一种大幅降低落棉的生产工艺
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及棉纺生产技术领域,具体涉及一种大幅降低落棉的生产工艺。
背景技术
落棉包括地弄花、车肚花、盖花板和皮辊花等,均是棉花中的杂质和短纤维,其中,地弄花是原棉在清棉机中处理时产生,车肚花、盖花板和皮辊花产生于精梳机处理过程中。落棉量的多少对精梳机产出的棉条质量具有重要的影响,且关系着生产成本,因此,提供一种降低落棉的生产工艺具有重要的意义。
现有技术在清棉过程及梳棉过程主要存在以下问题:一是新式开棉机一般包括3辊筒打手,且在使用时设置递增速率,打手速度的上升及打手数量的增多,使开棉机在处理过程中,导致纤维的损伤增多,进而增加了短纤维的量;二是精梳机在处理过程中,毛刷轴至调毛轴之间的位置关系无从确定,导致落棉中杂质含量差异较大、精梳机产出的棉条质量不均匀;且由于毛刷轴和调毛轴之间的距离不确定,导致不同批次落棉的量差异显著,造成落棉不均匀。这些问题的存在,不仅增加了落棉量,而且对棉条质量也会产生较大影响。
发明内容
针对现有技术的上述不足,本发明提供了一种大幅降低落棉的生产工艺,具体为一种开棉机与精梳机配合使用的生产工艺,在该生产工艺中,开棉机包括2个打手,配合精梳机中,使生棉条内杂质量少、落棉量降低,其中,生棉条中的杂质含量低于0.5%,总落棉量低于2%。使用该生产工艺获得的生棉条质量均匀、杂质含量低的优点,且有效节约了生产成本。
本发明的技术方案如下:
一种大幅降低落棉的生产工艺,过程如下:
(1)选用开棉机,开棉机包括2个打手,第一打手速度范围为420-540r/min,第二打手速度范围为1240-1460r/min;打手和速度匹配,使原棉开松适中,且可避免造成纤维断裂,避免纤维损伤;
(2)在经开棉机处理后,进入精梳机内进一步清理,获得生棉条,生棉条中,杂质含量低于0.5%;
在步骤(2)精梳机的处理过程中,按照下述公式调整毛刷轴与调毛轴之间的距离L,如下:
L=L
式中,L为毛刷轴至调毛轴之间的实际距离,单位mm;
L
d
d
优选的,在步骤(1)中,为节约成本,提高现有设备的使用率和重复利用性,对本公司的特吕茨勒CL-C3开棉机进行改进,改进后的特吕茨勒CL-C3开棉机,包括机体,所述机体上安装有第一辊筒打手和第二辊筒打手,第一辊筒打手和第二辊筒打手分别安装于轴承座中;
所述第一辊筒打手和第二辊筒打手的顶部分别安装有第一梳针板和第二梳针板;
第一辊筒打手和第一梳针板共同作用,对原棉进行第一次开松处理,第二辊筒打手和第二梳针板共同作用,对原棉进行第二次开松处理;
处理后的原棉具有良好的松度,且棉结数量减少约90%,落棉量在1.5-1.7%之间,相较于现有技术的4.8%的落棉量,降低显著;处理后的棉中杂质含量在1.8-2.2%之间;
在该改进中,针对特吕茨勒CL-C3开棉机的打手进行改进,降低打手的速度,在低速、少打手的条件下,均匀、缓慢的对原棉进行处理,降低纤维损伤。
优选的,在步骤(1)中,第一打手速度范围为450-520r/min,第二打手速度范围为1300-1400r/min。
优选的,第一辊筒打手速度为520r/min,第二辊筒打手速度为1350r/min;打手速度的递增设置,使原棉开棉的深度增加,进而提高清杂效果,另外,可避免打手急速运转对纤维的损坏,使开棉过程递进式进行,降低纤维损坏。
优选的,在步骤(2)中,精梳机为JWF1272精梳机、JWF1278精梳机中的至少一种,可根据需求,对两个型号的精梳机进行联用或者单独使用;其中,JWF1272精梳机和JWF1278精梳机的清洁毛刷标准直径110mm。
优选的,当采用JWF1272精梳机使清洁毛刷与锡林配合达到最佳运转状态时,毛刷轴至调毛轴之间的距离为100mm,L
优选的,当采用JWF1278精梳机使清洁毛刷与锡林配合达到最佳运转状态时,毛刷轴至调毛轴之间的距离为100mm,L
相对于现有技术,本发明的有益效果在于:通过控制开棉机的打手数量和打手速度,使原棉在开棉时能够减少纤维孙少,减少落棉量;通过与精梳机配合使用,并通过对精梳机的调毛轴和毛刷轴距离调整,使清洁毛刷棕毛插入锡林齿条内的深度为3mm,从而使清洁毛刷与锡林的配合达到最佳状态,从而使经过开棉机处理过的原棉能够得到进一步的处理,使生棉条中的杂质含量低于0.5%,总落棉量低于2%;另外,通过改进特吕茨勒CL-C3,可节约用电约2.2720万元,节约原棉20吨,节约针布费用0.2万元。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
