一种仿钻石切割成型的金钻结构及其加工方法
文献发布时间:2024-04-18 19:48:15
【技术领域】
本发明涉及黄金首饰加工技术领域,尤其涉及仿钻石切割角度成型具有钻石视觉效果的金钻加工结构以及金钻加工方法。
【背景技术】
钻石和黄金都是目前市面上流通的主流贵价宝石和贵金属之一,我们知道钻石就是经过质地达到筛选标准后,经过打磨和切割的金刚石。其质地坚硬、加工难度大,颇富美感,是近代最受消费者关注以及价格高昂的宝石之一。
而黄金更是在人类历史上拥有源远流长的尊贵地位一直是价值和财富的象征,甚至是现代流通价值的核心标的物的存在。
钻石通过切割后进行镶嵌成为各种适合佩戴的首饰,而黄金本身可以加工成各种类型的首饰,可以采用各种加工工艺成型独特的造型不同纹路花样的首饰。
天然钻石储备量有限,随着不断地开采存量越来越小,所以钻石资源比较紧张,而且市面上有很多首饰有采用碎钻小颗粒钻石进行装饰的习惯,这个部分的需求量较大,目前对满足这一需求存在一定的难度。
【发明内容】
本发明所涉及的一种防钻石切割成型能够得到具有钻石般视觉效果的黄金仿钻石结构,通过将黄金颗粒通过硬化处理工艺后,采用高精密CNC数控车床进行切割加工,成型具有96个切面包括不同层次和角度的切割效果,精美拟态了钻石切割的视觉效果和结构。
本发明所涉及的一种仿钻石切割成型的金钻结构,其特征在于,该金钻结构包括亭部、冠部和腰部,亭部和冠部之间通过腰部连接,该亭部为部分圆锥形态,锥度为50°~55°范围内;而钻面包含六层96个切割面,从圆柱体的中心均布第一层16个16.300°切面,沿着第一层16个切面的外沿设有第二层16个20.300°切面,第二层切面之外是第三层16个27.831°切面,第三层切面之外是第四层16个34.222°切面,第四层切面之外的第五层16个40.993°的切面,第五层切面之外是第六层16个40.657°的切面。
在该金钻结构的亭部和冠部之间有腰部。
该腰部为圆柱体外表面的一部分。
所述金钻结构的加工工艺,其特征在于,包括以下步骤:
S1、材料切割:把熔好的金料分割成适合下个阶段加工的大小;
S2、材料硬化:采用真空高温炉进行熔炼,高精度萃取进一步去杂化,然后采用物理锻造的方式,提高材料密度,让材料硬度提升、形态稳定;
S3、分型:经过油压成四方体;
S4、压线拉料:将四方体的进料通过四方压线机和拉管机拉到预设的直径,成为金线圆柱体;
S5、采用数控机床进行加工:选用钻石刀2mm,180度和钻石刀1mm,180度,对金料进行角度切削,切削角度按照六层结构层叠渐进式切割,保持车花面中心对称;
S6、钯处理:以铂金片为阳极,以待处理黄金为阴极进行钯电镀,电镀电压约1.5V~3.0V,电流密度:0.5~3.0安培/㎡,钯含量8~12g/L,PH值7.2~8.2,操作温度为40℃~45℃,电镀液密度1.06~1.09g/cm³,电镀时间45~60秒,工件摇摆每分2~4米,镀层厚度钯:2.5um;
S7、铑水处理:以铂金片为阳极,以待处理黄金为阴极进行铑电镀,电镀电压约4V~6V,电流密度:0.5~3.0安培/m²,铑含量40.0g/L,操作温度为33度~37度,镀液密度为3.9-4.1g/cm³,电镀时间为50~60秒,工件摇摆每分2~4米,镀层厚度铑:2.8um;
在S4中根据金钻加工后所需要的尺寸,将金料拉至3mm~8mm范围内不同直径的实心圆柱体金线。
本发明所涉及的黄金加工成型金钻结构车花纹效果亮、平滑、聚光,产品呈角度极佳的钻石形状,具有96个切面,其中包括不同层次和角度的切面设计,分六层多面折射,增加反光亮度,金钻车花面完全对称,角度一致,折射率高。多达六层的切面的设计使得产品能够在光线照射下产生璀璨的反射效果。再通过表面处理电镀加工后,能够保持产品外表较为稳定,具有一定的抗压强度,避免变形困扰兼具提升表面亮度,结合切面折射,获得更加别致和独特的光影效果。
