一种二次补风系统
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及金属冶炼技术领域,尤其涉及一种二次补风系统。
背景技术
熔池熔炼作为一种高效的有色金属冶炼工艺,其工作原理是通过将炉料送入由鼓风翻腾的熔池中,实现金属冶炼过程的快速完成。但是,冶炼过程的不断进行会消耗熔炼体系中氧气,并产生相应的烟气,导致系统内部的气氛组成发生改变。炉内氧分压的降低不仅会减缓冶金熔炼进程,还会降低原料中杂质砷的固化量,导致后端工艺中污酸含砷量增加,增加其处理难度与成本。
为改善上述问题,常见的方法一是提高空气的鼓入量,保证冶炼过程中系统内有充足的氧气参与反应;但是,这样的方法会导致生成大量的烟气,同样增加后续处理成本,且污染环境。
因此,现有技术还有待于进一步的提升。
发明内容
鉴于上述现有技术的不足,本发明的目的在于提供一种二次补风系统,旨在解决现有熔池冶炼中向炉内补入氧气不合理,导致烟气生成量增加的问题。
本发明为解决上述技术问题所采用的技术方案如下:
一种二次补风系统,其中,包括:
供风装置,包括风管;
补风烧嘴,所述补风烧嘴的一端用于与冶炼炉相连通,所述补风烧嘴的另一端与所述风管固定连接;以及
供氧装置,所述供氧装置的出气口与所述风管固定连接。
可选地,所述的二次补风系统,其中,还包括:
升降装置,包括电机、定滑轮及缠绕在所述定滑轮上的绳体以及用于控制所述电机的控制器;
所述绳体的一端与所述电机的动力输出端连接,另一端与所述补风烧嘴固定连接。
可选地,所述的二次补风系统,其中,所述系统还包括:
金属软管,所述金属软管固定在所述补风烧嘴与所述风管之间,所述补风烧嘴通过所述金属软管与所述风管固定连接。
可选地,所述的二次补风系统,其中,所述供氧装置包括:
制氧器,与所述制氧器连接的氧气管道,设置在所述氧气管道上的氧气切断阀。
可选地,所述的二次补风系统,其中,所述供氧装置还包括:阻火器和流量计,所述阻火器设置在所述氧气切断阀与所述风管之间的氧气管道上;所述流量计设置在所述氧气切断阀与所述制氧器之间的氧气管道上。
可选地,所述的二次补风系统,其中,所述供氧装置还包括:氧气截止阀和氧气止回阀;所述氧气截止阀设置在所述流量计与所述制氧器之间的氧气管道上;所述氧气止回阀设置在所述氧气截止阀与所述制氧器之间的氧气管道上。
可选地,所述的二次补风系统,其中,所述系统还包括:
烟气在线监控装置,用于对冶炼炉产生的烟气中的含氧量进行监测;
主控器,所述烟气在线监控装置和所述氧气切断阀分别与所述主控器连接;
所述主控器根据所述烟气在线监控装置监控的结果控制所述氧气切断阀的开度。
可选地,所述的二次补风系统,其中,所述补风烧嘴与所述冶炼炉相连通后,所述补风烧嘴的口部与所述冶炼炉的底部之间的距离为5-7m。
可选地,所述的二次补风系统,其中,所述供氧装置还包括:压力感应器,所述压力感应器设置在所述流量计与所述氧气截止阀之间的氧气管道上。
可选地,所述的二次补风系统,其中,所述补风烧嘴与所述冶炼炉相连通后,流经所述补风烧嘴的二次风中氧含量为20-90%。
有益效果:本发明所提供的二次补风系统,通过供氧装置提供氧气与供风装置所提供的风进行混合,使通过补风烧嘴补入冶炼炉的风是氧含量相对较高的风,使得在补入风量相同的情况下,补入更多的氧气,在提供稳定的含氧气氛环境下,减少了冶炼烟气的生成量,有利于后续对烟气的处理回收。
附图说明
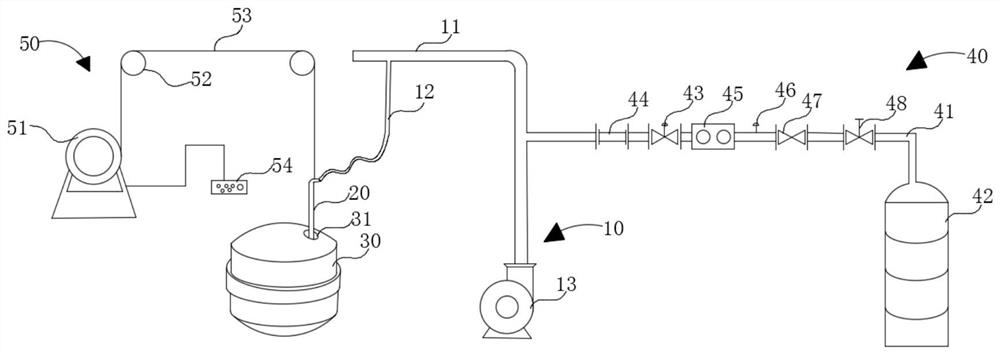
图1是本发明实施例提供的一种二次补风系统结构意图。
具体实施方式
为使本发明的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的全部或任一单元和全部组合。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
