一种钻头库存计划管理方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及物料管理技术领域,尤其涉及一种钻头库存计划管理方法。
背景技术
PCB板在钻孔过程中需要钻机使用不同规格型号的钻头,以加工不同直接和质量要求的孔,由于不同直接的孔加工频率存在差异,使得不同规格型号的钻头所需数量差距较大。现有解决该问题的方法是由人工进行统计,钻头的储备量和取用过程高度依赖于仓管人员的经验,费时费力,存在较大的差错率。同时,钻机使用过的旧钻头可进行研磨后可进行数次重复使用,人工统计的方法对钻头进行寿命管理较为困难,因此行业中各磨次的钻头大多按较低寿命进行使用,造成钻头的寿命浪费。此外,常规自动化仓库管理应对突发情况能力不足,需要较大的钻头安全库存才能够满足对钻头需求量不断变化的要求,钻头周转率低。此外,钻头出库后需要对钻机加工所需的放置方式进行装盒,从钻机回收的料盒入库时又需要由专门的配针机、回针机或人工完成盒中不同型号的钻头分拣装盒,物料的频繁流转为人工统计和管理钻头的寿命/库存信息带来极大的不便。因此,亟需一种钻头库存计划管理方法,以减少出入库和机器间物料流转过程的人工干预和物料流转,从而解决上述问题。
发明内容
本发明的一个目的在于:提供一种钻头库存计划管理方法,通过对钻头在自动化仓库的存放量进行控制,以减少钻头的无用库存,提高仓储效率和钻头的周转率。
为达此目的,本发明采用以下技术方案:
一种钻头库存计划管理方法,包括以下步骤:
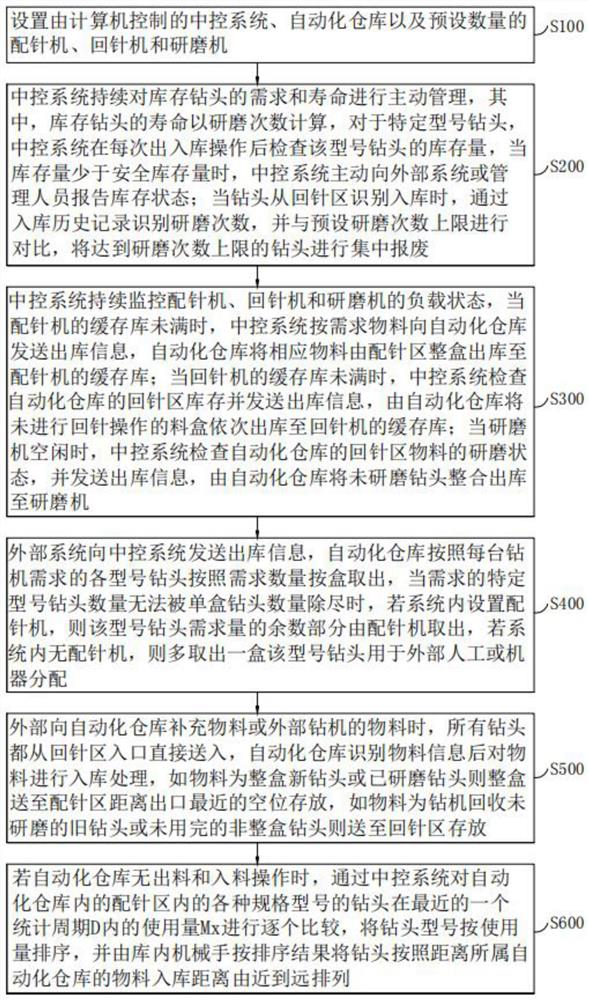
S100、设置由计算机控制的中控系统、自动化仓库以及预设数量的配针机、回针机和研磨机;
S200、所述中控系统持续对库存钻头的需求和寿命进行主动管理,其中,库存钻头的寿命以研磨次数计算,对于特定型号钻头,所述中控系统在每次出入库操作后检查该型号钻头的库存量,当库存量少于安全库存量时,所述中控系统主动向外部系统或管理人员报告库存状态;当钻头从回针区识别入库时,通过入库历史记录识别研磨次数,并与预设研磨次数上限进行对比,将达到研磨次数上限的钻头进行集中报废;
S300、所述中控系统持续监控所述配针机、所述回针机和所述研磨机的负载状态,当所述配针机的缓存库未满时,所述中控系统按需求物料向所述自动化仓库发送出库信息,所述自动化仓库将相应物料由配针区整盒出库至所述配针机的缓存库;当所述回针机的缓存库未满时,所述中控系统检查所述自动化仓库的回针区库存并发送出库信息,由所述自动化仓库将未进行回针操作的料盒依次出库至所述回针机的缓存库;当所述研磨机空闲时,所述中控系统检查所述自动化仓库的回针区物料的研磨状态,并发送出库信息,由所述自动化仓库将未研磨钻头整合出库至所述研磨机;
S400、外部系统向所述中控系统发送出库信息,所述自动化仓库按照每台钻机需求的各型号钻头按照需求数量按盒取出,当需求的特定型号钻头数量无法被单盒钻头数量除尽时,若系统内设置所述配针机,则该型号钻头需求量的余数部分由所述配针机取出,若系统内无所述配针机,则多取出一盒该型号钻头用于外部人工或机器分配;
S500、外部向所述自动化仓库补充物料或外部钻机的物料时,所有钻头都从回针区入口直接送入,所述自动化仓库识别物料信息后对物料进行入库处理,如物料为整盒新钻头或已研磨钻头则整盒送至配针区距离出口最近的空位存放,如物料为钻机回收未研磨的旧钻头或未用完的非整盒钻头则送至回针区存放;
S600、若所述自动化仓库无出料和入料操作时,通过所述中控系统对所述自动化仓库内的所述配针区内的各种规格型号的钻头在最近的一个统计周期D内的使用量Mx进行逐个比较,将钻头型号按使用量排序,并由所述库内机械手按排序结果将钻头按照距离所属所述自动化仓库的物料入库距离由近到远排列。
