一种扁平电磁线生产用收线工艺及装置
文献发布时间:2023-06-19 18:53:06
技术领域
本发明涉及一种漆包线收线机构,特别是一种扁平电磁线生产用收线工艺及装置。
背景技术
扁平电磁线的生产过程主要包括圆模具过线、扁模具过线、在线短路直流退火、去离子水超声热清洗、涂漆、烘焙、涂抹润滑油和主动收线等步骤。漆包扁线的收线一般是采用普通的铜圆漆包线收线机来进行操作,当更换线筒时,需要人工进行更换,并通过人工固定线头端,即整个收线过程需要人工与收线机相配合来实现,收线效率较低,人工成本较高。与此同时,现有铜圆漆包线收线机线筒上的线头固定方式并不适用与扁平漆包线,线头固定较为麻烦,而且采用现有的铜圆漆包线收线机线筒上的线头固定方式,易对一部分扁平电磁线的质量造成影响。因此,现有的技术存在着收线效率较低以及线头固定较为麻烦。
发明内容
本发明的目的在于,提供一种扁平电磁线生产用收线工艺及装置。本发明具有能够有效提高收线效率以及方便线头固定的特点。
本发明的技术方案:一种扁平电磁线生产用收线工艺,通过线筒上料机构和旋转式线筒输送机构之间的配合,将线筒移动至升降式卷绕驱动机构的下方;通过升降式卷绕驱动机构将线筒固定并驱动线筒旋转,利用漆包导线机构导引扁平电磁线在线筒上的收线位置,两者配合,完成扁平电磁线的收线,最后经剪送线机构剪断扁平电磁线,完成在线筒上的收线;在旋转式线筒输送机构的旋转作用下,将完成收线的线筒从成品推料机构处出料;
与此同时,扁平电磁线的线头经剪送线机构送至升降式卷绕驱动机构下方的线筒上的线槽,并经升降式卷绕驱动机构的下降进行固定。
一种扁平电磁线生产用收线装置,包括机架,机架一端的上方设有漆包线导线机构,机架另一端的上部设有升降式卷绕驱动机构,升降式卷绕驱动机构下方设有旋转式线筒输送机构,旋转式线筒输送机构的下方设有成品推料机构,旋转式线筒输送机构另一侧的中部设有线筒上料机构;所述升降式卷绕驱动机构与漆包线导线机构之间还设有剪送线机构;旋转式线筒输送机构上设有线筒。
前述的一种扁平电磁线生产用收线装置中,所述漆包线导线机构包括竖向分布的丝杠组件,丝杠组件上设有升降随动滑块,升降随动滑块前端设有导线环。
前述的一种扁平电磁线生产用收线装置中,所述升降式卷绕驱动机构包括顶部基座,顶部基座下方设有升降液压杆,升降液压杆下方设有升降底座,升降底座下方设有驱动电机,驱动电机输出轴设有旋转套筒。
前述的一种扁平电磁线生产用收线装置中,所述旋转套筒包括套筒本体,套筒本体底部设有四个环形均匀分布的夹紧凹槽。
前述的一种扁平电磁线生产用收线装置中,所述旋转式线筒输送机构包括支撑架,支撑架中部设有旋转轴,旋转轴上设有四个呈环形均匀分布的支撑杆;所述旋转轴连接有旋转电机;所述支撑杆底部设有上底座和下底座,下底座上设有升降气缸,升降气缸上方设有升降底座,升降底座上设有四个均匀分布的伸缩式卡块;所述上底座上设有与伸缩式卡块相配合的开口。
前述的一种扁平电磁线生产用收线装置中,所述线筒包括筒体,筒体上下两端设有环盘,筒体上下两端的内壁面上均设有4个环形分布的线槽,线槽内侧设有夹线片;环盘表面设有与线槽位置相对应的限位槽。
前述的一种扁平电磁线生产用收线装置中,所述线筒上料机构包括竖向布置的线筒料仓,线筒料仓底部设有出料口,出料口侧面设有推送气缸和推送板;所述线筒料仓左右两内壁面上设有与限位槽相对应的限位凸块。
前述的一种扁平电磁线生产用收线装置中,所述剪送线机构包括前后移动气缸,前后移动气缸输出端设有移动式安装座,移动式安装座中部设有剪线钳,移动式安装座入线端设有第一横向丝杠组件,横向丝杠组件的前端设有滑动底座,滑动底座上设有送线夹具;所述移动式安装座的出线端设有第二横向丝杠组件,第二横向丝杠组件上设有插线滑座,插线滑座上设有插线夹具。
