通过拉丝、束合、复绞而成导体层;
(2)三相缆芯的制备,在导体层的外部绕包绝缘层制备绝缘线芯,再配合填充层绞合成三相缆芯;
(3)在三相缆芯的外部绕包隔离层;
(4)在隔离层的外部绕包外护层。
进一步的,所述绝缘层绕包完成后的绝缘线芯在烘箱内进行烘烤去除水分。
与现有技术相比,本发明提供的热炉钢转运车电力驱动电缆具有如下有益效果:
(1)与传统塑料绝缘电缆相比,可保证钢水滴落时电缆不会受损伤,电缆内所有材料耐高温都在1000℃以上;
(2)具有较好的卷轴弯曲性,多次重复弯曲不会损伤内部绝缘,造成电气绝缘性能与电气耐压击穿;
(3)外护层为金属材料,在上盘与轨道边拖行时不会受到机械损伤;
(4)可多次防铁水滴落并自动脱离,不会引起护套间尖端损伤;
(5)安全防火,电缆用所有材料不易燃,不会铁水滴落造成火灾;
(6)环保无公害,电缆材料都不会对环境造成伤害,都易回收循环利用。
附图说明
以下结合附图和具体实施方式来进一步说明本发明。
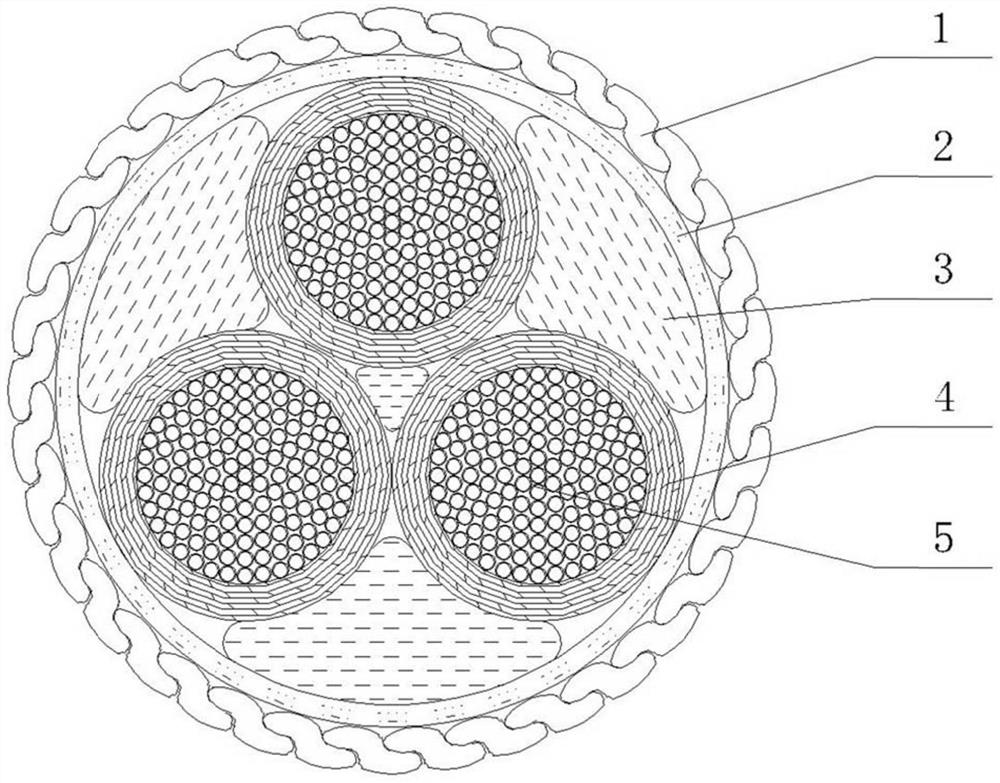
图1为本实例中热炉钢转运车电力驱动电缆的横截面剖视图;
图2为本实例中热炉钢转运车电力驱动电缆氧化镁绝缘包带的纵截面剖视图。
图中标号含义:
外护层1、隔离层2、填充层3、绝缘层4、导体层5、无碱玻璃丝编织层6、氧化镁与硅胶混合层7。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
针对现有热炉钢转运车电力驱动电缆所存在的问题,本实例提供一种新的方案,本方案提供的电缆耐高温、弯曲性好、绝缘性好、使用寿命长,具有较高的安全可靠性。
如图1所示,本实例提供的热炉钢转运车电力驱动电缆,包括外护层1、隔离层2、填充层3和三相缆芯,其中,三相缆芯呈正三角形分布排列,三相缆芯的外部绕包有隔离层2,隔离层2的外部绕包有外护层1,三相缆芯之间以及与隔离层2中间的空隙设置有填充层3。
具体的,缆芯由导体层5和绕包在导体层5外部的绝缘层4构成,其中,导体层5用于传导电力,其优选采用镀镍软铜导体材料制成;绝缘层4用于保护导体层5,形成一个对外绝缘的空间。
作为举例,本实例中的导体层5由多根细镀镍铜丝通过复合绞合而成,其内绞合结构不需紧压成型,成自然圆形,如此结构设置,能够提高导体层5的柔软性,便于敷设和施工安装,特别是在极窄线路和集束敷设时能够极大的提高导线的弯曲性能,镍耐高温1200℃以上,同时镀镍铜导体还具有更好耐腐蚀性和抗氧性。
绝缘层4采用氧化镁耐高温包带材料多层(5~8层)绕包构成,具体设置时以玻璃丝为加强基,硅胶与氧化镁粉形成的固态粘在两层玻璃丝中间制成。
其中,内两层采用涂塑型氧化镁耐高温包带紧包在导体层5上,外面采用非涂塑型氧化镁耐高温包带。
如图2所示,作为举例,本实例中的绝缘层4包括两层无碱玻璃丝编织层6和位于中间的氧化镁与硅胶混合层7,如此结构形成厚度为0.2mm的包带,氧化镁耐高温可达2800℃,是最好的耐高温材料,可保护绝缘层4不被高温损伤,影响电气性能,同时氧化镁具有一定的绝缘性能,可防止外护层1与导体层5间电气电压击穿。
隔离层2用于进一步提高导体层的安全可靠性,优选的,本实例中的隔离层2为辅助结构层,采用陶瓷化云母包带多层重叠绕包而成,双面增强合成陶瓷化云母带材料,主要起耐高温破坏、包扎缆芯、隔热和绝缘的作用。
这里需要说明的是,本实例中的绝缘层4作为关键结构,隔离层2中的云母带厚数与厚度在具体设置时,首先要保证绝缘层4的耐电压性能和电气绝缘性能,根据线规大小用不同厚度要求,二者结构之间的相互配合,使得绝缘层4可实现耐电压击穿,绝缘电阻100MΩ,电气性能保证3500V电压,5分种不击穿,从而确保了热炉钢转运车电力驱动电缆的安全可靠性。
