工业硅成型模具及其制备工艺
文献发布时间:2023-06-19 18:53:06
技术领域
本发明涉及模具领域,具体为工业硅成型模具及其制备工艺。
背景技术
工业硅又称准金属硅,是本世纪六十年代中期出现的一个商品名称,金属硅是由硅石和碳质还原剂在矿热炉内冶炼成的产品,主成分硅元素的含量在98%左右,工业硅多用于铝合金工业,硅铝合金是用量最大的硅合金,硅铝合金是一种强复合脱氧剂,在炼钢过程中代替纯铝可提高脱氧剂利用率,并可净化钢液,提高钢材质量,汽车等行业用铝对工业硅的需求相当大。
现有的工业硅成型模具是将熔融状态的工业硅倒置在锭模中,加以冷却之后将其倒出,但是现有的工业硅存在倒出困难的缺点,成品不易脱模,且熔融状态的工业硅在倒置进入模具中的时候,存在含有气泡的缺点,为此亟需工业硅成型模具及其制备工艺。
发明内容
基于此,本发明的目的是提供工业硅成型模具及其制备工艺,以解决现有的工业硅成型模具是将熔融状态的工业硅倒置在锭模中,加以冷却之后将其倒出,但是现有的工业硅存在倒出困难的缺点,成品不易脱模,且熔融状态的工业硅在倒置进入模具中的时候,存在含有气泡的缺点的技术问题。
为实现上述目的,本发明提供如下技术方案:工业硅成型模具及其制备工艺,包括底座,所述底座的顶端安装有安装架,且安装架包括有立柱、弹簧、固定块、第一连接块,且第一连接块的内部连接有锁紧螺杆,所述锁紧螺杆上方的外侧可拆卸连接有锁紧螺母,所述锁紧螺母的下方设置有第二连接块,且第二连接块的一侧固定连接有夹持块,所述夹持块的下方设置有盖板组件,且盖板组件包括有盖板主体、气孔、凹槽和第一涂层,所述盖板主体的下方位于固定块的上方连接有锭模组件,且锭模组件包括有外持部、成型腔、圆角、第二涂层和敲击部,所述敲击部的下方位于底座的顶端安装有震动组件,且震动组件包括有电机、主动轮、从动轮、皮带、转动轴和偏心轮。
优选地,所述立柱位于底座顶端的两侧,且立柱的数量为两组,所述弹簧位于立柱的顶端,且固定块位于弹簧的顶端,所述第一连接块位于固定块的一侧,所述弹簧的两端分别和立柱和固定块焊接连接。
优选地,所述第一连接块的内部开设有连接孔,且锁紧螺杆贯穿连接孔并延伸至其外侧,所述锁紧螺母的数量为两组,其中一组所述锁紧螺母位于锁紧螺杆底端的下方,所述第二连接块的内部开设有与锁紧螺杆相匹配的螺纹孔。
优选地,所述夹持块和盖板组件之间可拆卸连接,且盖板主体位于夹持块的下方,所述气孔位于盖板主体的内部,且凹槽位于盖板主体底部的内侧,所述第一涂层位于凹槽的内部。
优选地,所述气孔的数量为多组,多组所述气孔等距分布在盖板主体的内部,且盖板主体的顶端连接有把手,所述盖板主体和把手之间固定连接,所述盖板主体和外持部之间可拆卸连接。
优选地,所述外持部位于盖板主体的下方,且成型腔位于外持部的内部,所述圆角位于成型腔的拐角处,且第二涂层位于成型腔的内壁,所述敲击部位于外持部的底端。
优选地,所述圆角的数量为多组,所述第二涂层和第一涂层涂层结构相同,所述敲击部的数量为多组,多组所述敲击部等距分布在外持部的底端。
优选地,所述电机位于底座的顶端,且主动轮位于电机的输出端,所述从动轮位于主动轮的一侧,且从动轮和主动轮之间皆设置有皮带,所述从动轮和主动轮的中间位置处皆连接有转动轴,且转动轴的外侧设置有偏心轮,所述偏心轮的数量为多组,多组所述偏心轮在转动轴外侧转动倾斜角不同。
