一种装配冲锋枪的扳机部件的方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及冲锋枪技术领域,特别是涉及一种装配冲锋枪的扳机部件的方法。
背景技术
为提高冲锋枪发射机机构装配的便利性,需要先将冲锋枪的扳机、单发阻铁、扳机簧和阻铁簧通过组装套预装为一个扳机部件。
冲锋枪扳机部件装配目前采用徒手方式安装,需先将阻铁簧放入单发阻铁下部的阻铁簧容簧孔内,将平列双扭弹簧结构的扳机簧的外扭臂一装入单发阻铁一侧的圆柱外圆,再将阻铁簧与扳机上的阻铁簧容簧孔对齐,并使扳机簧内扭臂跨置在扳机上,使外扭臂二搭接在扳机的内槽上,最后将组装套依次穿过扳机簧的组装套安装孔、扳机一侧的组装套安装孔、单发阻铁的组装套安装孔和扳机另一侧的组装套安装孔,从而完成安装;上述扳机部件的徒手无工具装配过程极其费力,操作难度大,特别是组装套在有簧力作用的同时,需依次穿过与组装套小端外径相同的扳机上组装套安装孔、单发阻铁上组装套安装孔和扳机上另一侧的组装套安装孔共三层孔,徒手装配难度很大;又由于该部件内结构空间的限制,扳机上的阻铁簧限位孔较浅,阻铁簧与扳机上的阻铁簧限位孔对齐的装配过程中极易从扳机的阻铁簧限位孔孔里滑脱,使装配过程前功尽弃,或是即便装上了但阻铁簧的姿态又不正确,无法实现正常功能,给装配工的装配作业带来较大的困难和负担,由于装配方法难以掌握,也使军警等使用者在日常维护保养作业中不敢轻易分解阻铁部件,易导致冲锋枪因保养不当而引发的故障率提高。
发明内容
本发明的目的在于克服现有技术的不足,提供一种装配冲锋枪的扳机部件的方法,它可以实现冲锋枪的扳机部件的方便快速地装配。
本发明的目的是这样实现的:
一种装配冲锋枪的扳机部件的方法,本方法包括以下步骤:
S1、准备工具
准备代用销、阻铁簧限位杆、阻铁簧限位基座;
所述代用销呈直杆状,具有依次设置的圆锥形尖头、圆锥型导引段、直角定位肩、组装套安装段;
所述阻铁簧限位杆呈直杆状,具有依次设置的限位引导段、限位段、外螺纹连接段;
所述阻铁簧限位基座呈U形,阻铁簧限位基座的两侧壁上对应设置有阻铁簧让位槽、螺纹孔,阻铁簧限位基座的两侧壁相向面作为定位面;
S2、安装阻铁簧限位基座和阻铁簧限位杆
通过阻铁簧限位基座的定位面将阻铁簧限位基座卡接在扳机上,使阻铁簧让位槽、螺纹孔与扳机的阻铁簧限位孔相对;
然后,将阻铁簧限位杆的限位引导段、限位段依次穿过阻铁簧限位基座的螺纹孔、扳机上的阻铁簧限位孔、阻铁簧让位槽,使阻铁簧限位杆的外螺纹连接段配合在阻铁簧限位基座的螺纹孔上,拧紧阻铁簧限位杆,直至阻铁簧限位基座与扳机贴合,从而将阻铁簧限位基座和阻铁簧限位杆安装在扳机上;
S3、安装组装套
将组装套套在代用销的组装套安装段上,使组装套的小端端面与代用销的直角形定位肩贴合;
S4、装配扳机部件
首先,将阻铁簧的一端装入所述阻铁簧限位杆的限位引导段、限位段,与扳机上的阻铁簧限位孔对齐;
