一种陶瓷颜色坯体颗粒生产线
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及坯体颗粒制备领域,特别涉及一种陶瓷颜色坯体颗粒生产线。
背景技术
现有的大颗粒陶瓷砖制品,其原料颗粒均是采用干粉造粒工艺制作,即先将原料球磨成浆,然后在浆料中添加色料,再通过喷雾塔将浆料喷成粉料,最后将粉料通过压片造粒机压制成块状体后进行破碎。
喷雾塔在喷粉过程中会造成原料损耗,且能耗大,在喷粉时还会形成废气,以及在清洗喷雾塔时还会形成大量污水,产生一系列的环保问题。
另外,通过干粉造粒工艺所制得的原料颗粒存在色彩饱和度低以及细腻度较差的问题。由于原料颗粒是由球形的粉体压制而成,通过压制而连接在一起的粉体间始终会存在一定的间隙,所以其颗粒的色彩饱和度和细腻度会相对较差。此外,不同颜色的粉料只能通过简单混合或层叠铺设的方式形成块状体,导致块状体的纹理图案很单一,而且由于粉料具有较好的流动性,不同颜色的粉料容易混合,导致压制后的块状体存在斑点,所制得的颗粒的纹理比较粗犷,精细度不高。
可见,现有技术还有待改进和提高。
发明内容
鉴于上述现有技术的不足之处,本发明的目的在于提供一种陶瓷颜色坯体颗粒生产线,旨在解决现有技术中陶瓷颜色坯体颗粒纹理图案单一,色彩饱和度低的技术问题。
为了达到上述目的,本发明采取了以下技术方案:
一种陶瓷颜色坯体颗粒生产线,包括依次设置的制浆单元、注浆单元、干燥单元、翻转单元以及造粒单元;所述注浆单元和干燥单元通过输送单元连接,所述输送单元上设置有多个盛浆容器;
所述制浆单元用于制备颜色浆料;
所述注浆单元用于将一种或多种颜色浆料加入盛浆容器;
所述干燥单元用于干燥颜色浆料,以形成块状体;
所述翻转单元用于将盛浆容器中的块状体倒出;
所述造粒单元用于破碎块状体,以形成颜色坯体颗粒。
所述的陶瓷颜色坯体颗粒生产线,其中,所述输送单元还包括第一输送装置,多个盛浆容器设置在第一输送装置上。
所述的陶瓷颜色坯体颗粒生产线,其中,所述注浆单元包括多个循环釉缸和淋浆器;多个所述循环釉缸通过多条第一管道分别与淋浆器连接;所述淋浆器设置于第一输送装置的上方。
所述的陶瓷颜色坯体颗粒生产线,其中,所述注浆单元还包括分流器,多个所述循环釉缸通过多条第二管道分别与分流器的进料端连接,所述分流器用于将颜色浆料注入淋浆器或不经淋浆器直接加入盛浆容器;所述分流器内设置有多条分流管道,多条所述分流管道分别与所述第二管道连通。
所述的陶瓷颜色坯体颗粒生产线,其中,所述注浆单元还包括搅拌装置,所述搅拌装置设置于所述淋浆器的下游。
所述的陶瓷颜色坯体颗粒生产线,其中,所述干燥单元包括第一干燥装置,所述第一干燥装置设置于第一输送装置上,用于将颜色浆料烘干以形成块状体。
所述的陶瓷颜色坯体颗粒生产线,其中,所述翻转单元包括第一翻转装置以及第二输送装置;所述第二输送装置设置于第一输送装置的下游,第一翻转装置设置于第一输送装置的一侧,用于将盛浆容器进行翻转,使块状体从盛浆容器倒出至第二输送装置上。
所述的陶瓷颜色坯体颗粒生产线,其中,所述翻转单元还包括第三输送装置、盖板、覆盖装置、第二翻转装置以及取板装置;所述覆盖装置设置于第一翻转装置的上游;所述第三输送装置设置于第一输送装置和第二输送装置之间;所述第二翻转装置、取板装置依次设置于第三输送装置的进口端;所述覆盖装置用于将盖板覆盖在装有块状体的盛浆容器上;所述第二翻转装置用于将翻转后的盛浆容器取走并再次翻转,使盛浆容器正放于第一输送装置上;所述取板装置用于将块状体下的盖板取出。
