一种后行李箱储物盒装配工装
文献发布时间:2023-06-19 10:13:22
技术领域
本发明属于汽车关键零部件加工技术领域,涉及一种后行李箱储物盒装配工装。
背景技术
随着汽车设计的要求提高,为了更好的提升后行李箱储物的性能和各种要求,需要在如图1所示的半成品储物盒本体1的特定区域贴吸音棉,以及安装尼龙搭扣和绑带,若使用人工操作,无法达到批量生产的质量稳定,装配的状态容易不一致,并且可能漏装和错装,使得生产效率低下,无法达到汽车行业大批量稳定高效生产的要求。
发明内容
本发明的目的就是为了提供一种后行李箱储物盒装配工装,以实现后行李箱储物盒上吸音棉与尼龙搭扣等的快速可靠装配。
本发明的目的可以通过以下技术方案来实现:
一种后行李箱储物盒装配工装,包括工装台架,以及设置在工装台架上的本体固定机构、吸音棉装配机构和尼龙搭扣装配机构,其中,所述的本体固定机构包括可在工装台架上来回移动的移动台架,以及与所述移动台架连接的第一驱动件,所述的移动台架上设有固定储物盒本体的第一固定组件,
所述的吸音棉装配机构包括位于移动台架前端的吸音棉定位台面,以及安装在工装台架上并驱动所述吸音棉定位台面沿垂直移动台架移动方向上下伸缩的第二驱动件,
所述的尼龙搭扣装配机构包括正对所述移动台架设置的尼龙搭扣固定杆,以及安装在工作台架上并驱动所述尼龙搭扣固定杆沿移动台架移动方向来回伸缩的第三驱动件。
进一步的,所述的第一固定组件包括储物盒定位块和储物盒固定单元,其中,所述的储物盒定位块用于定位插入储物盒本体左右两侧的槽孔中,实现储物盒本体在移动台架上的初步定位,所述的储物盒固定单元用于固定所述储物盒本体。
更进一步的,所述的储物盒固定单元包括移动设置在移动台架中间位置并伸入储物盒本体的中间腔体内的两个储物盒张紧块,两个储物盒张紧块的移动方向正好相反,且当两储物盒张紧块背向移动时,储物盒张紧块的外侧边缘即接触所述储物盒本体的中间腔体的内壁,实现对储物盒本体的张紧固定。
更进一步优选的,所述的移动台架还设有两个储物盒张紧气缸,在储物盒张紧气缸上设置有所述储物盒张紧块,两个储物盒张紧气缸的伸缩方向刚好相反。
更进一步优选的,两个储物盒张紧气缸的伸缩方向在储物盒本体的中间腔体的中心线上。
进一步的,所述的吸音棉定位台面上加工有与吸音棉下表面部分匹配的型槽。
进一步的,所述的吸音棉定位台面位于所述移动台架的行程线路上,且当第二驱动件带动吸音棉定位台面下降至最低时,位于吸音棉定位台面的吸音棉的高度仍低于固定在移动台架上的储物盒本体。
进一步的,所述的尼龙搭扣固定杆的端部加工成可供尼龙搭扣间隙套入的型面。
进一步的,所述的移动台架上还设有用于检测绑带安装状态的绑带检测感应器。
进一步的,所述的工作台架的顶部还设有滑轨,在滑轨上滑动安装所述移动台架。
与现有技术相比,本发明可以大大提高对后行李箱储物盒上吸音棉与尼龙搭扣等的安装效率,同时,装配一致性也得到提升,可以达到汽车行业大批量稳定高效生产的要求。
附图说明
图1为后行李箱储物盒的结构示意图;