优选地,步骤一:在成型腔的内壁和凹槽的内壁分别涂覆第二涂层和第一涂层,第二涂层和第一涂层为同样材质涂层,皆为易脱模涂层,其中成型腔中边缘拐角处皆设置了圆角,圆角方便后期补涂,减少浇筑模的沾附;
步骤二:涂覆完成烘干之后,即可将模具投入使用,先在立柱的内侧放置上外持部,并使得外持部的两端全部位于固定块上,然后即可向成型腔中浇筑,在浇筑的过程中可以启动电机,使得电机带动主动轮进行转动,主动轮通过皮带带动从动轮进行转动,从而带动皮带和从动轮中间的转动轴进行转动,转动轴带动偏心轮进行转动,使得多组偏心轮一起进行转动,偏心轮和外持部下方的敲击部一一对应,转动的时候会敲击对应的敲击部,从而使得外持部整体产生震动,在弹簧的配合下震动扩大,将浇筑的熔融物料中的气泡进行排出;
步骤三:然后将盖板主体盖合在外持部上,通过转动锁紧螺母使得第二连接块在锁紧螺杆的外侧下降,从而带动夹持块下方的盖板主体和外持部之间挤压,从而将外持部顶端的开口进行盖合,降温冷却的过程中,由盖板主体中开设的多组气孔进行降温,使得内部的锭模快速冷却成型;
步骤四:冷却成型之后通过把手握持,然后拧松两侧的锁紧螺母,使得盖板组件不在与外持部挤压接触,将盖板主体从外持部上方取出,然后即可将外持部取出,倒置外持部配合敲击底端的敲击部,使得外持部震动,配合内部的第一涂层和第二涂层使得内部成型的锭模快速脱模,第一涂层和第二涂层中的涂层每隔一段时间可以进行补涂。
优选地,所述步骤一中的第二涂层和第一涂层包括以下质量份:有机氯硅烷20-40%;石墨20-27%;氧化锌9-18%;滑石粉8-22%;硅藻土粉10-17%;水玻璃5-10%;二甲基硅油10-20%;其余为水,包括以下制备方法:
S1:先将一半质量份的有机氯硅烷投入反应釜中加热,然后再将石墨、氧化锌、滑石粉、硅藻土粉、水玻璃和水投入至同一反应釜中进行加热,期间伴随搅拌;
S2:加热至一定时间后,继续向混合物料中加入剩下的有机氯硅烷和二甲基硅油,继续搅拌加热,并将反应釜内气压升至3-3.5倍大气压;
S3:一段时间后泄压降温,使得反应釜中物料在一段时间被降温至室温,期间一直伴随搅拌;
S4:然后将反应釜中的物料取出,静止一段时间后向第二涂层和第一涂层中涂覆。
与现有技术相比,本发明的有益效果是:
1、本发明通过设置的凹槽、第一涂层、外持部、成型腔、圆角和第二涂层,实现了分别在凹槽和成型腔中涂覆方便脱模的涂层,涂层由有机氯硅烷、石墨、氧化锌、滑石粉、硅藻土粉、水玻璃、二甲基硅油、构成,由于硅聚合物的高分子骨架由硅—氧键构成,硅—氧键的键能高,硅材料的耐热性能优良,硅脱模剂的稳定工作温度超出几乎所有类型脱模剂,其次硅是低表面能材料,因而以硅聚合物制得的脱模剂制品脱模的剥离力最小,即应用硅脱模剂制品脱模最容易,不仅该脱模剂可以顺利将锭模进行脱模,加硅能增加流动性,此作用主要是用于重力铸造,如低压下灌装,不仅如此硅聚合物脱模剂还可以减少“液-固”相转变的体积收缩,可以实现在相变的体积几乎没有变化。
2、本发明通过设置的底座、安装架、锁紧螺杆、锁紧螺母、第二连接块、夹持块、盖板组件、锭模组件、震动组件,实现了在需要铸造锭模的时候,通过底部敲击的力使得熔融状态的物料相互之间挤压,从而排出气泡,避免气泡存在,且用于敲击的偏心轮设置的倾斜角度不同,所以产生的振动力不是同一时间的而是持续的,均匀、长时间的进行震动更加有利于排出微小气泡。