如图1所示,本发明实施例提供一种二次补风系统,包括:供风装置10,包括风管11;补风烧嘴20,所述补风烧嘴20的一端用于与冶炼炉30相连通,所述补风烧嘴20的另一端与所述风管11固定连接;以及供氧装置40,所述供氧装置40的出气口与所述风管固定连接。
在本实施例中,由所述供风装置10提供需要的风量,供氧装置40提供氧气,将供氧装置提供的氧器混入到供风装置所提供的风量中,提升风量中的氧气含量,也即是说在相同的风量下,能够提供更多的氧气,从而可以降低补风量,也就避免了产生过多的烟气。混合有氧气的风通过补风烧嘴通入到冶炼炉中,参与金属冶炼。需要说明的是,所述冶炼炉30可以是艾萨炉。即在所述艾萨炉上开有补气口,在补气口处设置一个封堵盖板31,所述补风烧嘴穿过该封堵盖板伸入到艾萨炉内,或者移开封堵盖板然后将补风烧嘴通过补气口进入到艾萨炉内,为艾萨炉补风。所述补气口的尺寸以及位置可以根据实际的使用进行设置,所述封堵盖板的开启和闭合可以是通过手动方式,即所述封堵盖板通过螺钉、螺栓或者卡接的方式设置在补风口处,手动打开,当然还可以是通过自动控制方式,控制封堵盖板进行开启和闭合。其中,用于自动控制所述封堵盖板的开启或闭合的控制装置为现有常用的控制技术,在此不做限定。
在本实施例的一种实现方式中,所述补风烧嘴20可以是由耐高温的金属制成的管道(如镍基合金),在所述管道的一端(使用时伸入冶炼炉的一端)固定有布风件(未示出),所述布风件可以是表面均匀排列通孔的金属件,该金属件通过螺纹或者焊接的方式固定在补风烧嘴的端部,通过设置布风件可以使进入冶炼炉的风均匀的进入冶炼炉,避免在局部产生较大的风压影响冶炼炉的正常生产。需要说明的是,所述布风件还可以是具有多个出风口的管件,类似与三通件,通过设置多个出风口,也可以使所补入的风能够相对分散的进入到冶炼炉中,避免局部供风影响正常生产。
进一步地,所述补风烧嘴20伸入冶炼炉30后,其出风口距离冶炼炉底的距离为5-7m,示例性地,所述距离为6m,通过控制补风烧嘴出风口与冶炼炉底的距离,可以使所补入的氧气更加容易的参与反应,同时不影响冶炼炉正常生产。
在本实施例的一种实现方式中,所述补风烧嘴20的移动可以是手动的,当然也可以自动控制。示例性地,通过控制升降装置50来实现其移动,所述升降装置50包括:提供动力的电机51,定滑轮52、绳体53以及用于控制升降装置的控制器54,绳体53的一端固定在所述补风烧嘴20上,另一端与电机固定,通过电机的转动,使绳体53的收缩或伸展,进而带动补风烧嘴20发生位置移动。容易理解的是,所述控制器54可以具有,向上,向下,停止,运行的功能。当然也可以根据需要,实现左右的移动。
在本实施例的一种实现方式中,所述补风烧嘴20与供风装置10的风管11之间通过金属软管12进行连接,通过金属软管进行连接方便对补风烧嘴20进行移动,需要说明的是,所述金属软管的长度以及管径,金属软管与补风烧嘴之间的连接方式,均可以根据实际需要进行设置,在此不做限定。
在本实施例中,所述风管11的进风端可以直接与透平风机13的出风口相接,也可以与现有的冶炼炉供风装置的风管相连接,也就是说,通过风管11的风可以是由单独配置的风机提供,也可以是由现有的供风风机提供,其中,通过采用现有的供风风机提供可以不用额外增加供风设备,减少生产运营成本,所述透平风机可以是变频透平风机。容易理解的是,所述透平风机的型号、风管的直径、风管的长度以及风管的布设,可以根据现场的实际生产情况进行设置,在此不做限定。
在本实施例中,在所述风管11上还固定连接有氧气管道41,所述氧气管道11的进气端连接有制氧器42,由制氧器产生氧气,氧气通过氧气管道41进入到风管11与风管里面的风进行混合。通过混入氧气,提升氧气含量,可以降低烟气产量。在所述氧气管道41固定设置有氧气切断阀43,通过设置氧气切断阀43(控制氧气切断阀43的开度),进而可以控制氧气的添加量。
