用于斯特林型制冷产品的蓄冷填料填充装置及操作方法
文献发布时间:2023-06-19 11:13:06
技术领域:
本发明涉及一种用于斯特林制冷产品的蓄冷填料填充装置,以及此装置的操作方法。
背景技术:
斯特林制冷产品的性能与蓄冷填料各深度位置的填充率有关,填充率的不同会导致产品不同的热力学性能。为保证斯特林制冷产品性能的一致性和稳定性,需要专门的蓄冷填料填充设备及相应的填充工艺保证填充填料各位置处相应的压紧力及填充率。
发明内容:
本发明的目的是提供用于斯特林制冷产品的蓄冷填料填充装置,此装置可以满足蓄冷填料定量化的填充要求,实现填充填料各位置处不同要求的压紧力和填充率,从而保证产品性能的一致性和稳定性。
本发明为用于斯特林制冷产品的蓄冷填料填充装置,包括1、伺服电动缸2、压力传感器3、动平台4、填料压紧头5、夹正装置6、同轴导正座7、电子尺;其特征在于:
所述伺服电动缸1与压力传感器2、动平台3、填料压紧头4连接。四个部件同轴装配,需要保证其在压紧填料过程中轴向运动的稳定性,控制其径向的偏移不超出蓄冷填料内外边界范围。伺服电动缸1用于使动平台3和填料压紧头4上下轴向运动,其与夹正装置5和同轴导正座6固定的蓄冷填料填充件同轴,且运动过程中与其他零件不干涉。压力传感器2用于测量并控制填料压紧头4在压紧填料时所施加的压力,并通过测量的结果反馈,控制填料压紧头4对填料的压紧力。动平台3带动填料压紧头4运动,并保证压紧头轴向运动的稳定性。夹正装置5与填料压紧头4同轴安装,且其安装平面要与填料压紧头4垂直。同轴导正座6安装在夹正装置5正下方位置,两者之间距离要求应保证蓄冷填料填充所需的距离。电子尺7放置于动平台3或者填料压紧头4旁,用于动平台3或者填料压紧头4运动距离的测量,并通过测量的结果反馈,控制填料压紧量。
本发明的蓄冷填料填充装置操作方法,包括以下步骤:
1)将蓄冷填料填充件或带有模具的蓄冷填料填充件放置于同轴导正座6上,保证蓄冷填料填充件与填料压紧头4同轴;
2)启动夹正装置5,使其加紧蓄冷填料填充件的上部位,保持蓄冷填料填充件稳定,且与填料压紧头4同轴;
3)启动伺服电动缸1,带动填料压紧头4向下缓慢运动,确认填料压紧头4与蓄冷填料填充件同轴,且可以顺利进入填充件内部压紧填料,过程中与其他零件不干涉。如有干涉,则调整蓄冷填料填充件或带有模具的蓄冷填料填充件位置,直至与其他零件不干涉;
4)移动填料压紧头4,确认填料填充的初始位置并记录,确认后将填料压紧头4回复到初始位置;
5)向蓄冷填料填充件中填入工艺要求的填料量;
6)启动伺服电动缸1,使动平台3和填料压紧头4向下运动,将填料压紧,并通过压力传感器2测量和控制压紧力,通过电子尺7测量和控制填料填充深度;
7)将填料压紧头4回复到初始位置;
8)循环步骤5)到步骤7),直至完成工艺要求的填料填充;