然后,将单发阻铁上的阻铁簧容簧孔与已被阻铁簧限位杆导引并定位的阻铁簧对齐,使阻铁簧的另一端装入单发阻铁上的阻铁簧容簧孔内,再将扳机簧的第一外扭臂侧的圆柱螺旋内孔套在单发阻铁一侧的圆柱外圆上,同时扳机簧内扭臂跨置在扳机的侧壁上,使扳机簧的两圆柱螺旋内孔与扳机上所设的组装套安装孔粗对齐;
继而,将代用销的圆锥形尖头从扳机簧第二外扭臂侧的圆柱螺旋内孔处插入,依次穿过扳机上组装套安装孔一、扳机簧的圆柱螺旋内孔、单发阻铁上组装套安装孔和扳机的组装套安装孔二,直至组装套上的组装套阶梯面与扳机的侧面相贴合,通过代用销上的圆锥形导引段的引导规正作用使扳机的两组装套安装孔、单发阻铁上组装套安装孔和扳机簧的圆柱螺旋内孔自行对齐,并最终直接导入至组装套的小端外圆柱面上面;
最后,将代用销从组装套内抽出,然后将阻铁簧限位杆从阻铁簧限位基座上拧下,取下阻铁簧限位基座,即完成扳机部件的装配。
优选地,所述代用销的圆锥形尖头、圆锥型导引段之间设置第一过渡段,所述圆锥型导引段、直角形轴肩之间为第二过渡段,所述第一过渡段、组装套安装段的直径等于组装套的圆孔直径,所述第二过渡段的直径等于所述组装套小端的外径,所述圆锥形尖头、圆锥型导引段、过渡段的轴向长度之和大于组装套的轴向长度。
优选地,所述阻铁簧限位杆的外螺纹连接段的螺纹长度大于阻铁簧限位基座上的螺纹连接孔的螺纹深度,所述阻铁簧限位杆的限位引导段、限位段的轴向长度之和不小于阻铁簧长度的三分之二、直径不大于阻铁簧圆柱螺旋内孔直径。
优选地,所述组装套的轴向长度小于所述代用销的组装套安装段的轴向长度。
由于采用了上述技术方案,本发明具有如下有益效果:
本发明中装配工具代用销能够将扳机部件的组装套定位约束,且其上的圆锥形尖头和圆锥形导引段能够将单发阻铁的组装套安装孔和扳机簧的圆柱螺旋内孔自行逐步引导对齐后直接套装在组装套上,装配工具阻铁簧限位杆和阻铁簧限位基座将扳机上的阻铁簧限位孔内的阻铁簧进行了可靠定位,避免了该簧因限位孔较浅而导致的在装配过程中易滑脱的问题,同时解决了装配时两只手不够用的问题。新的某系列冲锋枪扳机部件装配方法具有所用工具简单实用,装配操作便利快捷等特点,尤其使该系列冲锋枪的使用者无须特别训练就能轻松进行扳机部件的分解、维护、保养和保养后的装配,能极大地提高扳机部件工厂装配作业的效率和枪支使用者日常维护保养作业的便利性,也使该系列冲锋枪因保养不当而造成的故障率大大降低。本发明所涉及的装配方法在枪械维保方面有很好的推广和实用价值,广泛的推广应用后会产生良好的经济效益和社会效益。
附图说明
图1是具体实施方式中所用工具代用销的三维示意图;
图2是工具代用销的整体结构示意图;
图3是具体实施方式中所用工具阻铁簧限位杆和限位基座结合的结构示意图;
图4是工具阻铁簧限位基座的结构示意图;
图5是工具阻铁簧限位杆的结构示意图;
图6是扳机结构示意图;
图7是扳机簧结构示意图;
图8是单发阻铁结构示意图;
图9是阻铁簧结构示意图;
图10是组装套结构示意图;
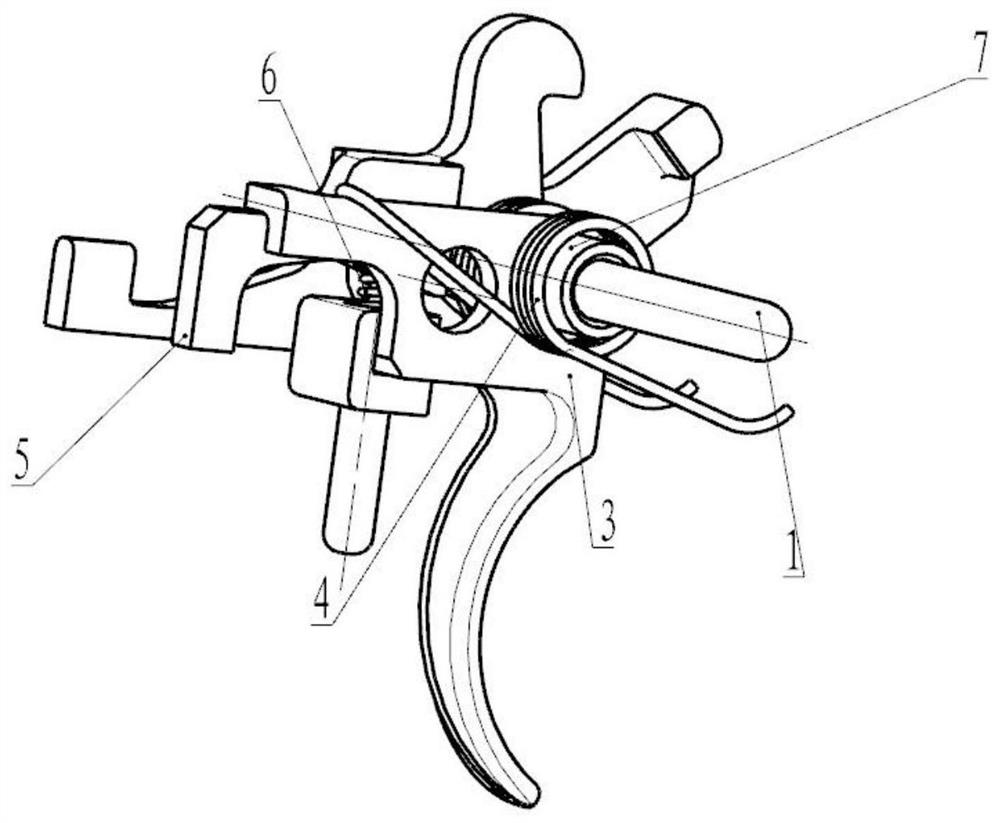
图11a-图11e是冲锋枪扳机部件的装配步骤示意图。
