一种钢丝绳DTS捻股机和钢丝绳生产方法
文献发布时间:2023-06-23 06:30:03
技术领域
本发明涉及一种钢丝绳DTS捻股机和钢丝绳生产方法,属于钢丝捻股成绳技术领域。
背景技术
钢帘线生产的湿拉和捻股阶段是钢丝绳生产的关键工艺,湿拉一般指把电镀铜的钢丝拉拔至钢丝绳成品所需的单丝直径的拉拔工艺,捻股是指在捻股机上将钢丝绳按技术要求围绕股芯中心线做规则的螺旋形排列捻制绳股的工艺过程。
现有的钢丝绳拉拔异形单丝的湿拉工序分为多个道次,通过多道次拉拔将电镀铜的钢丝拉拔至目标直径,再通过最后一道变形道次将单丝变形后进行收线,该种拉拔方式在收线时,异形单丝容易在工字轮上发生翻转,造成不规则钢丝的跳线。
之后再将拉拔后的成品单丝运送至捻股工序,通过将钢丝工字轮安装到捻股机工字轮轮架上并锁紧,使各钢丝端头穿过捻股机过线孔及分线盘,穿过压线模,钢丝头集结成束并与牵引轮引线连结进行捻制。由于在湿拉阶段异形单丝容易在工字轮上发生翻转,从而在捻股工序工字轮放线捻制单丝时容易发生错位造成帘线扭曲,造成捻制缺陷,并且将数个异形单丝穿过压线模,压线模外壁会挤压外侧异形单丝而对内侧单丝挤压效果不明显,会使得钢丝变形不均匀。
发明内容
本发明所要解决的技术问题是克服现有技术的缺陷,提供一种钢丝绳DTS捻股机和钢丝绳生产方法,解决现有技术中钢丝绳生产中异形单丝收线跳线以及在工字轮上翻转,捻制单丝时发生错位造成帘线扭曲,压线模只挤压外侧异形单丝而对内侧单丝挤压效果不明显造成单丝变形不均匀的问题。
为达到上述目的,第一方面,本发明提供种钢丝绳DTS捻股机,包括:捻股主机、异形模具装置、分线盘、牵引装置和放线台;
所述异形模具装置设置于主机和分线盘之间,所述异形模具装置包括多孔异形模具和用于固定多孔异形模具的固定装置;
所述多孔异形模具上开设有若干异形孔,所述异形孔的两个端口分别朝向主机和分线盘;
所述异形孔的截面为类扇形。
进一步地,所述固定装置包括固定座、固定杆和模盒,所述固定杆连接固定座和模盒,用于支撑固定模盒;
所述模盒上开设有通孔,用于容置多孔异形模具。
进一步地,所述模盒上开设有进水口、出水口和循环水道,所述进水口和出水口接通循环水道;
所述循环水道包括在通孔内壁开设的环形槽,所述环形槽的长度小于多孔异形模具的长度,所述多孔异形模具的外壁与通孔内壁密封配合制作;
所述环形槽通过多孔异形模具的外壁密封,形成密封的水路空间。
进一步地,所述捻股主机中设置收线装置和成品工字轮,所述收线装置用于聚集待捻的股线,并将捻制完成的绳子缠绕在成品工字轮上。
进一步地,所述放线台上设置单丝工字轮
第二方面,本发明提供一种根据第一方面任一项所述的钢丝绳DTS捻股机的钢丝绳生产方法,包括如下步骤:
将单丝拉拔至目标直径后采用单丝工字轮进行收线;
单丝经过牵引装置均布于分线盘;
单丝对应一个异形孔,将单丝穿过多孔异形模具带入捻股主机中进行捻股成绳。
进一步地,所述多孔异形模具上异形孔的数量大于或等于单丝的数量。
进一步地,所述多孔异形模具上异形孔的数量等于单丝的数量。
本发明所达到的有益效果:
本发明提供一种钢丝绳DTS捻股机和钢丝绳生产方法,本发明在分线盘和捻股主机之间设置多孔异形模具,将湿拉最后的变形道次转移至捻股工序,避免了异形单丝收线跳线以及在工字轮上翻转的问题。
本发明将单丝变形步骤放置在放线步骤之后,避免了捻制单丝时发生错位造成帘线扭曲的问题。
本发明在多孔异形模具开设有与单丝数量相同的异形孔,避免了压线模只挤压外侧异形单丝而对内侧单丝挤压效果不明显造成单丝变形不均匀的问题。
附图说明
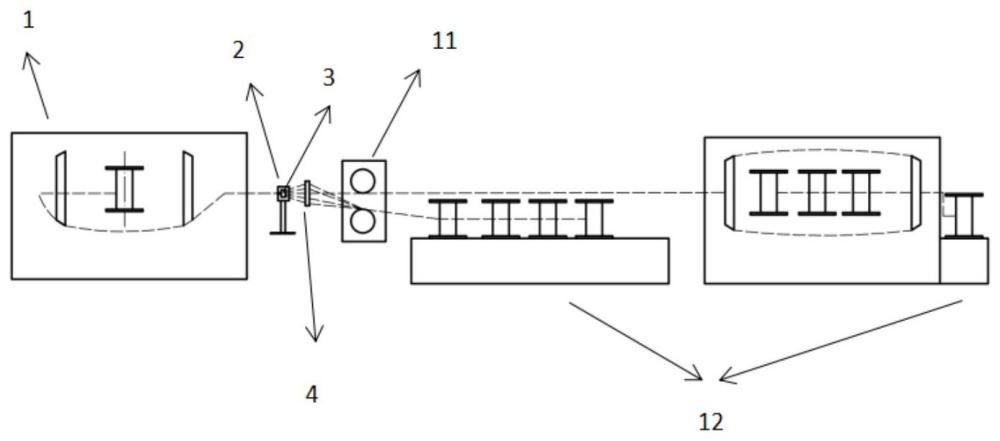
图1是本实施例提供的一种钢丝绳DTS捻股机的结构示意图;
图2是本实施例提供的一种钢丝绳DTS捻股机中固定装置的示意图;
图3是本实施例提供的一种钢丝绳DTS捻股机中模盒的内部示意图;