作为一种可选的技术方案,在所述步骤S100中,所述自动化仓库按功能分为配针区和回针区,用于整理和存放盒装钻头;所述配针机用于将多个不同型号的钻头整理至相同的料盒中,所述回针机用于将多个不同型号的钻头从料盒中取出并按型号整理至不同的料盒中;所述研磨机用于研磨钻机使用过的钻头,从而使其恢复加工能力;所述中控系统保存所有钻头的型号规格及库存数量信息,并连接外部MES、ERP系统、钻机以及所述研磨机,上述库存信息由外部系统向所述中控系统请求读取,或者所述中控系统主动向外部系统发送钻头出入库及状态信息。
作为一种可选的技术方案,在所述步骤S100中,所述自动化仓库使用机械手或AGV装置进行物料的出入库和库内整理操作,使用二维码或RFID识别装置对入库的物料进行料盒识别,获取料盒中钻头的型号、研磨次数和是否需要研磨的信息。
作为一种可选的技术方案,在所述步骤S200中,目标库存量的计算方法为,当外部系统或管理人员无定义时,首先通过历史用量情况将该钻头划分为需求稳定类或需求波动类,并针对不同的类型设置不同的库存量计算方法确定目标库存量;当外部系统或管理人员向所述中控系统输入特定型号钻头的目标库存量时,优先采用外部输入的目标库存量数值。
作为一种可选的技术方案,划分特定型号钻头类型的方法具体为,首先根据每个规格型号的钻头的历史使用数据,计算在统计周期D内,该规格型号的钻头每天使用的平均数量Mn以及标准差Sn,并定义系数N,当该规格型号的钻头满足Sn﹤N×Mn时,则该规格型号的钻头为需求稳定类,当该规格型号的钻头满足Sn>N×Mn时,则该规格型号的钻头为需求波动类,根据该规格型号的钻头类型设定不同钻头的安全库存量。
作为一种可选的技术方案,在所述步骤S200中,对于需求稳定类的钻头还包括步骤:S201、定义系数N1,且该规格型号的钻头在所述自动化仓库中的存放量Nx1≥N1×Mn。
作为一种可选的技术方案,在所述步骤S200中,对于需求波动类的钻头还包括步骤:S202、定义系数N2、N3以及N4,且N2>N3,设定该规格型号的钻头的单日用量为Md;
若Md>Mn+N2×Sn,则当天定义为高用量日;
若Mn+N2×Sn>Md>Mn+N3×Sn,则当天定义为中用量日;
若Mn+N3×Sn>Md,则当天定义为低用量日。
作为一种可选的技术方案,在所述步骤S202之后还包括步骤:S203、在所述统计周期D内,获取高用量日的数量H,中用量日的数量M以及低用量日的数量Q,并计算高用量日占比h%,中用量日占比m%以及低用量日占比q%。
作为一种可选的技术方案,在所述步骤S203之后还包括步骤:S204、设定用量判据X%;
若h%>X%,则定义钻头为高用量型号;
若X%>h%,则定义钻头为中用量型号;
若X%>h%且q%>m%且q%>h%,则定义钻头为低用量型号;
若同一规格型号的钻头同时满足上述任意两组或三组用量定义,则优先定义钻头为用量更高的型号。
作为一种可选的技术方案,在所述步骤S204之后还包括以下步骤:
对每个型号的钻头设定安全系数Sx,其中Sx可根据实际需求人工设定或由所述中控系统根据钻头的历史用量Mn和标准差Sn分类,并从预设的高用量型号、中用量型号以及低用量型号的钻头库存安全系数区间中取值计算;
对特定型号的钻头设定存放数量安全系数Sh,该型号的钻头的目标存放量Nx2≥Sh×Mn。
本发明的有益效果在于:
本发明提供一种钻头库存计划管理方法,包括自动化仓库、配套的若干配针机和回针机及由计算机控制的中控系统,可对库存钻头进行需求和寿命的主动管理,根据配套机器的负载状态分配物料,并可根据外部系统的出入库信息进行物料出入库操作。本发明通过上述方法对用于存储钻头的自动化仓库进行管理,以减少钻头的无用库存,提高仓储效率和钻头的周转率。
附图说明
下面根据附图和实施例对本发明作进一步详细说明;
图1为实施例所述的钻头库存计划管理方法的流程图;