前述的一种扁平电磁线生产用收线装置中,所述成品推料机构包括底架,底架上部设有落料孔,落料孔进料一侧设有弧形防脱板,落料孔下方的侧面设有气缸和出料板。
与现有技术相比,本发明由机架、漆包线导线机构、升降式卷绕驱动机构、旋转式线筒输送机构、成品推料机构、线筒上料机构以及剪送线机构组成,实现扁平电磁线的自动收线和出料操作,也能够实现自动更换线筒,取代人工操作,从而可以有效提高收线效率,降低人工成本。具体的,本发明通过对线筒的结构进行合理优化改进,在旋转套筒底部设置夹紧凹槽,与夹线片相配合,一方面能够实现定位和驱动旋转,另一方面夹紧凹槽与夹线片过盈配合,实现夹线,从而可以极大的方便线头的固定和夹紧,也有利于减少线头固定方式对部分扁平电磁线质量的影响。同时,通过在环盘上设置限位槽,在线筒料仓内壁面设置限位凸块,并在旋转式线筒输送机构的支撑杆底部设置可以伸缩的伸缩式卡块,从而可以保证线筒的精准定位和上料。综上所述,本发明具有能够有效提高收线效率以及方便线头固定的特点。
附图说明
图1是本发明的结构示意图;
图2是旋转式线筒输送机构的结构视图;
图3是旋转套筒的结构视图;
图4是线筒的剖视图;
图5是线筒的俯视图;
图6是剪送线机构的俯视图。
附图中的标记为:1-机架,2-漆包线导线机构,3-升降式卷绕驱动机构,4-旋转式线筒输送机构,5-成品推料机构,6-线筒上料机构,7-剪送线机构,8-线筒,201-丝杠组件,202-升降随动滑块,203-导线环,301-顶部基座,302-升降液压杆,303-升降底座,304-驱动电机,305-旋转套筒,351-套筒本体,352-夹紧凹槽,401-支撑架,402-旋转轴,403-支撑杆,404-伸缩式卡块,405-上底座,406-下底座,407-升降气缸,408-升降底座,801-筒体,802-环盘,803-线槽,804-夹线片,805-限位槽,601-线筒料仓,602-出料口,603-推送气缸,604-推送板,701-前后移动气缸,702-移动式安装座,703-剪线钳,704-第一横向丝杠组件,705-滑动底座,706-送线夹具,707-第二横向丝杠组件,708-插线滑座,709-插线夹具,501-底架,502-落料孔,503-弧形防脱板,504-气缸,505-出料板。
具体实施方式
下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
实施例。一种扁平电磁线生产用收线工艺,通过线筒上料机构和旋转式线筒输送机构之间的配合,将线筒移动至升降式卷绕驱动机构的下方;通过升降式卷绕驱动机构将线筒固定并驱动线筒旋转,利用漆包导线机构导引扁平电磁线在线筒上的收线位置,两者配合,完成扁平电磁线的收线,最后经剪送线机构剪断扁平电磁线,完成在线筒上的收线;在旋转式线筒输送机构的旋转作用下,将完成收线的线筒从成品推料机构处出料;
与此同时,扁平电磁线的线头经剪送线机构送至升降式卷绕驱动机构下方的线筒上的线槽,并经升降式卷绕驱动机构的下降进行固定。
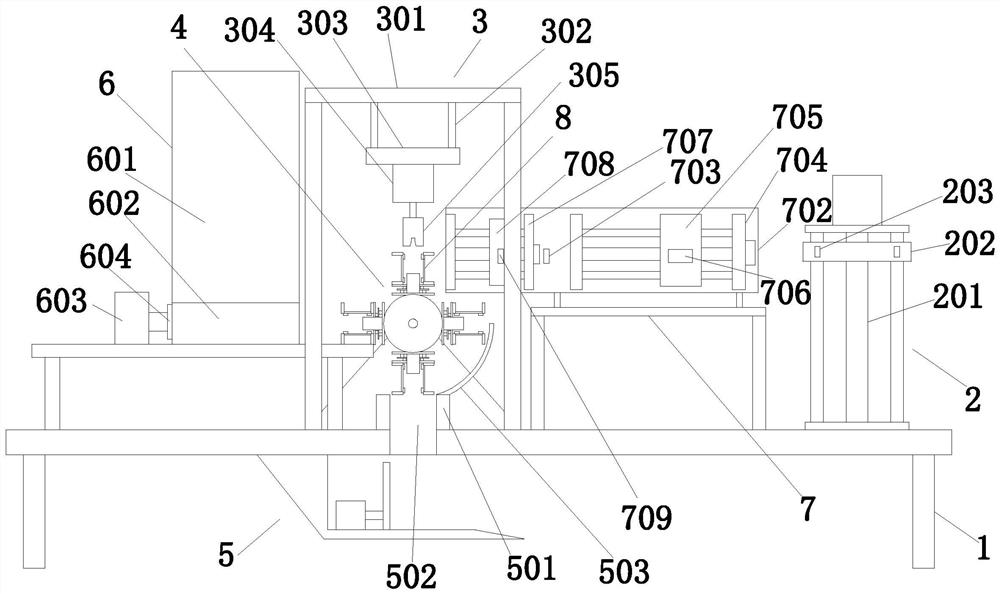
一种扁平电磁线生产用收线装置,构成如图1-6所示,包括机架1,机架1一端的上方设有漆包线导线机构2,机架1另一端的上部设有升降式卷绕驱动机构3,升降式卷绕驱动机构3下方设有旋转式线筒输送机构4,旋转式线筒输送机构4的下方设有成品推料机构5,旋转式线筒输送机构4另一侧的中部设有线筒上料机构6;所述升降式卷绕驱动机构3与漆包线导线机构2之间还设有剪送线机构7;旋转式线筒输送机构4上设有线筒8。
所述漆包线导线机构2包括竖向分布的丝杠组件201,丝杠组件201上设有升降随动滑块202,升降随动滑块202前端设有导线环203。