9)取出蓄冷填料填充件或带有模具的蓄冷填料填充件,将设备恢复到初始状态。
本发明的优点在于:通过上述装置及操作,可以实现斯特林制冷产品的填充填料在各位置处不同要求的压紧力和填充率,从而保证产品性能的一致性和稳定性。
附图说明:
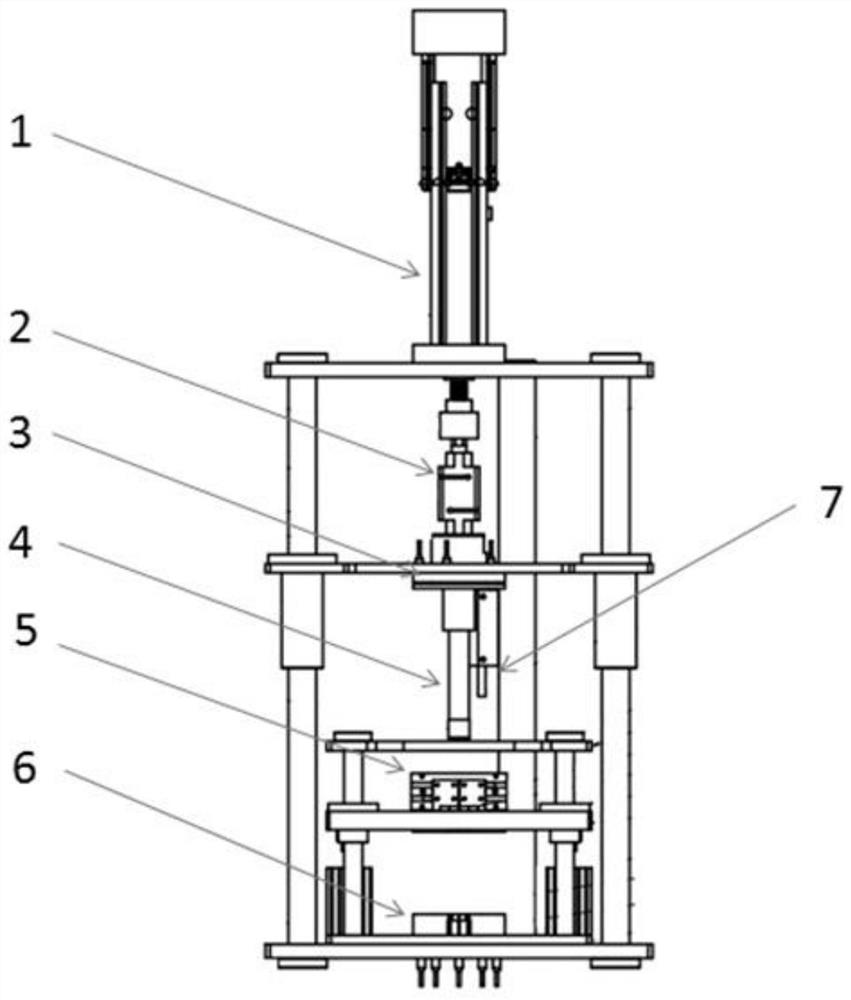
图1为本发明用于斯特林制冷产品的蓄冷填料填充装置原理示意图。
图中:1、伺服电动缸2、压力传感器3、动平台4、填料压紧头5、夹正装置6、同轴导正座7、电子尺
具体实施方式:
下面结合附图及实施例进一步描述本发明。
如图1所示,本发明用于斯特林制冷产品的蓄冷填料填充装置,包括1、伺服电动缸2、压力传感器3、动平台4、填料压紧头5、夹正装置6、同轴导正座7、电子尺。
伺服电动缸1与压力传感器2、动平台3、填料压紧头4连接。四个部件同轴装配,需要保证其在压紧填料过程中轴向运动的稳定性,控制其径向的偏移不超出蓄冷填料内外边界范围。伺服电动缸1用于使动平台3和填料压紧头4上下轴向运动,其与夹正装置5和同轴导正座6固定的蓄冷填料填充件同轴,且运动过程中与其他零件不干涉。压力传感器2用于测量并控制填料压紧头4在压紧填料时所施加的压力,并通过测量的结果反馈,控制填料压紧头4对填料的压紧力。动平台3带动填料压紧头4运动,并保证压紧头轴向运动的稳定性。夹正装置5与填料压紧头4同轴安装,且其安装平面要与填料压紧头4垂直。同轴导正座6安装在夹正装置5下面位置,两者之间距离要求应保证蓄冷填料填充所需的距离。电子尺7放置于动平台3或者填料压紧头4旁,用于动平台3或者填料压紧头4运动距离的测量,并通过测量的结果反馈,控制填料压紧量。
该发明装置的操作方法按以下步骤进行:
1将蓄冷填料填充件或带有模具的蓄冷填料填充件放置于同轴导正座6上,保证蓄冷填料填充件与填料压紧头4同轴;
2启动夹正装置5,使其加紧蓄冷填料填充件的上部位,保持蓄冷填料填充件稳定,且与填料压紧头4同轴;
3启动伺服电动缸1,带动填料压紧头4向下缓慢运动,确认填料压紧头4与蓄冷填料填充件同轴,且可以顺利进入填充件内部压紧填料,过程中与其他零件不干涉。如有干涉,则调整蓄冷填料填充件或带有模具的蓄冷
填料填充件位置,直至与其他零件不干涉;
4移动填料压紧头4,确认填料填充的初始位置并记录,确认后将填
料压紧头4回复到初始位置;
5向蓄冷填料填充件中填入工艺要求的填料量;
6启动伺服电动缸1,使动平台3和填料压紧头4向下运动,将填料压紧,并通过压力传感器2测量和控制压紧力,通过电子尺7测量和控制
填料填充深度;
7将填料压紧头4回复到初始位置;
8循环步骤5到步骤7,直至完成工艺要求的填料填充;
9取出蓄冷填料填充件或带有模具的蓄冷填料填充件,将设备恢复到初始状态。
- 用于斯特林型制冷产品的蓄冷填料填充装置及操作方法
- 用于斯特林型制冷产品的蓄冷填料填充装置