附图说明
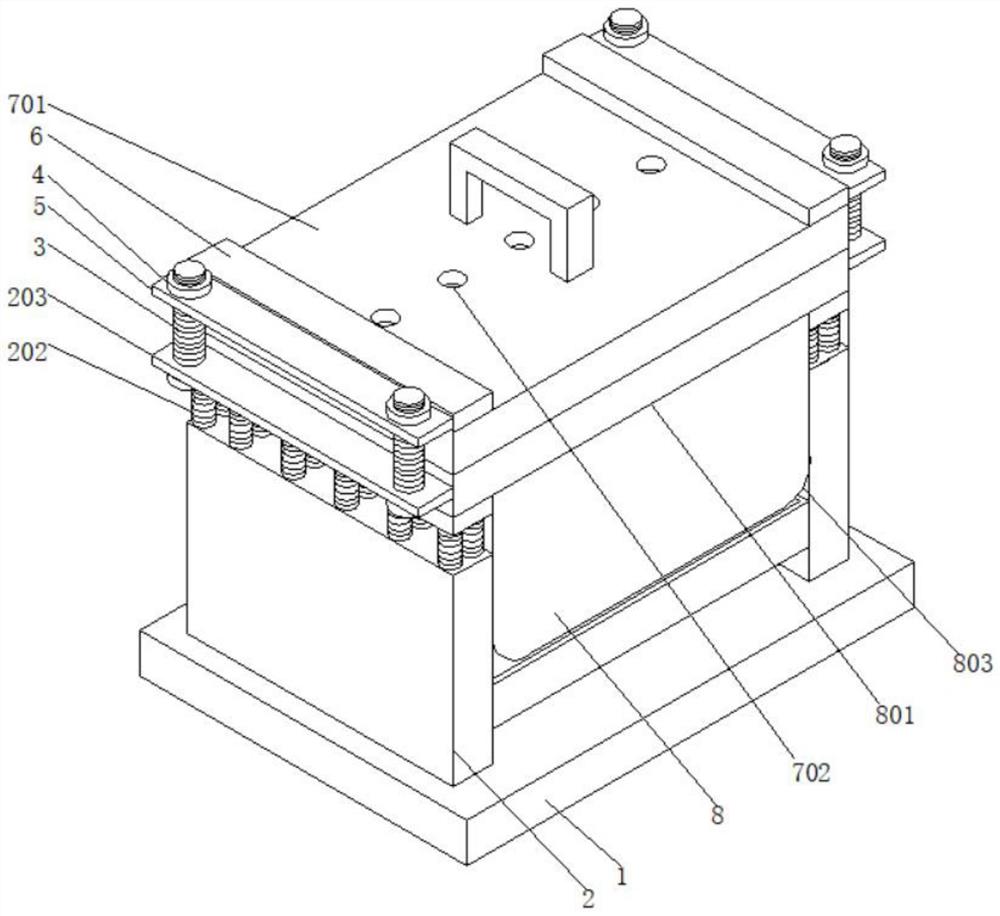
图1为本发明的结构示意图;
图2为本发明的剖视图;
图3为本发明的锭模组件结构示意图;
图4为本发明的震动组件结构示意图;
图5为本发明的锭模底端结构示意图;
图6为本发明的工艺流程图。
图中:1、底座;2、安装架;201、立柱;202、弹簧;203、固定块;204、第一连接块;3、锁紧螺杆;4、锁紧螺母;5、第二连接块;6、夹持块;7、盖板组件;701、盖板主体;702、气孔;703、凹槽;704、第一涂层;8、锭模组件;801、外持部;802、成型腔;803、圆角;804、第二涂层;805、敲击部;9、震动组件;901、电机;902、主动轮;903、从动轮;904、皮带;905、转动轴;906、偏心轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
下面根据本发明的整体结构,对其实施例进行说明。
实施例1
工业硅成型模具及其制备工艺,包括底座1,底座1的顶端安装有安装架2,且安装架2包括有立柱201、弹簧202、固定块203、第一连接块204,且第一连接块204的内部连接有锁紧螺杆3,锁紧螺杆3上方的外侧可拆卸连接有锁紧螺母4,锁紧螺母4的下方设置有第二连接块5,且第二连接块5的一侧固定连接有夹持块6,夹持块6的下方设置有盖板组件7,且盖板组件7包括有盖板主体701、气孔702、凹槽703和第一涂层704,盖板主体701的下方位于固定块203的上方连接有锭模组件8,且锭模组件8包括有外持部801、成型腔802、圆角803、第二涂层804和敲击部805,敲击部805的下方位于底座1的顶端安装有震动组件9,且震动组件9包括有电机901、主动轮902、从动轮903、皮带904、转动轴905和偏心轮906。
首先在使用的时候可以启动电机901,使得电机901带动主动轮902进行转动,主动轮902通过皮带904带动从动轮903进行转动,从而带动皮带904和从动轮903中间的转动轴905进行转动,转动轴905带动偏心轮906进行转动,使得多组偏心轮906一起进行转动,偏心轮906和外持部801下方的敲击部805一一对应,转动的时候会敲击对应的敲击部805,从而使得外持部801整体产生震动,在弹簧202的配合下震动扩大,将浇筑的熔融物料中的气泡进行排出,且用于敲击的偏心轮906设置的倾斜角度不同,所以产生的振动力不是同一时间的而是持续的,均匀、长时间的进行震动更加有利于排出微小气泡。
其中第二涂层804和第一涂层704包括以下制备步骤:
步骤一中的第二涂层804和第一涂层704包括以下质量份:有机氯硅烷20%;石墨20%;氧化锌10%;滑石粉10%;硅藻土粉10%;水玻璃5%;二甲基硅油20%;水5%,包括以下制备方法:
S1:先将10%的有机氯硅烷投入反应釜中加热,然后再将20%的石墨、10%的氧化锌、10%的滑石粉、10%的硅藻土粉、5%的水玻璃和水5%的水投入至同一反应釜中进行加热,期间伴随搅拌;
S2:加热3小时后,继续向混合物料中加入剩下的10%有机氯硅烷和20%二甲基硅油,继续搅拌加热,并将反应釜内气压升至3-3.5倍大气压;