具体实施方式
下面结合附图对本发明进行进一步说明,附图中,1-代用销,2-阻铁簧限位杆,3-扳机,4-扳机簧,5-单发阻铁,6-阻铁簧,7-组装套,8-阻铁簧限位基座;101-圆锥形尖头,102-圆锥形导引段,103-直角定位肩,104-组装套安装段,105-第二过渡段,106-第一过渡段,201-限位引导段,202-限位段,203-外螺纹连接段,301-扳机上组装套安装孔一,302-扳机上组装套安装孔二,303-扳机上阻铁簧限位孔,304-扳机上阻铁簧限位孔工艺孔,401-扳机簧内扭臂,402-扳机簧圆柱螺旋内孔,403-扳机簧第一外扭臂,404-扳机簧第二外扭臂,501-单发阻铁上阻铁簧容纳孔,502-单发阻铁上扳机簧容纳圆柱面,503-单发阻铁上组装套安装孔,601-阻铁簧端面1,602-阻铁簧端面2,701-组装套大端端面,702-组装套大端外圆柱面,703-组装套阶梯面,704-组装套小端外圆柱面,705-组装套小端端面,801-基座上螺纹孔,802-基座上U形定位面1,803-基座上U形定位面2,804-基座上阻铁簧让位槽。
参见说明书附图,一种装配冲锋枪的扳机部件的方法,本方法包括以下步骤:
S1、准备工具
代用销1、阻铁簧限位杆2、阻铁簧限位基座8;
所述代用销1呈直杆状,具有从前到后依次设置的圆锥形尖头101、第一过渡段106、圆锥型导引段102、第二过渡段105、直角定位肩103、组装套安装段104(含供握持的手柄段);
所述阻铁簧限位杆2的前端为限位引导段201,中间为限位段202和外螺纹连接段203、供握持的手柄段,所述外螺纹连沿轴向设置。所述限位引导段直径保证其能装入扳机上的阻铁簧限位孔处的工艺孔304;
所述阻铁簧限位基座8呈U形状,具有依次设置的阻铁簧让位槽804、定位面803、802和螺纹孔801;
S2、安装阻铁簧限位基座和阻铁簧限位杆
将阻铁簧限位基座8的U形部分定位面803、802卡入扳机上阻铁簧限位孔工艺孔304处,然后将阻铁簧限位杆2的限位引导段201、限位段202依次穿过阻铁簧限位基座8的螺纹孔801、扳机3上的阻铁簧限位孔303,使阻铁簧限位杆2外螺纹安装在阻铁簧限位基座8的螺纹孔801上,拧紧阻铁簧限位杆2,直至阻铁簧限位基座8与扳机3贴合紧密,从而将阻铁簧限位基座8和阻铁簧限位杆2安装在扳机3上;
S3、安装组装套
将组装套7小端圆孔穿过代用销1上的供握持的手柄段,套在代用销1的组装套安装段104上,将组装套7的小端端面705同代用销1的直角形定位肩103贴合,将组装套7装在代用销1的组装套安装段104上;
S4、装配扳机部件
首先,将阻铁簧6的一端601装入所述阻铁簧限位杆2的限位引导段201、限位段202,与扳机3上的阻铁簧限位孔303对齐;
然后,将单发阻铁5上的阻铁簧容簧孔501与已被阻铁簧限位杆2导引并定位的阻铁簧6对齐,使阻铁簧6的一端602装入单发阻铁5上的阻铁簧容簧孔501内,并将扳机簧第一外扭臂403侧的圆柱螺旋内孔402装入单发阻铁5一侧的圆柱外圆502,同时扳机簧4内扭臂401跨置在扳机3上,并使扳机簧4的两圆柱螺旋内孔402与扳机3上所设的组装套安装孔301轴心粗略对齐;
