一种洗衣机的自动装配系统及装配方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及机械装配技术领域,具体涉及一种洗衣机的自动装配系统及装配方法。
背景技术
洗衣机是一种普遍使用的家用电气,其由内筒、前门板、后盖板及顶盖板等部件装配而成。
但现有洗衣机装配过程包括如下步骤:首先,需要通过人工将待装配的组件放置于相应的操作区,然后对各关联组件互相定位后,再基于人工作业将各关联组件相固定。由此可见,现有洗衣机装配过程均通过人工手动进行。
该类人工装配方式不但成本高效率低下,且由于洗衣机的各部件一般体积大重量重,因此在人工搬运过程中常存在掉落风险,从而可能对操作人员造成损失。同时,任一部件的各关联组件相互固定均以高精度定位为前提。但随着人工工作时长的增加,手动定位精度势必下降,进而还会导致洗衣机的装配质量下降。
发明内容
本发明目的在于提供一种洗衣机的自动装配系统及装配方法,以解决现有的洗衣机人工装配中存在的各成本大、效率低、质量不稳定等技术问题。
为达成上述目的,本发明提出如下技术方案:
一种洗衣机的自动装配系统,依次包括:
若干配件放置模块,所述配件放置模块包括放置台,所述放置台用于放置配件;
组件传送模块,所述组件传送模块与所述配件放置模块相应设置,包括传送机架,设于所述传送机架上的传送部,驱动所述传送部运转的驱动部,及与所述传送部相应设置的拍摄仪;组件则置于所述传送部上,所述拍摄仪用于获取组件图像;
若干转移手臂,所述转移手臂设于所述配件放置模块与所述组件传送模块之间,包括夹爪式转移手臂及吸盘式转移手臂;
若干装配手臂,所述装配手臂与所述组件及所述配件相装配时的装配工作面相应设置,包括打胶手臂及电批手臂;
主控制器,所述主控制器的输入端与所述拍摄仪相连,输出端分别与所述转移手臂及所述装配手臂相连;以基于所述组件图像调用相应类型的转移手臂在对应的配件放置模块处获取相应的配件,并转移所述配件至相应所述组件的装配工作面处;并调用相应类型的装配手臂完成所述配件及所述组件间的装配固定。
进一步的,包括若干轨道,所述转移手臂及所述装配手臂均装设于相应的所述轨道上。
进一步的,所述组件传送模块包括传感器,所述传感器装设于所述传送部上,并与所述拍摄仪相连,用于检测到传送部上有组件时触发所述拍摄仪拍摄。
进一步的,包括若干装配模块,所述转移手臂将组件及相应的配件分别转运至相应的装配模块,并通过相应类型的装配手臂完成它们之间的装配固定。
进一步的,所述配件放置模块包括前盖板放置模块、套圈放置模块及铰链放置模块,所述装配模块包括前门装配模块;与它们相应的组件为前门;与所述前盖板放置模块、所述套圈放置模块、所述铰链放置模块及所述前门配合的转移手臂为夹爪式转移手臂,装配手臂为电批手臂;
所述套圈放置模块的放置台的台面上设有第一限位件,所述第一限位件与套圈相适配;
所述前门装配模块包括装配台,设于所述装配台上表面的第二限位件,及沿所述装配台上表面向下开设的若干定位孔;所述定位孔的尺寸及位置与所述前门上的各凸起结构相适配。
进一步的,所述配件放置模块包括折叠框放置模块,所述装配模块包括顶盖装配模块;与所述折叠框放置模块相应的转移手臂为夹爪式转移手臂,与所述顶盖装配模块相应的转移手臂为吸盘式转移手臂;与它们相应的装配手臂为打胶手臂。
进一步的,包括定位模块,所述定位模块包括倾斜工作面,及设于所述倾斜工作面倾斜方向相邻两侧的限位挡板;
所述配件放置模块包括后盖板放置模块,与之相应组件为洗衣机机箱;与它们相应的转移手臂类型为吸盘式转移手臂,装配手臂为电批手臂;所述吸盘式转移手臂将相应的后盖板转运至洗衣机机箱前,基于所述定位模块对其进行定位。