S3:一段时间后泄压降温,使得反应釜中物料在一段时间被降温至室温,期间一直伴随搅拌;
S4:然后将反应釜中的物料取出,静止一段时间后向第二涂层804和第一涂层704中涂覆。
本实施例中采用了较少的有机氯硅烷和较多的二甲基硅油,该实施例中的脱模效果好,流动性较好,但是“液-固”相转变的体积收缩率控制成果一般。
实施例2
工业硅成型模具及其制备工艺,包括底座1,底座1的顶端安装有安装架2,且安装架2包括有立柱201、弹簧202、固定块203、第一连接块204,且第一连接块204的内部连接有锁紧螺杆3,锁紧螺杆3上方的外侧可拆卸连接有锁紧螺母4,锁紧螺母4的下方设置有第二连接块5,且第二连接块5的一侧固定连接有夹持块6,夹持块6的下方设置有盖板组件7,且盖板组件7包括有盖板主体701、气孔702、凹槽703和第一涂层704,盖板主体701的下方位于固定块203的上方连接有锭模组件8,且锭模组件8包括有外持部801、成型腔802、圆角803、第二涂层804和敲击部805,敲击部805的下方位于底座1的顶端安装有震动组件9,且震动组件9包括有电机901、主动轮902、从动轮903、皮带904、转动轴905和偏心轮906。
首先在使用的时候可以启动电机901,使得电机901带动主动轮902进行转动,主动轮902通过皮带904带动从动轮903进行转动,从而带动皮带904和从动轮903中间的转动轴905进行转动,转动轴905带动偏心轮906进行转动,使得多组偏心轮906一起进行转动,偏心轮906和外持部801下方的敲击部805一一对应,转动的时候会敲击对应的敲击部805,从而使得外持部801整体产生震动,在弹簧202的配合下震动扩大,将浇筑的熔融物料中的气泡进行排出,且用于敲击的偏心轮906设置的倾斜角度不同,所以产生的振动力不是同一时间的而是持续的,均匀、长时间的进行震动更加有利于排出微小气泡。
其中第二涂层804和第一涂层704包括以下制备步骤:
步骤一中的第二涂层804和第一涂层704包括以下质量份:有机氯硅烷30%;石墨20%;氧化锌10%;滑石粉10%;硅藻土粉10%;水玻璃5%;二甲基硅油10%;水5%,包括以下制备方法:
S1:先将15%的有机氯硅烷投入反应釜中加热,然后再将20%的石墨、10%的氧化锌、10%的滑石粉、10%的硅藻土粉、5%的水玻璃和水5%的水投入至同一反应釜中进行加热,期间伴随搅拌;
S2:加热3.5小时后,继续向混合物料中加入剩下的15%有机氯硅烷和10%二甲基硅油,继续搅拌加热,并将反应釜内气压升至3-3.5倍大气压;
S3:一段时间后泄压降温,使得反应釜中物料在一段时间被降温至室温,期间一直伴随搅拌;
S4:然后将反应釜中的物料取出,静止一段时间后向第二涂层804和第一涂层704中涂覆。
本实施例中采用了较多的有机氯硅烷和较少的二甲基硅油,该实施例中的脱模效果好,“液-固”相转变的体积收缩率控制成果较好,但是流动性一般。
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明的简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种蜂窝活性炭制备成型模具及成型工艺
- 一种蜂窝活性炭制备成型模具及成型工艺