一种基于葡萄藤人造板材及制作方法
文献发布时间:2023-06-19 18:34:06
技术领域
本申请涉及葡萄藤加工技术领域,具体而言,涉及一种基于葡萄藤人造板材及制作方法。
背景技术
葡萄藤本质藤本,长达8米,幼枝,叶柄和花序轴密生白色或豆沙色蛛丝状柔毛。叶卵形或五角状卵形,长8~11厘米,宽6~8厘米,边缘具锯齿,不裂或具不明显的3~5角,或3~5裂,先湍急尖,基部近截形或浅心形,上面无毛,下面密被灰白色或灰棕色的绒毛。
葡萄藤既可以做中药,能够用来煮水喝具有很高的营养价值,野生的葡萄藤,也叫做大风藤,葡萄藤其茎含还原糖、蔗糖、淀粉、鞣质、黄酮类化合物,并且因为葡萄藤内部含有的化合物,使其不仅可以作为中药,还可以作为板材加工的原材料。
并且葡萄藤因为其本身的纤维物质较多,所以以其为原料制作板材其韧性以及强度都较高,并且制板成本低,但是现有的葡萄藤制板中,往往是先通过搅拌桶粉碎以后,再人工涂覆到预制模具中,在涂覆的过程中加入粘着剂制板,但是人工制板不仅费时费力,并且板体表面较为粗糙,制板效果不好。
发明内容
本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种基于葡萄藤人造板材,包括:葡萄藤进料组件、葡萄藤下料结构、葡萄藤处理组件、压模组件及运输机构;
所述葡萄藤进料组件安装于葡萄藤下料结构的左侧,所述葡萄藤处理组件安装于葡萄藤下料结构的底端,所述葡萄藤处理组件、压模组件均位于运输机构的正上方;
其中,所述葡萄藤处理组件的左侧连通有用于补充粘合剂的粘合剂添加组件,且粘合剂添加组件的输出端与葡萄藤处理组件内壁的底部相连通。
根据本申请实施例的一种基于葡萄藤人造板材,所述葡萄藤进料组件包括进料斗、第一电动推杆、推块、第二电动推杆及板状切刀,所述进料斗的右端与葡萄藤下料结构内壁的左侧相连通,所述进料斗;
所述推块与进料斗内壁的底部滑动连接,所述第一电动推杆安装于进料斗的左侧,所述第一电动推杆的伸缩杆与推块相连;
所述第二电动推杆安装于进料斗的顶部,且第二电动推杆的伸缩杆与板状切刀固定连接。
根据本申请实施例的一种基于葡萄藤人造板材,所述葡萄藤下料结构包括第一电机、连通管、压块、环装切刀、转盘、滑杆及联动板;
所述第一电机的转动轴通过联轴器固与转盘相连,所述滑杆的一端与转盘铰接,且滑杆的另一端与联动板的顶端滑动连接,所述联动板远离滑杆的一端贯穿连通管并与压块的顶端相连,所述环装切刀固定于压块的表面,所述连通管内壁的左侧与进料斗相连通。
根据本申请实施例的一种基于葡萄藤人造板材,所述葡萄藤下料结构还包括定位架与支撑板,所述定位架与第一电机相连,且转盘的顶部与定位架的内壁滑动连接,所述联动板的右端与支撑板呈垂直方向上的滑动连接,所述支撑板固定于葡萄藤处理组件的顶部。
根据本申请实施例的一种基于葡萄藤人造板材,所述葡萄藤处理组件包括处理箱、第二电机、转动杆、第三切割刀片以及出料管;
所述第二电机安装于处理箱的顶部,所述转动杆有三个,所述第二电机的输出轴通过联轴器与上方所述第二电机固定连接;