在本实施例中,在所述风管11与所述氧气切断阀43之间的氧器管道上还设置有阻火器44,所述阻火器为管道阻火器,管道阻火器是用来阻止氢气火焰向外蔓延的安全装置。它由一种能够通过气体的、具有许多细小通道或缝隙的固体材料(阻火元件)所组成。要求阻火元件的缝隙或通道尽量小,因而当火焰进入阻火器后,被阻火元件分成许多细小的火焰流,由于传热作用(气体被冷却)和器壁效应,火焰流猝灭。通过设置阻火器44可以防止冶炼炉中的高温气体沿风管进入氧气管道,引起氧气发生爆燃。
进一步地,为了提升阻火效果,在所述氧气管道上还安装有呼吸阀(未示出),即采用管道阻火器与呼吸阀配合使用的方式进行。
在本实施例中,在所述氧气切断阀43与制氧器42之间的氧器管道上还设置流量计45,用于对氧气管道内的流量进行检测,所述流量计45可以是数字气体流量计,所述流量计的型号可以根据实际生产情况进行合理选择。容易理解的是,通过设置流量计可以实现对供氧量进行准确的控制。可以通过工艺配比实现计算出不同工艺下,需要补入的氧气量,设定工艺参数,根据工艺参数进行控制。
在本实施例中,在所述流量计45的氧气进口端设置有压力感应器46,所述压力感应器可以是压力表,压力计,通过对氧气管道中的压力进行监测,可以避免因氧气压力低于风管中的风压,而影响氧气的补入,也可以避免因氧气压力过高对风管中风量造成影响。
在本实施例中,在所述制氧器与氧气截止阀47之间的氧气管道上还设置有氧气止回阀48,通过设置氧气止回阀可以避免因风管内的风压大于氧气管道内的氧气压力,从而使得风管中的气体通过氧气管道进入到制氧器,影响制氧器的正常工作。
在本实施例的一种实现方式中,所述二次补风系统,还包括一个主控制器(未示出),所述的主控制器可以是控制柜,通过设置主控制柜可以实现自动控制。
具体来说,将用于实现控制冶炼炉补风口开启、闭合功能的控制信号、用于控制补风烧嘴移动的升降装置、用于控制氧气切断阀、氧气截止阀、氧气止回阀、流量计、压力感应器、制氧器以及控制透平风机启停的控制信号分别接入到主控器,通过主控制器来实现统一控制。
在本实施例中,总控制器实现控制的依据是根据冶炼炉烟气中含氧量来进行的,即可以将烟气在线监控装置所监测到的烟气含氧量接入到主控制器。
示例性地,利用烟气在线监控装置实现对烟气中氧气含量的实时监测,以便于调整富氧二次风的补加量,并通过对烟尘成分以及污酸成分进行分析,监控砷的固化率。当烟气中含氧浓度降低至3%时候,不难发现烟气中砷的固化率不足20%,进而导致后续烟气制酸工序中污酸含砷量较高,接近20g/L。
为改善上述现象,启用富氧二次补风补加装置。具体步骤为:打开炉顶开口盖板;再通过卷扬控制柜上的按钮或电脑终端操作卷扬机,借助于钢丝绳和滑轮的传动,将补风烧嘴放入炉内;再打开透平风管道的阀门、氧气管道的截止阀;并通过调节截止阀的开度,调整到所需富氧二次风流量大小。
相对比之下,经改造后的艾萨炉设备,富氧二次风补加装置可以及时补充被消耗的氧气。通过对烟气气氛的监控,可以看出烟气氧气的浓度一直保持在6-8%,烟气中砷的固化率保持在30-40%,后端烟气制酸工序产生的污酸含砷较低,含砷率低至10g/L以下。
另外,二次补风装置的启用有效地减少了烟气的产生。具体为:二次补风系统采用富氧气氛和空气的组合。制氧系统提供的富氧气氛含98%氧气(0.3Nm
综上所述,本发明提供一种二次补风系统,包括透平风机、制氧器、补风烧嘴以及用于控制补风烧嘴移动的升降装置,通过制氧器制氧,并将所制得的氧器添加到透平风机所供的风量中,从而使补入冶炼炉内的二次风是含氧量较高的风,由于所补入的二次风含氧量较高,在相同补氧量的情况下,所补入的风量就将减少,从而使得烟气的产生量就少,减少了冶炼烟气的生成量,有利于后续对烟气的处理回收。
应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。