图4是本实施例提供的一种钢丝绳DTS捻股机中多孔异形模具的示意图;
图中:1、捻股主机;2、固定装置;3、多孔异形模具;4、分线盘;5、模盒;6、固定杆;7、固定座;8、进水口;9、循环水道;10、出水口;11、牵引装置;12、放线台;13、异形孔。
具体实施方式
下面基于附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
实施例一:
本发明提供一种钢丝绳DTS捻股机,如图1至图4所示,包括捻股主机1、异形模具装置、分线盘4、牵引装置11和放线台12,本发明在捻股主机1和分线盘4之间设置异形模具装置,将湿拉最后的变形道次转移至捻股工序,避免异形单丝收线跳线以及在工字轮上翻转的问题;在多孔异形模具3开设有与单丝数量相同的异形孔13,避免了压线模只挤压外侧异形单丝而对内侧单丝挤压效果不明显造成单丝变形不均匀的问题。
在具体设计时,如图1和图2所示,所述异形模具装置包括多孔异形模具3和用于支撑多孔异形模具3的固定装装置,如图2所示,所述固定装置2包括固定座7、固定杆6和模盒5,所述固定杆6的一端固定在固定板,另一端连接模盒5,用于支撑模盒5,所述模盒5用于安装固定多孔异形模具3。
在具体设计时,为固定多孔异形模具3,所述模盒5上开设有通孔,如图3所示,所述模盒5上还开设有循环水道9,为将循环水道9与外界连通,在所述模盒5上还开设有接通循环水道9的进水口8和出水口10;在设计循环水道时,为增加对多孔异形模具的冷却效果,本发明将冷却水与模具外壁直接接触,为达到设计目的,所述循环水道9包括在通孔内壁开设的环形槽,所述环形槽的长度小于多孔异形模具3的长度,以便在通孔的两端留下支撑面,支撑固定多孔异形模具3,所述多孔异形模具3的外壁与通孔内壁密封配合制作,避免冷却液泄露;
所述环形槽通过多孔异形模具3的外壁密封,以形成密封的水路空间。
在具体设计时,所述多孔异形模具3上开设有多个异形孔13,所述异形孔13的截面为类扇形,一个所述异形孔13用于供一个单丝通过,本装置在设置异形孔13的位置时,异形孔13的两个端口分别朝向捻股主机1和分线盘4,用于接收从分线盘4穿过的单丝,并将单丝导入捻股主机1。避免了压线模只挤压外侧异形单丝而对内侧单丝挤压效果不明显造成单丝变形不均匀的问题
在具体设计时,如图1所示,所述捻股主机1中设置有收线装置和成品工字轮,所述成品工字轮用于缠绕捻制完成后的钢丝绳,所述收线装置用于聚集待捻的股线,并将捻制好的股线导入至成品工字轮。
在具体设计时,如图1所示,在放线台12上设置有单丝工字轮,用于在单丝拉拔到指定尺寸后将单丝进行收线。
实施例二:
基于实施例一所述的一种钢丝绳DTS捻股机,本发明的实施例二提供一种钢丝绳生产方法,该方法将单丝变形步骤放置在放线步骤之后,避免了捻制单丝时发生错位造成帘线扭曲的问题。
如图1所示,具体包括如下步骤:
步骤1:首先采用湿拉机床将粗拉或中拉单丝进行不同道次的拉拔,至指定尺寸,但不进行变形道次,然后用单丝工字轮进行收线。
步骤2:将收线后的单丝经过牵引装置11均匀布置在分线盘4上。
步骤3;基于待捻制的钢丝绳的所需的单丝数,选用对应的异形孔13数量的多孔异形模具3,将单丝分别穿过多孔异形模具3上的异形孔13,带入捻股主机1中进行捻制。将单丝变形工序放置在放线之后,可避免捻制单丝时发生错位造成连线扭曲的问题。
在根据单丝数量选用多孔异形模具3时,可选用异形孔13数量多于单丝数量的多孔异形模具3,可适应不同单丝数量的作业任务,避免反复更换,减少辅助时间;
同时,也可选用异形孔13数量等于单丝数量的多孔异形模具3,可有效保证设备的作业精度。
步骤4:将捻股完成后的钢丝绳通过收线装置缠绕在成品工字轮上,完成钢丝绳的捻制工序。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。