上方所述转动杆的表面固定安装有多个均匀分布的第一切割刀片,中间所述转动杆的表面安装有多个均匀分布的第二切割刀片,下方所述转动杆的表面固定安装有多个均匀分布的第三切割刀片,且多个第三切割刀片均与处理箱内壁的底部相贴合;
所述处理箱内壁的底部连通有出料管,所述出料管上安装有电控阀。
根据本申请实施例的一种基于葡萄藤人造板材,所述粘合剂添加组件包括补充管、第三电动推杆、推板及存料管;
所述补充管与存料管的顶部连通,所述推板与存料管的内壁滑动,且推板的左端与第三电动推杆的伸缩杆相连,所述第三电动推杆安装于存料管的左侧,所述存料管的内部填充有粘着剂,所述处理箱内壁的底部安装有多根毛细管,多根所述毛细管均与存料管的出液端相连通,且多个毛细管远离存料管的一端均安装有防止堵塞的单向阀。
根据本申请实施例的一种基于葡萄藤人造板材,所述压模组件包括液压杆、上模板及连接支架,所述连接支架的左端与葡萄藤处理组件的表面相连,所述液压杆有四根,且四根补充管输出杆的底端均与上模板的顶部相连。
根据本申请实施例的一种基于葡萄藤人造板材,所述运输机构包括传动带、下模板;
所述下模板有多个,多个所述下模板均铺设与传动带运动带体的表面,所述下模板的前后两侧均铰接有定位块,两个所述定位块的底部均与传动带的运动带体相连。
根据本申请实施例的一种基于葡萄藤人造板材,所述上模板的面积与液压杆顶部开槽的面积相同。
一种基于葡萄藤人造板材及制作方法,该制作方法可以分为以下几个步骤:
步骤A:将葡萄藤放入进料斗中以后,利用推块推动葡萄藤,并且第二电动推杆会带动板状切刀往复初步切割,在第一电动推杆的推动下,切割后的葡萄藤会被推块推入连通管内;
步骤B:在连通管的顶部,第一电机启动时,会带动由定位架限位的转盘圆周转动,当定位架转动时,滑杆会带动联动板在支撑板上下往复运动,进而联动板可以带动压块、环装切刀上下往复运动,当压块、环装切刀上下运动时可以与进料斗配合形成一开一闭的结构,当压块上升到最顶部是,此时推块推进葡萄藤送料,当压块、环装切刀推进到最底部时,闭合送料口,并且在送料的过程中环装切刀会切割葡萄藤,并且配合压块将该部分切下的葡萄藤下压,保证葡萄藤分批进入处理箱内;
步骤C:在处理箱内,第二电机带动多根转动杆固转动将葡萄藤打碎处理,并且第一切割刀片、第二切割刀片、第三切割刀片分别将葡萄藤处理为小块、将小块的葡萄藤初步搅碎、将搅碎的葡萄藤充分细化;
步骤D:在进行步骤C的同时,启动第三电动推杆推动推板,将存料管内部的液体通过多个毛细管挤入处理箱内与处理后的葡萄藤混合,形成制板原料;
步骤F:调整出料管的电控阀与传动带,使电控阀、传动带是处于一个间歇性工作状态,即当出料管开启时,下模板正好位于出料管的正下方,即可出料,当传动带工作带动下模板离开出料管时,此时出料管重新关闭;
步骤G:当下模板运动到上模板的正下方时,此时也正是左侧另一个下模板运动到出料管的正下方,此时下模板停止以后液压杆启动带动上模板下降,与下模板配合将原料压制成板;
步骤H:当下模板运动到传动带的最右端以后,此时下模板会悬空漏出压好的板材,并且此时定位块会建立起传动带、下模板之间的连接,此时将板体取下即可完成操作。