进一步的,所述夹爪式转移手臂包括:安装件、若干连接杆、若干线性气缸、若干爪手及若干滑轨;
所述安装件包括安装板,及沿所述安装板的两端向上分别延伸的一对侧板;所述连接杆分别活动穿设于所述侧板内;所述滑轨的两端分别与所述连接杆的空余端相固定;所述爪手相对装设于所述滑轨上;所述线性气缸一端固定于所述侧板的内壁上,另一端与相应的所述连接杆及所述爪手同时固定。
进一步的,所述打胶手臂包括:喷头,与所述喷头相连的输送管,设于所述喷头与所述输送管间的阀门,及驱动胶水自所述喷头喷出的电机。
一种洗衣机的自动装配方法,包括:
所述主控制器获取组件图像,并基于所述组件图像获取当前传送部上的组件类型;
基于所述组件类型判断存在相应的装配模块时,则调用相应的转移手臂将组件及配件转运至相应装配模块处,并调用相应的装配手臂进行装配;
反之则调用相应的转移手臂将配件转运至所述组件传送模块上相应组件的装配工作面处,并调用相应的装配手臂进行装配;
所述转移手臂及所述装配手臂恢复至初始位置,并反馈装配结束信息至所述主控制器。
有益效果:
由以上技术方案可知,本发明的技术方案提供了一种洗衣机的自动装配系统。所述系统包括:配件放置模块、组件传送模块、转移手臂、装配手臂及主控制器。其中,所述主控制器的输入端与所述组件传送模块中的拍摄仪相连,输出端分别与所述转移手臂及所述装配手臂相连;以基于所述组件图像调用相应类型的转移手臂在对应的配件放置模块处获取相应的配件,并转移所述配件至相应所述组件的装配工作面处;并调用相应类型的装配手臂完成所述配件及所述组件间的装配固定。此时在需要进行洗衣机装配时,只需基于拍摄仪获取组件图像,并将其传送给主控制器;然后所述主控制器将基于组件的类型调用相应的转移手臂获取相应配件放置模块的相应配件;最后再基于组件的类型调用相应的装配手臂进行该配件与组件的装配即可。
此时基于该洗衣机的自动装配系统即可实现洗衣机中各类组件及配件间的互相装配,不但整个系统结构简单,且成本低、效率高。同时,在装配过程中,通过转移手臂即可实现组件和配件间的精准定位;因此更有利于提高装配质量。
应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的发明主题的一部分。
结合附图从下面的描述中可以更加全面地理解本发明教导的前述和其他方面、实施例和特征。本发明的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本发明教导的具体实施方式的实践中得知。
附图说明
附图不意在按比例绘制。在附图中,在各个图中示出的每个相同或近似相同的组成部分可以用相同的标号表示。为了清晰起见,在每个图中,并非每个组成部分均被标记。现在,将通过例子并参考附图来描述本发明的各个方面的实施例,其中:
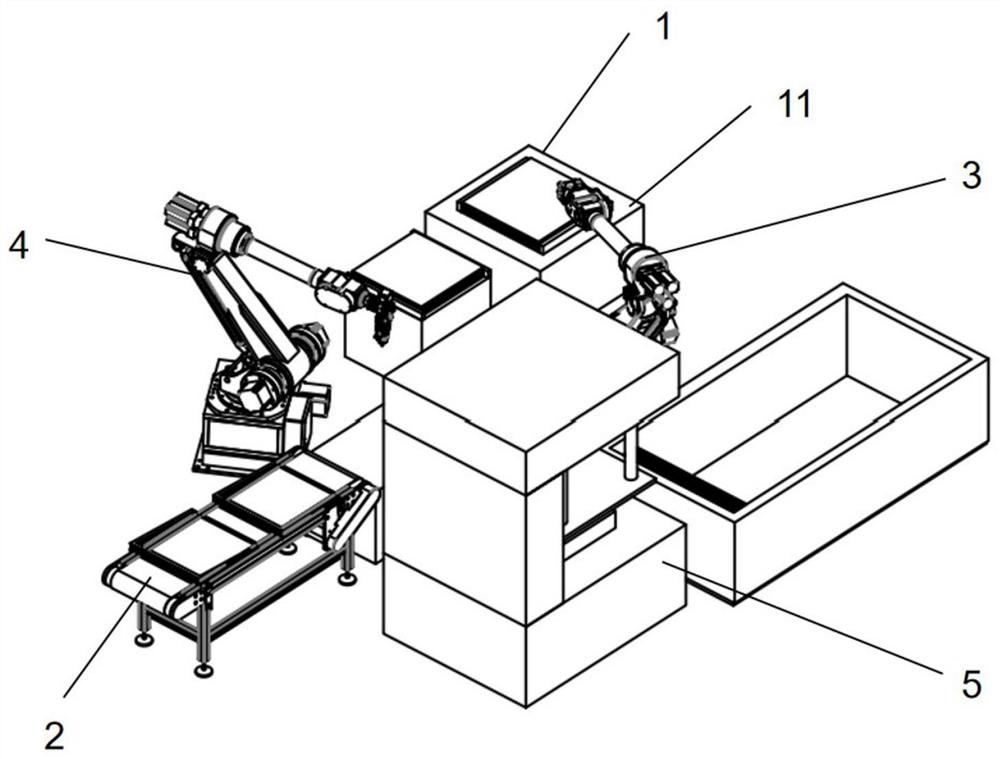
图1为本实施例中所述的洗衣机自动装配系统的示意图;
图2为本实施例中所述的组件传送模块示意图;
图3为本实施例中所述的夹爪式转移手臂的示意图;
图4为本实施例中所述的吸盘式转移手臂的示意图;
图5为本实施例中所述的打胶手臂的示意图;
图6为本实施例中所述的电批手臂的示意图。
图中附图标记为:1为配件放置模块,2为组件传送模块,3为转移手臂,4为装配手臂,5为装配模块;11为放置台,21为传送机架,22为传送部,23为驱动部,31为夹爪式转移手臂,32为吸盘式转移手臂,41为打胶手臂,42为电批手臂;311为安装件,312为连接杆,313为线性气缸,314为爪手,315为滑轨;311a为安装板,311b为侧板,314a为橡胶垫,321为安装件,322为吸盘,411为喷头,412为输送管,413为阀门,414为电机,421为基座,422为第二滑轨,423为电批头,424为第二线性气缸。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。