所述的陶瓷颜色坯体颗粒生产线,其中,所述第三输送装置包括海绵皮带辊、升降装置和固定台,所述海绵皮带辊通过升降装置设置于固定台的上方。
所述的陶瓷颜色坯体颗粒生产线,其中,所述注浆单元设置有多个淋浆器和多个第二干燥装置,相邻的两个淋浆器之间均设置有第二干燥装置。
有益效果:
本发明提供了一种陶瓷颜色坯体颗粒生产线,所述陶瓷颜色坯体颗粒生产线包括依次设置的制浆单元、注浆单元、干燥单元、翻转单元以及造粒单元;通过注浆单元可以将多种颜色浆料混合,经干燥破碎后可以得到具有不同纹理效果的颜色坯体颗粒。另外,由于颜色坯体颗粒由颜色浆液直接混合后干燥制得,因此各组分的致密度高,不会如干粉造粒一样存在较大的间隙,因此通过本发明制得的颜色坯体颗粒的色彩饱和度以及细腻度更高,烧制后的呈色更好。
附图说明
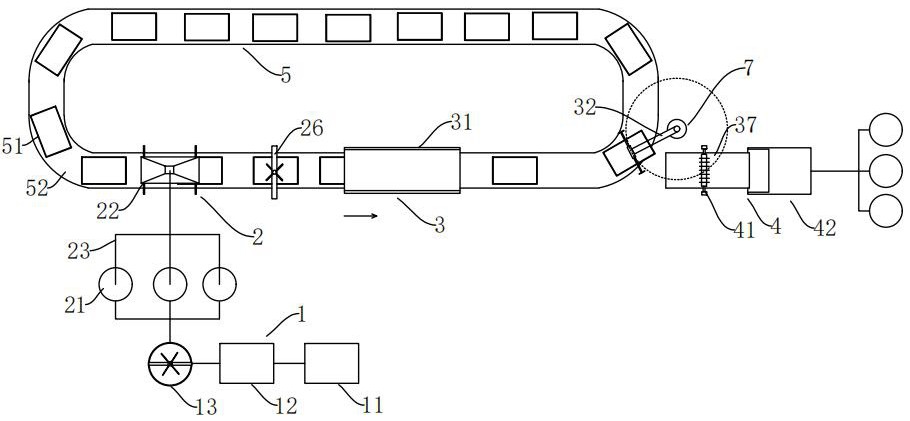
图1为一种实施方式中陶瓷颜色坯体颗粒生产线的平面图一。
图2为一种实施方式中注浆单元的结构示意图一。
图3为分流器的底面结构示意图。
图4为一种实施方式中陶瓷颜色坯体颗粒生产线的平面图二。
图5为盖板覆盖在盛浆容器上的工作状态示意图。
图6为盖板和盛浆容器翻转后的工作状态示意图。
图7为盛浆容器取走后的工作状态示意图。
图8为一种实施方式中注浆单元的结构示意图二。
主要元件符号说明:1-制浆单元,2-注浆单元,3-干燥单元,4-造粒单元,5-输送单元,6-块状体,7-翻转单元,51-盛浆容器,52-第一输送装置,11-研磨装置,12-中转缸,13-搅拌缸,21-循环釉缸,22-淋浆器,23-第一管道,24-第二管道,25-分流器,251-分流管道,26-搅拌装置,27-第二干燥装置,31-第一干燥装置,32-第一翻转装置,33-覆盖装置,34-盖板,35-第二翻转装置,36-取板装置,37-第二输送装置,38-第三输送装置,381-海绵皮带辊,382-升降装置,383-固定台,41-切割机,42-分选机。
具体实施方式
本发明提供一种陶瓷颜色坯体颗粒生产线,为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“上”、“下”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅用于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个以上。
请参阅图1,本发明提供一种陶瓷颜色坯体颗粒的生产线,包括依次设置的制浆单元1、注浆单元2、干燥单元3、翻转单元7以及造粒单元4;所述注浆单元2和干燥单元3通过输送单元5连接,所述输送单元5上设置有多个盛浆容器51;
所述制浆单元1用于制备颜色浆料;
所述注浆单元2用于将一种或多种颜色浆料加入盛浆容器51;
所述干燥单元3用于干燥颜色浆料,以形成块状体6;
所述翻转单元7用于将盛浆容器51中的块状体6倒出;
所述造粒单元4用于破碎块状体6。
请参阅图1,一种实施方式中,所述制浆单元1包括依次设置的研磨装置11、中转缸12和搅拌缸13;所述研磨装置11用于制备基础浆料;所述中转缸12用于储存基础浆料;所述搅拌缸13用于将基础浆料和色料混合,制得颜色浆料。