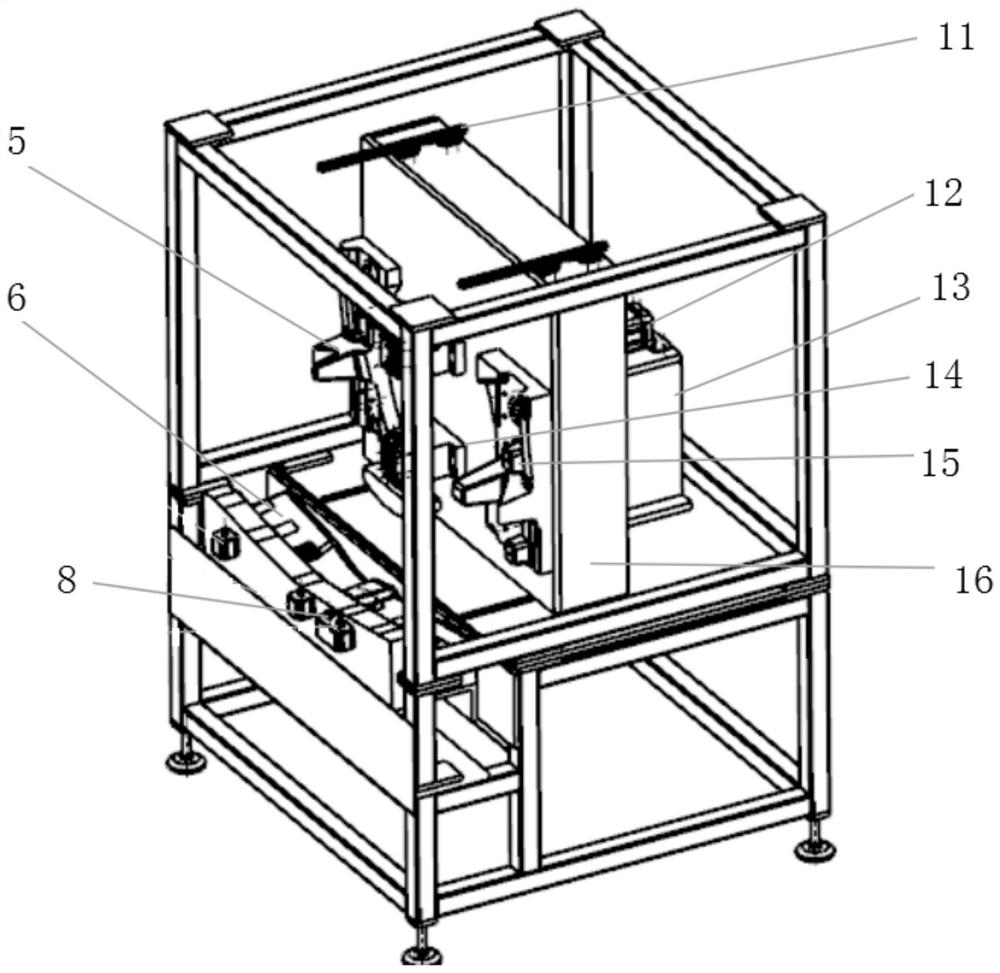
图2为本发明的后行李箱储物盒装配工装的立体示意图;
图3为本发明的后行李箱储物盒装配工装后方视角的示意图;
图4为本发明的后行李箱储物盒装配工装前方视角的示意图;
图5为本发明的后行李箱储物盒装配工装前方视角(露出吸音棉定位台面)的示意图;
图中标记说明:
1-储物盒本体,2-绑带,3-尼龙搭扣,4-吸音棉,5-储物盒定位块,6-吸音棉定位台面,7-吸音棉移动气缸,8-尼龙搭扣移动气缸,9-工装台架,10-尼龙搭扣固定杆,11-滑轨,12-本体移动气缸,13-气缸固定台,14-储物盒张紧块,15-绑带检测感应器,16-移动台架。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
以下各实施方式或实施例中,如无特别说明的功能部件或结构,则表明其均为本领域为实现对应功能而采用的常规部件或结构。
为了实现在如图1所示的后行李箱储物盒装配绑带2、吸音棉4和尼龙纽扣等,本发明提供了一种后行李箱储物盒装配工装,其结构参见图2至图5所示,包括工装台架9,以及设置在工装台架9上的本体固定机构、吸音棉4装配机构和尼龙搭扣3装配机构,其中,所述的本体固定机构包括可在工装台架9上来回移动的移动台架16,以及与所述移动台架16连接的第一驱动件,所述的移动台架16上设有固定储物盒本体1的第一固定组件,
所述的吸音棉4装配机构包括位于移动台架16前端的吸音棉定位台面6,以及安装在工装台架9上并驱动所述吸音棉定位台面6沿垂直移动台架16移动方向上下伸缩的第二驱动件,
所述的尼龙搭扣3装配机构包括正对所述移动台架16设置的尼龙搭扣固定杆10,以及安装在工作台架上并驱动所述尼龙搭扣固定杆10沿移动台架16移动方向来回伸缩的第三驱动件。
在本发明的一种具体的实施方式中,请再参见图2等所示,所述的第一固定组件包括储物盒定位块5和储物盒固定单元,其中,所述的储物盒定位块5用于定位插入储物盒本体1左右两侧的槽孔中,实现储物盒本体1在移动台架16上的初步定位,所述的储物盒固定单元用于固定所述储物盒本体1。
更具体的实施方式中,请再参见图4和图5所示,所述的储物盒固定单元包括移动设置在移动台架16中间位置并伸入储物盒本体1的中间腔体内的两个储物盒张紧块14,两个储物盒张紧块14的移动方向正好相反,且当两储物盒张紧块14背向移动时,储物盒张紧块14的外侧边缘即接触所述储物盒本体1的中间腔体的内壁,实现对储物盒本体1的张紧固定。更优选的,储物盒张紧块14的外侧边缘加工成陪陪储物盒本体1中间腔体内壁的型面。
更进一步具体的实施方式中,所述的移动台架16还设有两个储物盒张紧气缸,在储物盒张紧气缸上设置有所述储物盒张紧块14,两个储物盒张紧气缸的伸缩方向刚好相反。
更进一步具体的实施方式中,两个储物盒张紧气缸的伸缩方向在储物盒本体1的中间腔体的中心线上,以实现对储物盒本体1的对中张紧。
在本发明的一种具体的实施方式中,所述的吸音棉定位台面6上加工有与吸音棉4下表面部分匹配的型槽,这样,既能保证吸音棉4与吸音棉定位台面6的可靠定位,同时,也不影响后续吸音棉定位台面6退回后,与粘贴在储物盒本体1上的吸音棉4的分离。