图2为实施例所述的自动化仓库的结构示意图;
图3为实施例所述的另一自动化仓库的结构示意图。
图中:
1、底座;2、自动化仓库柜;3、库内机械手;4、外部传送带;5、库外机械手;6、研磨机。
具体实施方式
为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
于本文的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”,仅仅用于在描述上加以区分,并没有特殊的含义。
在本说明书的描述中,参考术语“一实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
如图1所示,本实施例提供一种钻头库存计划管理方法,用于对自动化仓库进行管理,该钻头库存计划管理方法包括以下步骤:
S100、设置由计算机控制的中控系统、自动化仓库以及预设数量的配针机、回针机和研磨机6。
S200、中控系统持续对库存钻头的需求和寿命进行主动管理,其中,库存钻头的寿命以研磨次数计算,对于特定型号钻头,中控系统在每次出入库操作后检查该型号钻头的库存量,当库存量少于安全库存量时,中控系统主动向外部系统或管理人员报告库存状态;当钻头从回针区识别入库时,通过入库历史记录识别研磨次数,并与预设研磨次数上限进行对比,将达到研磨次数上限的钻头进行集中报废。
S300、中控系统持续监控配针机、回针机和研磨机6的负载状态,当配针机的缓存库未满时,中控系统按需求物料向自动化仓库发送出库信息,自动化仓库将相应物料由配针区整盒出库至配针机的缓存库;当回针机的缓存库未满时,中控系统检查自动化仓库的回针区库存并发送出库信息,由自动化仓库将未进行回针操作的料盒依次出库至回针机的缓存库;当研磨机6空闲时,中控系统检查自动化仓库的回针区物料的研磨状态,并发送出库信息,由自动化仓库将未研磨钻头整合出库至研磨机6。
S400、外部系统向中控系统发送出库信息,自动化仓库按照每台钻机需求的各型号钻头按照需求数量按盒取出,当需求的特定型号钻头数量无法被单盒钻头数量除尽时,若系统内设置配针机,则该型号钻头需求量的余数部分由配针机取出,若系统内无配针机,则多取出一盒该型号钻头用于外部人工或机器分配。
S500、外部向自动化仓库补充物料或外部钻机的物料时,所有钻头都从回针区入口直接送入,自动化仓库识别物料信息后对物料进行入库处理,如物料为整盒新钻头或已研磨钻头则整盒送至配针区距离出口最近的空位存放,如物料为钻机回收未研磨的旧钻头或未用完的非整盒钻头则送至回针区存放。
S600、若自动化仓库无出料和入料操作时,通过中控系统对自动化仓库内的配针区内的各种规格型号的钻头在最近的一个统计周期D内的使用量Mx进行逐个比较,将钻头型号按使用量排序,并由库内机械手3按排序结果将钻头按照距离所属自动化仓库的物料入库距离由近到远排列。
本实施例通过上述步骤通过对钻头在自动化仓库的存放量进行控制,以减少钻头的无用库存,提高仓储效率和钻头的周转率。
在步骤S100中,自动化仓库按功能分为配针区和回针区,用于整理和存放盒装钻头;配针机用于将多个不同型号的钻头整理至相同的料盒中,回针机用于将多个不同型号的钻头从料盒中取出并按型号整理至不同的料盒中;研磨机6用于研磨钻机使用过的钻头,从而使其恢复加工能力;中控系统保存所有钻头的型号规格及库存数量信息,并连接外部MES、ERP系统、钻机以及研磨机6,上述库存信息由外部系统向中控系统请求读取,或者中控系统主动向外部系统发送钻头出入库及状态信息。
在步骤S100中,自动化仓库使用机械手或AGV装置进行物料的出入库和库内整理操作,使用二维码或RFID识别装置对入库的物料进行料盒识别,获取料盒中钻头的型号、研磨次数和是否需要研磨的信息。