优选的,所述研磨装置11为球磨机。
请参阅图1,一种实施方式中,所述输送单元5还包括第一输送装置52,多个盛浆容器51设置在第一输送装置52上。所述第一输送装置52用于将盛有浆料的盛浆容器51送至干燥单元3,并将空载的盛浆容器51送回至注浆单元2。
优选的,所述盛浆容器51的内侧壁表面设置有不粘涂层,当浆料干燥后,块状体6可以轻易地从盛浆容器51内倒出。
请参阅图1和图2,一种实施方式中,所述注浆单元2包括多个循环釉缸21和淋浆器22;多个所述循环釉缸21通过多条第一管道23分别与淋浆器22连接。具体的,所述第一管道23上设置有输送泵。通过淋浆器22可以将一种或多种颜色浆料加入盛浆容器51。
多种颜色浆料可以同时注入淋浆器22,使淋浆器22可以布施具有多种颜色的浆料。
请参阅图2、图3,一种实施方式中,所述注浆单元2还包括分流器25,多个所述循环釉缸21通过多条第二管道24分别与分流器25的进料端连接;所述分流器25内设置有多条分流管道251,多条所述分流管道251分别与所述第二管道24连通。
一种实施方式中,所述分流器25的出料端与淋浆器22连接,通过分流器25可以使多种颜色浆料在通过淋浆器22同时施淋保持一定的分离,在盛浆容器51中可以先形成较粗的纹理。
在另一种实施方式中,所述分流器25的出料端也可以不与淋浆器22连接。分流器25的出料端设置于第一输送装置52的上方,直接将颜色浆料添加至盛浆容器51上。
优选的,所述分流管道251设置有多个出口,不同分流管道251的多个出口交错设置,施淋后可以形成多层次的纹理。
请参阅图1、图2,一种实施方式中,所述注浆单元2还包括搅拌装置26,所述搅拌装置26设置于所述淋浆器22的下游。搅拌装置26主要用于对具有多种颜色的浆料作进一步搅拌,以形成更为丰富的纹理。
请参阅图1,一种实施方式中,所述干燥单元3包括第一干燥装置31,所述第一干燥装置31用于将颜色浆料烘干形成块状体6。所述第一干燥装置31设置于第一输送装置52上,并位于所述淋浆器22的下游。
所述第一干燥装置31可以为窑炉、烘箱等。
请参阅图1,一种实施方式中,所述翻转单元7包括第一翻转装置32以及第二输送装置37;所述第一翻转装置32用于将盛浆容器51进行翻转,使块状体6从盛浆容器51倒出。具体的,所述第一翻转装置32的下游设置有第二输送装置37,所述第二输送装置37用于将从盛浆容器51倒出的块状体6输送至造粒单元4。所述第一翻转装置32设置于第一输送装置52的一侧。
请参阅图4,一种实施方式中,所述第一翻转装置32的上游还设置有覆盖装置33,所述覆盖装置33用于将盖板34覆盖在装有块状体6的盛浆容器51上,当翻转盛浆容器51时,第一翻转装置32夹紧盛浆容器51和盖板34,同时进行翻转,翻转后的盛浆容器51、块状体6和盖板34转移至第二输送装置37上。通过设置盖板34,可以避免块状体6在高处从盛浆容器51上掉落而破碎。
请参阅图4-图7,所述第一输送装置52和第二输送装置37之间还设置有第三输送装置38,所述第二翻转装置35设置于第三输送装置38的进料端,所述第二翻转装置35用于将倒置在第三输送装置38上的盛浆容器51取起,并再次翻转盛浆容器51,并将其正放于第一输送装置52上。具体的,所述第一输送装置52为环形的循环输送装置,倒出块状体6后的盛浆容器51经第一输送装置52输送回上游,继续用于注浆。