在本发明的一种具体的实施方式中,请再参见图5所示,所述的吸音棉定位台面6位于所述移动台架16的行程线路上,且当第二驱动件带动吸音棉定位台面6下降至最低时,位于吸音棉定位台面6的吸音棉4的高度仍低于固定在移动台架16上的储物盒本体1,这样,当移动台架16带动储物盒本体1移动至位于吸音棉定位台面6上方时,通过第二驱动件带动吸音棉定位台面6上升,即实现将吸音棉4贴附在储物盒本体1上。
在本发明的一种具体的实施方式中,所述的尼龙搭扣固定杆10的端部加工成可供尼龙搭扣3间隙套入的型面。
在本发明的一种具体的实施方式中,请再参见图5所示,所述的移动台架16上还设有用于检测绑带2安装状态的绑带检测感应器15。
在本发明的一种具体的实施方式中,所述的工作台架的顶部还设有滑轨11,在滑轨11上滑动安装所述移动台架16。
以上各实施方式可以任一单独实施,也可以任意两两组合或更多的组合实施。
下面结合具体实施例来对上述实施方式进行更详细的说明。
实施例1:
为了实现在如图1所示的后行李箱储物盒装配绑带2、吸音棉4和尼龙纽扣等,本实施例提供了一种后行李箱储物盒装配工装,其结构参见图2至图5所示,包括工装台架9,以及设置在工装台架9上的本体固定机构、吸音棉4装配机构和尼龙搭扣3装配机构,其中,本体固定机构包括可在工装台架9上来回移动的移动台架16,以及与所述移动台架16连接的第一驱动件(即本体移动气缸12),移动台架16上设有固定储物盒本体1的第一固定组件,吸音棉4装配机构包括位于移动台架16前端的吸音棉定位台面6,以及安装在工装台架9上并驱动所述吸音棉定位台面6沿垂直移动台架16移动方向上下伸缩的第二驱动件(即吸音棉移动气缸7),尼龙搭扣3装配机构包括正对所述移动台架16设置的尼龙搭扣固定杆10,以及安装在工作台架上并驱动所述尼龙搭扣固定杆10沿移动台架16移动方向来回伸缩的第三驱动件(即尼龙搭扣移动气缸8)。
请再参见图2等所示,第一固定组件包括储物盒定位块5和储物盒固定单元,其中,储物盒定位块5用于定位插入储物盒本体1左右两侧的槽孔中,实现储物盒本体1在移动台架16上的初步定位,储物盒固定单元用于固定所述储物盒本体1。
请再参见图4和图5所示,储物盒固定单元包括移动设置在移动台架16中间位置并伸入储物盒本体1的中间腔体内的两个储物盒张紧块14,两个储物盒张紧块14的移动方向正好相反,且当两储物盒张紧块14背向移动时,储物盒张紧块14的外侧边缘即接触所述储物盒本体1的中间腔体的内壁,实现对储物盒本体1的张紧固定。优选的,储物盒张紧块14的外侧边缘加工成陪陪储物盒本体1中间腔体内壁的型面。移动台架16还设有两个储物盒张紧气缸,在储物盒张紧气缸上设置有所述储物盒张紧块14,两个储物盒张紧气缸的伸缩方向刚好相反。两个储物盒张紧气缸的伸缩方向在储物盒本体1的中间腔体的中心线上,以实现对储物盒本体1的对中张紧。吸音棉定位台面6上加工有与吸音棉4下表面部分匹配的型槽,这样,既能保证吸音棉4与吸音棉定位台面6的可靠定位,同时,也不影响后续吸音棉定位台面6退回后,与粘贴在储物盒本体1上的吸音棉4的分离。