本申请的有益效果:
1、该装置设置有葡萄藤进料组件配合葡萄藤下料结构,能够将送入的葡萄藤根据需要先一步进行分批分类的切割,并且在切割完成以后还可以分批按量的通过葡萄藤下料结构中的压块、环装切刀送入葡萄藤处理组件内部进行加工,整体操作更加智能、自动化。
2、该装置通过设置有葡萄藤处理组件与粘合剂添加组件相互配合,能够将呈批次送入葡萄藤处理组件内部的原料根据进行由粗加工到精加工、自上而下的三次切割研磨处理,并且在处理完以后再配合粘着剂混合,保证整体原料的均匀与充分。
3、该装置通过设置出料管、运输机构及压模组件配合,能够实现原料的定量下料、原料制板以及制成板体以后的取板,可以呈流水线作业,效率更高。
总结:该装置实现了从废弃的葡萄藤经过一系列加工操作以后,制成成品葡萄藤板材的功能,并且分批多层切割,可以使葡萄藤加工的更加细腻,并且流水线作业,无论是制板还是取板都更加方便,粘合剂的贴合度更好,板体质量更佳。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
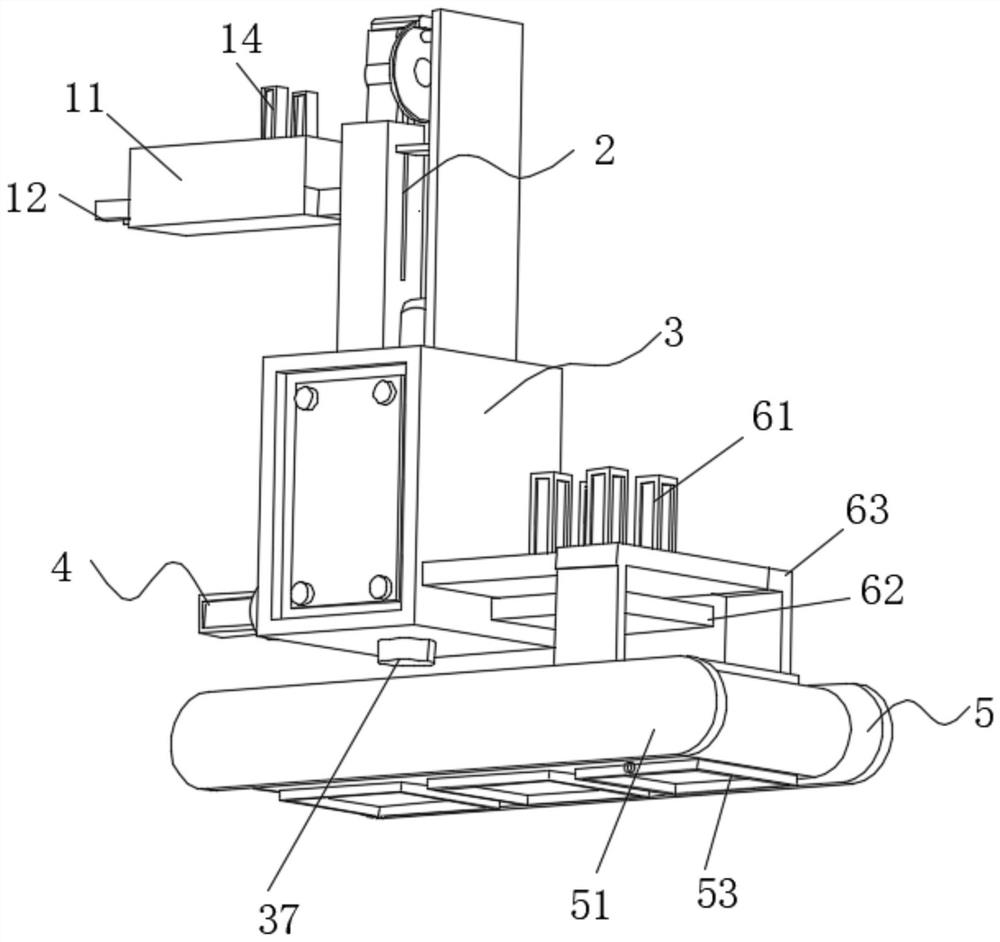
图1是本发明第一视角的立体结构示意图;
图2是本发明第二视角的立体结构示意图;
图3是本发明的正视剖面结构示意图;
图4是本发明葡萄藤下料结构内往复结构的立体结构示意图;
图5是本发明中第一切割刀片与多个刀片的立体连接结构图;
图6是本发明图3中A处的放大图。
图标:
1、葡萄藤进料组件;11、进料斗;12、第一电动推杆;13、推块;14、第二电动推杆;15、板状切刀;2、葡萄藤下料结构;21、第一电机;22、连通管;23、压块;24、环装切刀;25、转盘;26、定位架;27、滑杆;28、支撑板;29、联动板;3、葡萄藤处理组件;31、处理箱;32、第二电机;33、转动杆;34、第一切割刀片;35、第二切割刀片;36、第三切割刀片;37、出料管;4、粘合剂添加组件;41、补充管;42、第三电动推杆;43、推板;44、存料管;45、毛细管;5、运输机构;51、传动带;52、定位块;53、下模板;6、压模组件;61、液压杆;62、上模板;63、连接支架。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。
为使本申请实施方式的目的、技术方案和优点更加清楚,下面将结合本申请实施方式中的附图,对本申请实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本申请一部分实施方式,而不是全部的实施方式。基于本申请中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本申请保护的范围。
实施例1,
下面参考附图描述根据本申请实施例的矿热炉高精度自动加工装置及其控制系统。
如图1-图6所示,根据本申请实施例的一种基于葡萄藤人造板材,包括:葡萄藤进料组件1、葡萄藤下料结构2、葡萄藤处理组件3、压模组件6及运输机构5;