本发明专利申请说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,除非上下文清楚地指明其它情况,否则单数形式的“一个”“一”或者“该”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的特征、整体、步骤、操作、元素和/或组件,并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。“上”“下”“左”“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
由于现有的洗衣机各部件装配均通过手工进行,因此具有各种技术缺陷,如成本高、效率低、装配质量不稳定等。因此本实施例旨在提供一种洗衣机的自动装配系统以同时实现洗衣机各部件的装配。
下面结合附图所示,对本实施例公开的洗衣机的自动装配系统作进一步介绍。
如图1-6所示,所述系统依次包括:若干配件放置模块、一组件传送模块、若干转移手臂、若干装配手臂。
其中,所述配件放置模块1包括放置台11,所述放置台11用于放置配件。所述组件传送模块2与所述配件放置模块1相应设置,包括传送机架21,设于所述传送机架21上的传送部22,驱动所述传送部22运转的驱动部23,及与所述传送部22相应设置的拍摄仪。组件则置于所述传送部22上,所述拍摄仪用于获取组件图像。本实施例中所述传送部22具体为传送带,所述驱动部23具体为与所述传送带配合的旋转电机。
所述转移手臂3设于所述配件放置模块1与所述组件传送模块2之间,包括夹爪式转移手臂31及吸盘式转移手臂32。所述装配手臂4与所述组件及所述配件相装配时的装配工作面相应设置,包括打胶手臂41及电批手臂42。
所述夹爪式转移手臂31包括安装件311、若干连接杆312、若干线性气缸313、若干爪手314及若干滑轨315。所述安装件311包括安装板311a,及沿所述安装板311a的两端向上分别延伸的一对侧板311b;所述连接杆312分别活动穿设于所述侧板311b内;所述滑轨315的两端分别与所述连接杆312的空余端相固定;所述爪手314相对装设于所述滑轨315上;所述线性气缸313一端固定于所述侧板311b的内壁上,另一端与相应的所述连接杆312及所述爪手314同时固定。
所述连接杆312的设置可有效提高线性气缸313带动爪手314移动时的稳定性,进而提高抓取稳定性。优选的,为了避免抓取过程中对组件或配件造成损伤,设置所述爪手314的内侧还设有橡胶垫314a。
所述吸盘式转移手臂32包括安装件321,及设于所述安装件321一侧的若干吸盘322。为了提高吸取配件或组件时的稳定性,防止掉落,设置所述吸盘322呈矩阵式排布。
所述打胶手臂41包括喷头411,与所述喷头411相连的输送管412,设于所述喷头411与所述输送管412间的阀门413,及驱动胶水自所述喷头411喷出的电机414。
所述电批手臂42包括基座421,固定于所述基座421上的第二滑轨422,及装设于所述第二滑轨422上的电批头423,以及驱动所述电批头423的第二线性气缸424。
所述主控制器的输入端与所述拍摄仪相连,输出端分别与所述转移手臂3及所述装配手臂4相连;以基于所述组件图像调用相应类型的转移手臂3在对应的配件放置模块1处获取相应的配件,并转移所述配件至相应所述组件的装配工作面处;并调用相应类型的装配手臂4完成所述配件及所述组件间的装配固定。