请参阅图4、图5和图6,所述第二翻转装置35的下游设置有取板装置36,所述取板装置36用于将压在块状体6下的盖板34抽出,并放置到指定存放区域,所述覆盖装置33从指定存放区域取盖板34使用。盖板34被抽出后,块状体6落在第三输送装置38上,第三输送装置38将其并输送第二输送装置37,第二输送装置37将其送至下游进行切割。
优选的,所述覆盖装置33为设置有吸盘的六轴机器人。
优选的,所述取板装置36为设置有抓手的六轴机器人。
请参阅图6,一种实施方式中,所述第三输送装置38上包括固定台383以及设置在固定台383上的海绵皮带辊381,所述海绵皮带辊381通过升降装置382设置于固定台383的上方,当块状体6和盖板34输送至海绵皮带辊381的下方时,取板装置36夹紧盖板34的边缘,使盖板34固定,海绵皮带辊381在升降装置382的作用下压在块状体6上,海绵皮带辊381转动时带动块状体6向下游移动。当块状体6离开工位后,海绵皮带辊381向上移动,取板装置36将盖板34取出,并放置到存放区域,供覆盖装置33使用。在本实施方式中,所述取板装置36、第二翻转装置35和海绵皮带辊381位于同一工位。
请参阅图1、图7,一种实施方式中,所述造粒单元4包括设置于第二输送装置37上的切割机41。所述切割机41用于将块状体6切割成小块的颜色坯体颗粒。
优选的,所述切割机41为滚切机。
请参阅图1,在切割机41的下游还可以设置有分选机42,所述分选机42用于分选出不同大小规格的颜色坯体颗粒。
切割后形成的颜色坯体颗粒可以直接送入储存箱,或经分选后按规格大小分别进行储存。
请参阅图8,一种实施方式中,所述注浆单元2设置有多个淋浆器22和多个第二干燥装置27,相邻的两个淋浆器22之间均设置有第二干燥装置27。本实施方式中注浆单元2还可以用于制备具有层叠纹理效果的颜色坯体颗粒。在制备具有层叠纹理效果的颜色坯体颗粒时,为了使不同的颜色浆料之间不会产生互混,第一种(层)颜色浆料在淋入盛浆容器51后,先经第二干燥装置27进行干燥,再通过下一个淋浆器22淋入第二种(层)颜色浆料,以此类推,可制得具有多种色彩层叠的混合浆料,最后经干燥单元3的彻底干燥以及造粒单元4的处理后,可以得到具有多种色彩层叠效果的颜色坯体颗粒。
综上所述,本发明提供了一种陶瓷颜色坯体颗粒生产线,所述陶瓷颜色坯体颗粒生产线通过注浆单元2可以在盛浆容器51中形成多种不同纹理以及颜色效果的颜色坯体颗粒,大大增加了颜色坯体颗粒的美观性以及种类的多样性。此外,通过本发明制备的颜色坯体颗粒具有高饱和度和细腻度,用于制作陶瓷板砖时,烧制后具有良好的呈色效果。
此外,本发明取消了喷雾塔制粉,节约了喷粉环节的原料损耗、水电能耗及人工费用等,从而大大地降低了生产成本,另外也避免了喷粉时的废气排放以及清洗喷雾塔时的污水排放等环保问题的产生,达到了节能、环保、高效的目的。
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
- 一种基于ATRP法改性的环糊精共聚物陶瓷坯体增强剂
- 一种陶瓷坯体的3D打印成型方法
- 一种陶瓷坯体3D打印成型设备
- 一种颜色坯体颗粒及其制备方法、含颜色颗粒的陶瓷板材
- 一种颜色和透性渐变氧化锆义齿陶瓷坯体的制备方法