自动化仓库的货架间设置传送带、机械手或AGV小车进行物料的内部流转动作,外部出口出使用传送带或AGV小车将配针区出口接驳至配针机、回针机或研磨机6,除上述进出口外,配针区和回针区均可设置人工操作的物料进出口,用于整盒钻头的入库和出库操作。
在步骤S200中,目标库存量的计算方法为,当外部系统或管理人员无定义时,首先通过历史用量情况将该钻头划分为需求稳定类或需求波动类,并针对不同的类型设置不同的库存量计算方法确定目标库存量;当外部系统或管理人员向中控系统输入特定型号钻头的目标库存量时,优先采用外部输入的目标库存量数值。
在步骤S200中,外部系统或管理人员无定义是指外部系统和管理人员都没有向中控系统输入特定型号钻头的目标库存量,在该情况下,首先考虑历史使用情况。
划分特定型号钻头类型的方法具体为,首先根据每个规格型号的钻头的历史使用数据,计算在统计周期D内,该规格型号的钻头每天使用的平均数量Mn以及标准差Sn,并定义系数N,当该规格型号的钻头满足Sn﹤N×Mn时,则该规格型号的钻头为需求稳定类,当该规格型号的钻头满足Sn>N×Mn时,则该规格型号的钻头为需求波动类,根据该规格型号的钻头类型设定不同钻头的安全库存量。作为一种实施例,自动化仓库内设置3种不同规格型号的钻头,分别为A钻头、B钻头以及C钻头,一个统计周期D为21天,在21天中,A钻头、B钻头以及C钻头每天使用的平均数量分别为9000支、12000支、15000支,标准差分别为2000支、1000支、2000支,定义系数N为0.1,则2000>0.1×9000,即A钻头为需求波动类,1000﹤0.1×12000,则B钻头为需求稳定类,20000>0.1×15000,即C钻头为需求波动类。
在步骤S200中,对于需求稳定类的钻头还包括步骤:S201、定义系数N1,且该规格型号的钻头在自动化仓库中的存放量Nx1≥N1×Mn。作为一种实施例,N1等于10,B钻头的存放量Nx1≥10×12000=120000支。
在步骤S200中,对于需求波动类的钻头还包括步骤:S202、定义系数N2、N3以及N4,且N2>N3,设定该规格型号的钻头的单日用量为Md;
若Md>Mn+N2×Sn,则当天定义为高用量日;
若Mn+N2×Sn>Md>Mn+N3×Sn,则当天定义为中用量日;
若Mn+N3×Sn>Md,则当天定义为低用量日。
作为一种实施例,N2等于2,N3等于1,A钻头的单日用量为15000支,因为15000>9000+2×2000,则将当天确定为高用量日,若A钻头的单日用量为12000支,9000+2×2000>12000>9000+1×2000,则当天为中用量日,若A钻头的单日用量为10000支,则9000+1×2000>10000>9000,则当天为低用量日。C钻头的定义可参考A钻头,本实施例不再一一赘述。
优选的,若Md=Mn+N2×Sn,则当天定义为高用量日,若Md=Mn+N3×Sn,则当天为中用量日,若Md=Mn+N4×Sn,则当天定义为低用量日,若Md﹤Mn+N4×Sn,则当天定义为低用量日。
在步骤S202之后还包括步骤:S203、在统计周期D内,获取高用量日的数量H,中用量日的数量M以及低用量日的数量Q,并计算高用量日占比h%,中用量日占比m%以及低用量日占比q%。
在步骤S203之后还包括步骤:S204、设定用量判据X%;
若h%>X%,则定义钻头为高用量型号;
若X%>h%,则定义钻头为中用量型号;
若X%>h%且q%>m%且q%>h%,则定义钻头为低用量型号;
若同一规格型号的钻头同时满足上述任意两组或三组用量定义,则优先定义钻头为用量更高的型号。