【附图说明】
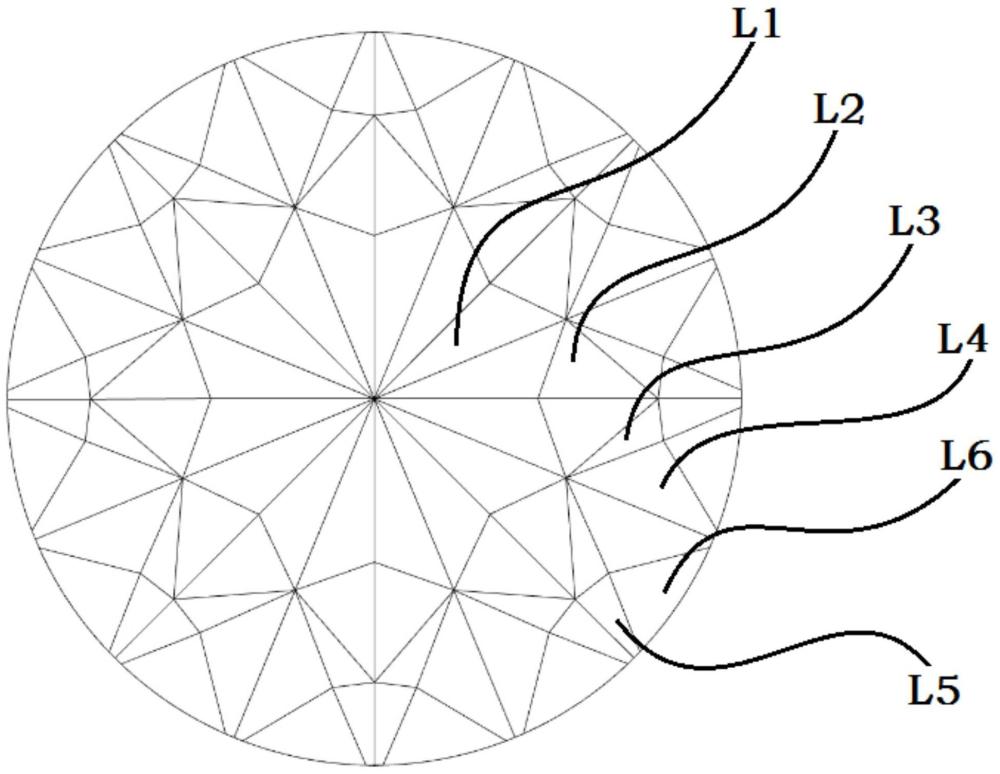
图1为本发明所涉及仿钻石切割成型的金钻结构俯视图;
图2为本发明所涉及涉及仿钻石切割成型的金钻结构侧视图;
其中:20、亭部;30、冠部;40、腰部;L1、第一层;L2、第二层;L3、第三层;L4、第四层;L5、第五层;L6、第六层。
【具体实施方式】
下面将结合实施例对本发明进行详细说明。下面通过具体实施例描述是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
请参考附图1,其中示出了金钻结构,一种仿钻石切割成型的金钻结构,该金钻结构包括亭部20、冠部30和腰部40,亭部20和冠部30之间设有腰部40,该亭部20为部分圆锥形态,锥度为50°~55°范围内;而冠部30包含六层96个切割面,从圆柱体的中心均布第一层L1具有16个16.300°切面,沿着第一层L1的16个切面的外沿设有第二层L2具有16个20.300°切面,第二层L2切面之外是第三层L3具有16个27.831°切面,第三层L3切面之外是第四层L4具有16个34.222°切面,第四层L4切面之外的第五层L5具有16个40.993°的切面,第五层L5切面之外是第六层L6具有16个40.657°的切面。
在该金钻结构的亭部20和冠部30之间有腰部40。该腰部40为圆柱形态。
所述金钻结构的加工工艺,其特征在于,包括以下步骤:
S1、材料切割:把熔好的金料分割成适合下个阶段加工的大小;
S2、材料硬化:采用真空高温炉进行熔炼,高精度萃取进一步去杂化,然后采用物理锻造的方式,提高材料密度,让材料硬度提升、形态稳定;
S3、分型:经过油压成四方体;
S4、压线拉料:将四方体的进料通过四方压线机和拉管机拉到预设的直径,成为金线圆柱体;
S5、采用数控机床进行加工:选用钻石刀2mm,180度和钻石刀1mm,180度,对金料进行角度切削,切削角度按照六层结构层叠渐进式切割,保持车花面中心对称;
S6、钯处理:以铂金片为阳极,以待处理黄金为阴极进行钯电镀,电镀电压约1.5V~3.0V,电流密度:0.5~3.0安培/㎡,钯含量8~12g/L,PH值7.2~8.2,操作温度为40℃~45℃,电镀液密度1.06~1.09g/cm³,电镀时间45~60秒,工件摇摆每分2~4米,镀层厚度钯:2.5um;
S7、铑水处理:以铂金片为阳极,以待处理黄金为阴极进行铑电镀,电镀电压约4V~6V,电流密度:0.5~3.0安培/m²,铑含量40.0g/L,操作温度为33度~37度,镀液密度为3.9-4.1g/cm³,电镀时间为50~60秒,工件摇摆没分2~4米,镀层厚度铑:2.8um;
在S4中根据金钻加工后所需要的尺寸,将金料拉至3mm~8mm范围内不同直径的实心圆柱体金线。
本发明所涉及的黄金加工成型金钻结构车花纹效果亮、平滑、聚光,产品呈角度极佳的钻石形状,具有96个切面,其中包括不同层次和角度的切面设计,分六层多面折射,增加反光亮度,金钻车花面完全对称,角度一致,折射率高。多达六层的切面的设计使得产品能够在光线照射下产生璀璨的反射效果。再通过表面处理电镀加工后,能够保持产品外表较为稳定,具有一定的抗压强度,避免变形困扰兼具提升表面亮度,结合切面折射,获得更加别致和独特的光影效果。
以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。