所述升降式卷绕驱动机构3包括顶部基座301,顶部基座301下方设有升降液压杆302,升降液压杆302下方设有升降底座303,升降底座303下方设有驱动电机304,驱动电机304输出轴设有旋转套筒305。
所述旋转套筒305包括套筒本体351,套筒本体351底部设有四个环形均匀分布的夹紧凹槽352。
所述旋转式线筒输送机构4包括支撑架401,支撑架401中部设有旋转轴402,旋转轴402上设有四个呈环形均匀分布的支撑杆403;所述旋转轴402连接有旋转电机;所述支撑杆403底部设有上底座405和下底座406,下底座406上设有升降气缸407,升降气缸407上方设有升降底座408,升降底座408上设有四个均匀分布的伸缩式卡块404;所述上底座405上设有与伸缩式卡块404相配合的开口。
所述线筒8包括筒体801,筒体801上下两端设有环盘802,筒体801上下两端的内壁面上均设有4个环形分布的线槽803,线槽803内侧设有夹线片804;环盘802表面设有与线槽803位置相对应的限位槽805。
所述线筒上料机构6包括竖向布置的线筒料仓601,线筒料仓601底部设有出料口602,出料口602侧面设有推送气缸603和推送板604;所述线筒料仓601左右两内壁面上设有与限位槽805相对应的限位凸块。
所述剪送线机构7包括前后移动气缸701,前后移动气缸701输出端设有移动式安装座702,移动式安装座702中部设有剪线钳703,移动式安装座702入线端设有第一横向丝杠组件704,横向丝杠组件704的前端设有滑动底座705,滑动底座705上设有送线夹具706;所述移动式安装座702的出线端设有第二横向丝杠组件707,第二横向丝杠组件707上设有插线滑座708,插线滑座708上设有插线夹具709。
所述成品推料机构5包括底架501,底架501上部设有落料孔502,落料孔502进料一侧设有弧形防脱板503,落料孔502下方的侧面设有气缸504和出料板505。
所述夹线片包括两片分布与线槽两侧的夹片。
旋转轴上设有皮带轮,旋转电机输出端也设有皮带轮,两个皮带轮之间设有传动皮带。
本发明的工作过程:线筒被横向放置在线筒料仓内,线筒料仓底部设有闸门,闸门打开,线筒在重力作用下掉落至出料口,在推送气缸的作用下,将线筒推送至旋转式线筒输送机构的支撑架上,线筒内端的夹线片与伸缩式卡块相卡合,实现线筒的固定和定位;随后旋转式线筒输送机构在旋转电机的作用下发生旋转,上料完成的线筒旋转至升降式卷绕驱动机构的下方,漆包线经漆包线导线机构、剪送线机构的作用下将漆包线的端头插入相对应的线槽和夹线片内,升降液压缸下降,带动旋转套筒下降,旋转套筒底部的夹紧凹槽作用于夹线片,实现对线头的固定夹紧;然后,升降气缸下降收缩,使得伸缩式卡块下降,与线筒底部的夹紧片相分离,便于后续线筒的旋转。然后,线筒在驱动电机的作用下发生旋转,并与漆包线进线机构之间相互配合,实现绕线。绕线完成后,通过剪送线机构上的剪线钳剪断漆包线,旋转式线筒输送机构旋转,将收线完成的线筒旋转至下端,线筒在重力作用下掉落至落料孔,经气缸和出料板的推送,完成出料。
弧形防脱板的作用是放置完成绕制的线筒在旋转过程中发生脱落现象。
剪送线机构的工作过程:当需要剪线时,前后移动气缸工作,带动移动式安装座向前移动,使得剪线钳与漆包线接触,并控制剪线钳完成对漆包线的剪断作业,完成后剪线钳随即与漆包线相分离;当新的线筒移动至升降式卷绕驱动机构的下方后,送线夹具夹紧漆包线,第一横向丝杠组件带动送线夹具往线筒方向移动,将线头插入插线夹具内,插线夹具夹紧扁平电磁线,并将线头露出一段距离,随后第二横向丝杠组件移动,带动插线夹具移动,将线头插入线槽和夹线片中。
漆包线进线机构的工作过程:漆包线穿过导线环,在丝杠组件的作用下,带动漆包线上下移动,便于漆包线在线筒上的上下绕制收线。