填充层3设置在三相缆芯之间以及与隔离层2之间的空隙中,用于使得电缆整体结构圆整。
作为举例,本实例中的填充层3优选由无尘岩棉绳构成,其耐温在1500℃以上不会分解,不具有导电性,保证了电缆的安全可靠性。
本实例中的外护层1优选由镀镍钢带金属制成,具体采用1.27mm厚的较窄的镀镍钢带,经连锁铠装加工而成,如此结构设置,在电缆折弯后可相互扣紧形成密封可滑动的外护套,极大提高了线缆的弯曲柔韧性,保证了外护层1的弯曲性能。
另,连锁铠装后涂一层薄的石墨层或金属漆,可形成整综合防护层,如此设置,使得涂石墨镀镍钢带在外护层1铁水渣滴落后,可以随石墨一起剥落下,如铁水再次滴落同一位置后,镀镍层还耐高温,也可剥离,而不粘接钢层,不影响钢带间相互移动。
基于上述结构设置的热炉钢转运车电力驱动电缆,在具体应用时具有下列有益效果:
(1)与传统塑料绝缘电缆相比,可保证钢水滴落时电缆不会受损伤,电缆内所有材料耐高温都在1000℃以上;
(2)具有较好的卷轴弯曲性,多次重复弯曲不会损伤内部绝缘,造成电气绝缘性能与电气耐压击穿;
(3)外护层为金属材料,在上盘与轨道边拖行时不会受到机械损伤;
(4)可多次防铁水滴落并自动脱离,不会引起护套间尖端损伤;
(5)安全防火,电缆用所有材料不易燃,不会铁水滴落造成火灾;
(6)环保无公害,电缆材料都不会对环境造成伤害,都易回收循环利用。
同时,本实例还提供了一种上述热炉钢转运车电力驱动电缆的制造方法,包括如下步骤:
(1)导体层的制备,将耐高温导电性能良好的导体通过拉丝、束合、复绞而成导体层;
(2)三相缆芯的制备,在导体层的外部绕包绝缘层制备绝缘线芯,再配合填充层绞合成三相缆芯;
(3)在三相缆芯的外部绕包隔离层;
(4)在隔离层的外部绕包外护层。
下面结合具体的实施例详细的说明本实例提供的热炉钢转运车电力驱动电缆的制造方法,包括下列四个步骤:
(1)导体层5制作的实施
导体层5采用标准(GB/T 3956)规定的第5种镀金属软铜导体材料制作而成,首先采用小拉丝机,纯铜丝经24道模具逐节拉伸后达到规定直径细圆铜单丝,再进行双层电镀镍,如此设置使得导体层5的稳定性更高;镀好单丝分盘后通过束丝机束合成股线,股线再通过笼绞机复绞,就形成了软导体层。如此结构设置,一方面能够提高导体层的柔软性,便于敷设和施工安装,特别是在极窄线路和集束敷设时能够极大的提高导体层的弯曲性能,同时镀镍导体层还具有更好的耐腐蚀性、抗氧性和耐高温特性。
(2)绝缘层4的实施
绝缘层4采用氧化镁复合包带多层绕包而成,具体根据线规格大小,达到绝缘厚度的要求,采用六层绕包机,多于六层则分两次绕包,搭盖率为45%~50%,达到一层等于两层的效果,绕包完成后的绝缘线芯在烘箱内进行120℃烘干2小时去除水分,如此可保证电缆的绝缘电阻与耐高电压性能;氧化镁复合包带结构,是由氧化镁粉与硅胶混合粘接在双层无碱玻璃丝网间烘干溶剂成型制成。
(3)绞缆绕包的实施
三相绝缘线芯在成缆机上右向绞合成圆形结构,绝缘芯之间的空隙采用适当大小的无岩盐
(4)外护层1的实施
外护层1采用镀镍不锈钢带小宽度,厚度为1.27mm,在连锁铠装机上双层搭盖生产,形成相对可滑动的铠装层,如此结构设置可以提高电缆的弯曲性能;完成后喷涂石墨层并用长2米左右的加热器在线烘干,保证石墨层的紧固性,完成整个电缆生产上盘包装。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。