继而,将代用销1的圆锥形尖头101从扳机簧第二外扭臂403的圆柱螺旋内孔402处插入,依次穿过扳机3上组装套安装孔一301、扳机簧4的圆柱螺旋内孔402、单发阻铁5上组装套安装孔503和扳机3的组装套安装孔二302,通过代用销1上的圆锥形导引段102的引导规正作用使扳机3的两组装套安装孔、单发阻铁5上组装套安装孔503和扳机簧4的圆柱螺旋内孔402自行对齐,并最终直接导入至组装套7的小端外圆柱面704上面,插入代用销1直至组装套7上的组装套阶梯面703与扳机3上组装套安装孔一301同侧的侧面相贴合;
最后,将代用销1从组装套7内抽出,然后将阻铁簧限位杆2从阻铁簧限位基座8上拧下,取下阻铁簧限位基座8,即完成扳机部件的装配。
参见图1-图10,所述代用销1呈直杆状,具有从前到后依次设置的圆锥形尖头101、圆锥型导引段102、直角定位肩103、组装套安装段104、第一过渡段105、第二过渡段106。所述代用销1圆锥形尖头101用于穿过扳机簧4的圆柱螺旋内孔402、扳机3上组装套安装孔一301、单发阻铁5的组装套安装孔501、扳机3的组装套安装孔302时进行引导规正,所述代用销1直角形轴肩103的前端为圆锥形导引段102,后端为组装套安装段104;所述阻铁簧限位杆2的前端为限位引导段201,中间为限位段202和外螺纹连接段203,后端为供握持的部分,所述阻铁簧限位杆2螺纹连接段203设置外螺纹,且与阻铁簧限位基座8上的螺纹孔801螺纹连接固定,其插在阻铁簧6的内孔上,在阻铁簧6装配过程中进行定位,所述代用销1组装套安装段104用于套设组装套7,在扳机部件中所述组装套7穿设于扳机3的组装套安装孔(301、302)、扳机簧4的圆柱螺旋内孔402和单发阻铁5上组装套安装孔503之中,是将扳机3、单发阻铁5和扳机簧4组成扳机部件的关键零件,所述组装套7的外周面呈前细后粗的阶梯轴状。
所述代用销1圆锥形尖头101、圆锥型导引段102之间设置第一过渡段106,所述圆锥型导引段102、直角形轴肩103之间为第二过渡段105,所述第一过渡段106、组装套安装段104的直径等于所述组装套7的内径,所述第二过渡段105的直径等于所述组装套7最细段的外径,所述圆锥形尖头101、圆锥型导引段102、过渡段105、过渡段106的轴向长度之和大于组装套7的轴向长度。所述组装套7的轴向长度小于组装套安装段104的轴向长度。所述阻铁簧限位杆2的外螺纹连接段203的螺纹长度大于基座上的螺纹连接孔801的螺纹深度,所述阻铁簧限位杆2的限位引导段201、限位段202的轴向长度之和不小于阻铁簧6长度的三分之二。对应图上的标注为:D1=D3=D7,D2=D6,D6=D7,D5=D8,L4<L6,L2>L5,L3>2/3L7。
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。