葡萄藤进料组件1安装于葡萄藤下料结构2的左侧,葡萄藤处理组件3安装于葡萄藤下料结构2的底端,葡萄藤处理组件3、压模组件6均位于运输机构5的正上方;
其中,葡萄藤处理组件3的左侧连通有用于补充粘合剂的粘合剂添加组件4,且粘合剂添加组件4的输出端与葡萄藤处理组件3内壁的底部相连通。
根据本申请的一些实施例,葡萄藤进料组件1包括进料斗11、第一电动推杆12、推块13、第二电动推杆14及板状切刀15,进料斗11的右端与葡萄藤下料结构2内壁的左侧相连通,进料斗11;
推块13与进料斗11内壁的底部滑动连接,第一电动推杆12安装于进料斗11的左侧,第一电动推杆12的伸缩杆与推块13相连;
第二电动推杆14安装于进料斗11的顶部,且第二电动推杆14的伸缩杆与板状切刀15固定连接。
根据本申请的一些实施例,葡萄藤下料结构2包括第一电机21、连通管22、压块23、环状切刀24、转盘25、滑杆27及联动板29;
第一电机21的转动轴通过联轴器固与转盘25相连,滑杆27的一端与转盘25铰接,且滑杆27的另一端与联动板29的顶端滑动连接,联动板29远离滑杆27的一端贯穿连通管22并与压块23的顶端相连,环状切刀24固定于压块23的表面,连通管22内壁的左侧与进料斗11相连通。
根据本申请的一些实施例,葡萄藤下料结构2还包括定位架26与支撑板28,定位架26与第一电机21相连,且转盘25的顶部与定位架26的内壁滑动连接,联动板29的右端与支撑板28呈垂直方向上的滑动连接,支撑板28固定于葡萄藤处理组件3的顶部。
根据本申请的一些实施例,葡萄藤处理组件3包括处理箱31、第二电机32、转动杆33、第三切割刀片36以及出料管37;
第二电机32安装于处理箱31的顶部,转动杆33有三个,第二电机32的输出轴通过联轴器与上方第二电机32固定连接;
上方转动杆33的表面固定安装有多个均匀分布的第一切割刀片34,中间转动杆33的表面安装有多个均匀分布的第二切割刀片35,下方转动杆33的表面固定安装有多个均匀分布的第三切割刀片36,且多个第三切割刀片36均与处理箱31内壁的底部相贴合;
处理箱31内壁的底部连通有出料管37,出料管37上安装有电控阀。
根据本申请的一些实施例,粘合剂添加组件4包括补充管41、第三电动推杆42、推板43及存料管44;
补充管41与存料管44的顶部连通,推板43与存料管44的内壁滑动,且推板43的左端与第三电动推杆42的伸缩杆相连,第三电动推杆42安装于存料管44的左侧,存料管44的内部填充有粘着剂,处理箱31内壁的底部安装有多根毛细管45,多根毛细管45均与存料管44的出液端相连通,且多个毛细管45远离存料管44的一端均安装有防止堵塞的单向阀。
根据本申请的一些实施例,压模组件6包括液压杆61、上模板62及连接支架63,连接支架63的左端与葡萄藤处理组件3的表面相连,液压杆61有四根,且四根补充管41输出杆的底端均与上模板62的顶部相连。
根据本申请的一些实施例,压模组件6包括液压杆61、上模板62及连接支架63,连接支架63的左端与葡萄藤处理组件3的表面相连,液压杆61有四根,且四根补充管41输出杆的底端均与上模板62的顶部相连。