请再参见图5所示,吸音棉定位台面6位于所述移动台架16的行程线路上,且当第二驱动件带动吸音棉定位台面6下降至最低时,位于吸音棉定位台面6的吸音棉4的高度仍低于固定在移动台架16上的储物盒本体1,这样,当移动台架16带动储物盒本体1移动至位于吸音棉定位台面6上方时,通过第二驱动件带动吸音棉定位台面6上升,即实现将吸音棉4贴附在储物盒本体1上。
尼龙搭扣固定杆10的端部加工成可供尼龙搭扣3间隙套入的型面,这样,尼龙搭扣3在未装配前,可以先固定放置尼龙搭扣固定杆10上,而当尼龙搭扣3粘贴固定在储物盒本体1上后,也不影响尼龙搭扣固定杆10的退出。
请再参见图5所示,移动台架16上还设有用于检测绑带2安装状态的绑带检测感应器15,由于储物盒本体1上的绑带2安装位置处带有孔洞,此时,通过绑带检测感应器15(如红外线感应器等)可以有效检测在安装位置处是否有绑带2安装,如没有,则由绑带检测感应器15反馈对应信号给报警器报警。
工作台架的顶部还设有滑轨11,在滑轨11上滑动安装所述移动台架16,通过第一驱动件带动移动台架16在滑轨11上来回移动,第一驱动件,也即是本体移动气缸12则通过气缸固定台13安装在移动台架16上。
本实施例的工作过程具体如下:
(1)启动装备;
(2)把装好绑带2的储物盒本体1安置在储物盒定位块5上,实现初步定位;
(3)按动绑带2检测按钮,如果发生绑带2漏装或没有安装到位,则由绑带检测感应器15反馈对应信号给设备报警,然后把储物盒本体1卸下来重新装配;
(4)将指定规格的吸音棉4安装在吸音棉定位台面6上;
(5)使用胶枪在吸音棉4上均匀喷上胶水;
(6)控制储物盒张紧块14展开,将储物盒本体1张紧固定;
(7)移动台架16在本体移动气缸12的作用下,带动储物盒本体1等沿着滑轨11向前移动至指定位置;
(8)吸音棉定位台面6则在吸音棉移动气缸7的带动下,把喷胶的吸音棉4随形紧贴在储物盒本体1上定型;
(9)把指定规格的尼龙搭扣3安装在尼龙搭扣固定杆10上,然后把带胶面的离型纸撕掉;
(10)控制尼龙搭扣移动气缸8,使得尼龙搭扣固定杆10伸出,将尼龙搭扣3贴在储物盒本体1上(此处,可以设置对应的检测防错机构,如采用检测防错用的红外传感器等,具体为其检测到尼龙搭扣3的数量不对或规格错误时,则反馈信息给控制台,使得尼龙搭扣移动气缸8的控制按钮无法工作,直到正确);
(11)总成零件整体定型中,定型时间设备可以设定,而当到达设定的定型时间后,吸音棉定位台面6、尼龙搭扣固定杆10、移动台架16退回到原始状态。
(12)储物盒张紧块14缩回,松开储物盒本体1;
(13)取出总成零件;
(14)重新放入装好绑带2的新的储物盒本体1。
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
- 一种储物盒及带有该储物盒的新型行李箱
- 一种储物盒及汽车行李箱储物装置