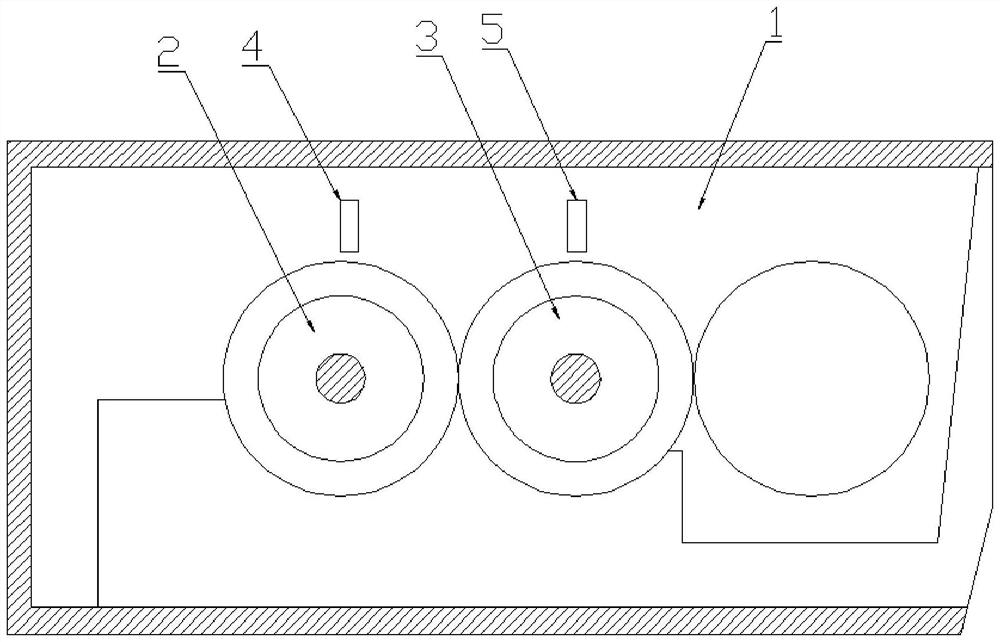
图1为改进后的特吕茨勒CL-C3中的第一打手、第二打手示意图。
图2为JWF1272精梳机锡林与清洁毛刷位置图。
图中,1-机体,2-第一辊筒打手,3-第二辊筒打手,4-第一梳针板,5-第二梳针板,6-毛刷轴,7-调毛轴,8-锡林轴。
具体实施方式
为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
实施例1
如图1-图2所示,改进后的特吕茨勒CL-C3开棉机,包括机体1,所述机体1上安装有第一辊筒打手2和第二辊筒打手3,第一辊筒打手2和第二辊筒打手3分别安装于轴承座中;
所述第一辊筒打手2和第二辊筒打手3的顶部分别安装有第一梳针板4和第二梳针板5;
第一辊筒打手2和第一梳针板4共同作用,对原棉进行第一次开松处理,第二辊筒打手3和第二梳针板5共同作用,对原棉进行第二次开松处理;
处理后的原棉具有良好的松度,且棉结数量减少约90%,落棉量在1.5-1.7%之间,相较于现有技术的4.8%的落棉量,降低显著;处理后的棉中杂质含量在1.8-2.2%之间;
在该改进中,针对特吕茨勒CL-C3开棉机的打手进行改进,降低打手的速度,在低速、少打手的条件下,均匀、缓慢的对原棉进行处理,降低纤维损伤;
在图2中,示出了L的位置,以更清楚的展示本发明中公式的内容。
实施例2
将籽棉(原棉)置入开棉机内,开启第一辊筒打手2和第二辊筒打手3,第一辊筒打手2速度为520r/min,第二辊筒打手3速度为1350r/min,处理后的原棉进入JWF1272精梳机中,清洁毛刷直径为110mm,在清洁毛刷棕毛插入锡林轴8上的锡林齿条深度3mm时,毛刷轴6至调毛轴7之间的标准距离100mm,此时毛刷与锡林为最佳配合状态,在此状态下,能够有效减少落棉量和生棉条内的杂质含量;获得的生棉条中,杂质含量为0.45%,总落棉量为1.77%。
实施例3
将经步骤(1)处理后的原棉喂入JWF1278精梳机,清洁毛刷的标准直径为110mm,当毛刷发生磨损时,采用游标卡尺测量磨损和清洁毛刷的直径,记录为105mm,根据公式计算,如下:
L=L
调整毛刷轴6至调毛轴7之间的距离为105mm,此时,磨损后的毛刷与锡林达到最佳配合状态,获得的生棉条中,杂质含量为0.47%,总落棉量为1.84%。
实施例4
与实施例2的区别在,在开棉过程中,使用的是未改进的CL-C3三打手开棉机,第一辊筒打手速度为520r/min,第二辊筒打手速度为1350r/min,第三辊筒打手速度为2125r/min,其余同实施例2,检测获得的生棉条中的杂质含量,结果为:杂质含量为1.15%,总落棉量为4.44%。可见,未改进的CL-C3三打手开棉机相较于本发明改进后的特吕茨勒CL-C3开棉机,落棉量和杂质含量明显上升,且三个打手同时工作的耗能提高,综合看来,本发明改进后的特吕茨勒CL-C3开棉机,无论从能耗还是从生棉条的质量方面来说,具有明显的优势。
实施例5
与实施例2的区别在于,使用JWF1272精梳机,精梳机中,清洁毛刷磨损后的直径为105mm,毛刷轴6至调毛轴7之间的距离为100mm,获得的生棉条中,杂质含量为1.24%,总落棉量为3.28%;这说明,本发明提供的开棉机设定与精梳机设定之间具有相互关联性,不可拆分。
实施例6
与实施例2的区别在于,第一打手速度范围为450r/min,第二打手速度范围为1300r/min;获得的生棉条中,杂质含量为0.47%,总落棉量为1.81%。
实施例7
与实施例2的区别在于,第一打手速度范围为480r/min,第二打手速度范围为1400r/min;获得的生棉条中,杂质含量为0.46%,总落棉量为1.75%。
尽管通过参考优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
- 一种大幅降低落棉的生产工艺
- 一种能够降低落棉和棉结的精梳机