根据本申请的一些实施例,上模板62的面积与液压杆61顶部开槽的面积相同。
进一步的,实施例2,该制作方法可以分为以下几个步骤:
步骤A:将葡萄藤放入进料斗11中以后,利用推块13推动葡萄藤,并且第二电动推杆14会带动板状切刀15往复初步切割,在第一电动推杆12的推动下,切割后的葡萄藤会被推块13推入连通管22内;
步骤B:在连通管22的顶部,第一电机21启动时,会带动由定位架26限位的转盘25圆周转动,当定位架26转动时,滑杆27会带动联动板29在支撑板28上下往复运动,进而联动板29可以带动压块23、环装切刀24上下往复运动,当压块23、环装切刀24上下运动时可以与进料斗11配合形成一开一闭的结构,当压块23上升到最顶部是,此时推块13推进葡萄藤送料,当压块23、环装切刀24推进到最底部时,闭合送料口,并且在送料的过程中环装切刀24会切割葡萄藤,并且配合压块23将该部分切下的葡萄藤下压,保证葡萄藤分批进入处理箱31内;
步骤C:在处理箱31内,第二电机32带动多根转动杆33固转动将葡萄藤打碎处理,并且第一切割刀片34、第二切割刀片35、第三切割刀片36分别将葡萄藤处理为小块、将小块的葡萄藤初步搅碎、将搅碎的葡萄藤充分细化;
步骤D:在进行步骤C的同时,启动第三电动推杆42推动推板43,将存料管44内部的液体通过多个毛细管45挤入处理箱31内与处理后的葡萄藤混合,形成制板原料;
步骤F:调整出料管37的电控阀与传动带51,使电控阀、传动带51是处于一个间歇性工作状态,即当出料管37开启时,下模板53正好位于出料管37的正下方,即可出料,当传动带51工作带动下模板53离开出料管37时,此时出料管37重新关闭。
步骤G:当下模板53运动到上模板62的正下方时,此时也正是左侧另一个下模板53运动到出料管37的正下方,此时下模板53停止以后液压杆61启动带动上模板62下降,与下模板53配合将原料压制成板。
步骤H:当下模板53运动到传动带51的最右端以后,此时下模板53会悬空漏出压好的板材,并且此时定位块52会建立起传动带51、下模板53之间的连接,此时将板体取下即可完成操作。
本发明的工作原理;该装置的工作原理为,首先将葡萄藤放入进料斗11中以后,利用推块13推动葡萄藤,并且第二电动推杆14会带动板状切刀15往复初步切割,在第一电动推杆12的推动下,切割后的葡萄藤会被推块13推入连通管22内,随后在连通管22的顶部,第一电机21启动时,会带动由定位架26限位的转盘25圆周转动,当定位架26转动时,滑杆27会带动联动板29在支撑板28上下往复运动,进而联动板29可以带动压块23、环装切刀24上下往复运动,当压块23、环装切刀24上下运动时可以与进料斗11配合形成一开一闭的结构,当压块23上升到最顶部是,此时推块13推进葡萄藤送料,当压块23、环装切刀24推进到最底部时,闭合送料口,并且在送料的过程中环装切刀24会切割葡萄藤,并且配合压块23将该部分切下的葡萄藤下压,保证葡萄藤分批进入处理箱31内。