在需要进行洗衣机装配时,只需基于拍摄仪获取组件图像,并将其传送给主控制器;然后所述主控制器将基于组件的类型调用相应的转移手臂3获取相应配件放置模块1的相应配件;最后在基于组件的类型调用相应的装配手臂4进行该配件与组件的装配即可。
由于所述转移手臂3与所述装配手臂4需要与不同的部件相适配,因此优选的,设置还包括若干轨道。此时,所述转移手臂3及所述装配手臂4均装设于相应的所述轨道上;以便于移动。
为了使拍摄仪在仅有组件位于传送部22上时才进行拍摄以达到节能的效果,设置所述组件传送模块2包括传感器。所述传感器装设于所述传送部22上,并与所述拍摄仪相连,用于检测到传送部上有组件时触发所述拍摄仪拍摄。具体的,所述传感器可以是重量传感器,也可以是距离传感器等。
作为一种可以选择的实施方式,为了便于进行装配,设置所述系统还包括若干装配模块5。所述转移手臂3将组件及相应的配件分别转运至相应的装配模块5,并通过相应类型的装配手臂4完成它们之间的装配固定。
作为一种具体的实施方式,当用于装配洗衣机的前盖板时,所述配件放置模块1包括前盖板放置模块、套圈放置模块及铰链放置模块,所述装配模块5包括前门装配模块;与它们相应的组件为前门。与所述前盖板放置模块、所述套圈放置模块、所述铰链放置模块及所述前门配合的转移手臂3为夹爪式转移手臂,装配手臂4为电批手臂。
所述套圈放置模块的放置台的台面上设有第一限位件,所述第一限位件与套圈相适配。
所述前门装配模块包括装配台,设于所述装配台上表面的第二限位件,及沿所述装配台上表面向下开设的若干定位孔;所述定位孔的尺寸及位置与所述前门上的各凸起结构相适配。
作为另一种具体的实施方式,当用于装配洗衣机的顶盖板时,所述配件放置模块1包括折叠框放置模块,所述装配模块5包括顶盖装配模块;与所述折叠框放置模块相应的转移手臂3为夹爪式转移手臂,与所述顶盖装配模块相应的转移手臂3为吸盘式转移手臂;与它们相应的装配手臂4为打胶手臂。
作为一种可以选择的实施方式,也可将折叠框置于传送部上,将顶盖置于放置台上。
作为另一种具体的实施方式,当用于装配洗衣机的后盖板时,所述配件放置模块1包括后盖板放置模块,与之相应组件为洗衣机机箱;与它们相应的转移手臂类型为吸盘式转移手臂,装配手臂为电批手臂;所述吸盘式转移手臂将相应的后盖板转运至洗衣机机箱前,基于所述定位模块对其进行定位。
为了提高装配精度,设置还包括定位模块。所述定位模块包括倾斜工作面,及设于所述倾斜工作面倾斜方向相邻两侧的限位挡板。
基于上述洗衣机的自动装配系统,本实施例还提供了一种洗衣机的自动装配方法。所述方法包括如下步骤:
步骤S102、所述主控制器获取组件图像,并基于所述组件图像获取当前传送部上的组件类型。
步骤S104、基于所述组件类型判断存在相应的装配模块时,则调用相应的转移手臂将组件及配件转运至相应装配模块处,并调用相应的装配手臂进行装配;反之则调用相应的转移手臂将配件转运至所述组件传送模块上相应组件的装配工作面处,并调用相应的装配手臂进行装配。
步骤S106、所述转移手臂及所述装配手臂恢复至初始位置,并反馈装配结束信息至所述主控制器。
虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明。本发明所属技术领域中具有通常知识者,在不脱离本发明的精神和范围内,当可作各种的更动与润饰。因此,本发明的保护范围当视权利要求书所界定者为准。
- 一种执手锁的自动装配方法
- 一种多节水泥电杆自动装配安装方法
- 一种油泵多工位自动装配方法
- 一种机器人自动装配轴承生产线用分珠器及其分珠方法
- 一种自动装配机的工作方法、自动装配机、自动装配机的可更换部件以及由自动装配机和可更换部件组成的系统
- 自动装配机及其工作方法以及由自动装配机和可更换装配头组成的系统