作为一种实施例,设定用量判据X%等于40%,若A钻头的高用量日为10天,中用量日为7天,低用量日为4天,则高用量日占比47.6%,中用量日占比33.3%,低用量日占比19.1%,47.6%>40%,即A钻头为高用量型号;若A钻头的高用量日为7天,中用量日为10天,低用量日为4天,则高用量日占比33.3%,中用量日占比47.6%,低用量日占比19.1%,40%>33.3%,即A钻头为中用量型号,若A钻头的高用量日为4天,中用量日为7天,低用量日为10天,则高用量日占比19.1%,中用量日占比33.3%,低用量日占比47.6%,40%>19.1%且47.6%>33.3%且47.6%>19.1%,即A钻头为低用量型号。
在步骤S204之后还包括以下步骤:
对每个型号的钻头设定安全系数Sx,其中Sx可根据实际需求人工设定或由中控系统根据钻头的历史用量Mn和标准差Sn分类,并从预设的高用量型号、中用量型号以及低用量型号的钻头库存安全系数区间中取值计算;
对特定型号的钻头设定存放数量安全系数Sh,该型号的钻头的目标存放量Nx2≥Sh×Mn。对于特定型号的钻头,当该型号钻头的库内存放的总数减去未研磨的钻头数得到的数值小于该钻头的目标存放量时,中控系统向外部发送补料信息,要求外部补充差值数量的钻头。作为一种实施例,对三类不同用量的钻头设定安全系数Sh等于5,Sm等于3,Sq等于1;则对于钻头A,单日用量为15000支时,若当月该钻头为高用量型号,则目标存放量Nx2=15000×5=75000支;若当月该钻头为中等用量型号,则目标存放量Nx2=15000×3=45000支,以此类推。
如图2所示,在一种实施例中,自动化仓库包括底座1,底座1上固定安装有多个自动化仓库柜2以及内部传送带,自动化仓库柜2内设置有若干个隔板,隔板将自动化仓库柜2隔开形成用于存放钻头的存放工位,两排自动化仓库柜2之间设置有库内机械手3,库内机械手3能够将位于配针区的存放工位的钻头和回针区的存放工位的钻头分别转移至内部传送带上,或者将内部传送带上的钻头转移至位于配针区的存放工位和回针区的存放工位上,自动化仓库柜2的外侧还设置有外部传送带4、传感器以及库外机械手5,外部传送带4用于转运钻头,传感器用于识别钻头的规格型号,库外机械手5能够将外部传送带4上的钻头转移至内部传送带,或者将内部传送带上的钻头转移至外部传送带4,外部传送带4能够将钻头转运至其他机台或物料运输装置。
在另一种实施例中,如图3所示,自动化仓库回针区侧面敞开并设置研磨机6,通过传送带和自动化仓库内部连接,回针区正面出入口传送带接驳回针机,配针区正面出入口传送带接驳配针机。
可选的,自动化仓库的货架间设置传送带、机械手或AGV小车进行物料的内部流转动作,外部出口出使用传送带或AGV小车将配针区出口接驳至所述配针机、所述回针机或所述研磨机。
可选的,回针区设置若干个出入口,库内机械手3将未研磨的钻头出库,且将已研磨和新的钻头转移至配针区。
可选的,配针区设置库内机械手3和若干个出口,配针区放置的钻头全部由库内机械手3从回针区转移出库。
可选的,回针区的上游的每个出入口连接一台回针机,回针区的下游的每个出入口连接多台研磨机6。
可选的,配针区的出口设置一台配针机,当使用的钻头需要进行非整盒出库时,库内机械手3先将所需的所有钻头型号按整盒取料并放置在配针机的缓存区中,由配针机分拣后出库。
可选的,中控系统获取补料信息之后进行步骤:通过传感器识别钻头的规格型号,并通过库内机械手3将钻头摆放于距离自动化仓库的物料出口最近的空位上。
可选的,若自动化仓库无出料和入料操作时,则进行步骤:通过中控系统对自动化仓库内的配针区内的各种规格型号的钻头在最近的一个统计周期D内的使用量Mx进行逐个比较,将钻头型号按使用量排序,并由库内机械手3按排序结果将钻头按照距离所属自动化仓库的物料入库距离由近到远排列。
此外,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
- 一种库存补货管理方法以及装置
- 一种库存管理方法及其系统
- 钢铁生产计划中合同与库存联合优化管理方法
- 库存管理方法、库存管理系统以及库存管理程式