在处理箱31内,第二电机32带动多根转动杆33固转动将葡萄藤打碎处理,并且第一切割刀片34、第二切割刀片35、第三切割刀片36分别将葡萄藤处理为小块、将小块的葡萄藤初步搅碎、将搅碎的葡萄藤充分细化,并且在葡萄藤处理组件3内部搅碎葡萄藤原料的过程中,启动第三电动推杆42推动推板43,将存料管44内部的液体通过多个毛细管45挤入处理箱31内与处理后的葡萄藤混合,形成制板原料,当葡萄藤处理组件3内部混合完毕以后,调整出料管37的电控阀与传动带51,使电控阀、传动带51是处于一个间歇性工作状态,即当出料管37开启时,下模板53正好位于出料管37的正下方,即可出料,当传动带51工作带动下模板53离开出料管37时,此时出料管37重新关闭,当下模板53运动到上模板62的正下方时,此时也正是左侧另一个下模板53运动到出料管37的正下方,此时下模板53停止以后液压杆61启动带动上模板62下降,与下模板53配合将原料压制成板,当下模板53运动到传动带51的最右端以后,此时下模板53会悬空漏出压好的板材,并且此时定位块52会建立起传动带51、下模板53之间的连接,此时将板体取下即可完成操作。
进一步的,实施例3,在上模板62内以及传动带51内可以加入提供温度的供热结构,例如在上模板62内安装加热板,在传动带51内安装有加热风机,这样能够在传动带51上为葡萄藤压好的板材提供提前烘干加热效果,增加板体硬度。
本发明的有益效果:该装置设置有葡萄藤进料组件1配合葡萄藤下料结构2,能够将送入的葡萄藤根据需要先一步进行分批分类的切割,并且在切割完成以后还可以分批按量的通过葡萄藤下料结构2中的压块23、环状切刀24送入葡萄藤处理组件3内部进行加工,整体操作更加智能、自动化。
本发明中使用到的电子元件及型号均可根据实际使用的需要;
该装置通过设置有葡萄藤处理组件3与粘合剂添加组件4相互配合,能够将呈批次送入葡萄藤处理组件3内部的原料根据进行由粗加工到精加工、自上而下的三次切割研磨处理,并且在处理完以后再配合粘着剂混合,保证整体原料的均匀与充分;
该装置通过设置出料管37、运输机构5及压模组件6配合,能够实现原料的定量下料、原料制板以及制成板体以后的取板,可以呈流水线作业,效率更高。
该装置实现了从废弃的葡萄藤经过一系列加工操作以后,制成成品葡萄藤板材的功能,并且分批多层切割,可以使葡萄藤加工的更加细腻,并且流水线作业,无论是制板还是取板都更加方便,粘合剂的贴合度更好,板体质量更佳。
以上仅为本申请的实施例而已,并不用于限制本申请的保护范围,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
以上,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以权利要求的保护范围为准。
- 一种建筑板材及建筑板材的制作方法
- 一种负载多功能生态膜的石板材及其制作方法
- 一种轻质高强度玉石空心墙体板材及其制作方法
- 一种石英石空心墙体板材及其制作方法
- 一种免拆模板轻质装配式板材及其制作方法
- 一种基于葡萄藤人造复合板及制作方法
- 一种人造无机仿鱼肚白雅士白板材制作方法