双覆膜锯边铝板的生产方法及中厚板覆膜、夹纸设备
文献发布时间:2023-06-19 09:24:30
技术领域
本发明属于铝板加工技术领域,具体涉及一种双覆膜锯边铝板的生产方法及中厚板覆膜、夹纸设备。
背景技术
铝板覆膜,是指在铝板的表面覆上一层塑料薄膜,主要目的是为了防止铝板的表面出现划伤,是防止铝板在运输、安装过程中损坏的一种保护措施。随着铝板覆膜应用越来越普及、适用范围越来越广,客户的需求也越来越高及多样化。
正常的铝板分为切边铝板和锯边铝板,切边铝板和锯边铝板的边部质量不一样,锯切的边部光滑,边部质量更好,剪切的边部不光滑。
现有的双覆膜锯边铝板的生产工艺为:开卷—校直—清洗—校直—吹扫—剪切—传送—垛板—锯边—翻垛覆膜—包装,存在为主要问题有:
(1)传送环节,因板片上下无膜或纸进行防护,容易板片与传送带发生摩擦,造成板带划伤;
(2)垛板环节,板片下落过程,因板片上下无膜或纸进行防护,板片容易与板片碰撞、滑动,造成板带划伤;
(3)锯切环节,因板片上下无膜或纸进行防护,板片容易发生滑动,表面会出现擦划伤缺陷,锯切过程还会使用少量的切削液,因板片上下无膜或纸进行防护,容易发生板片边部少量油残留问题;
(4)翻垛覆膜环节,因板片上下无膜或纸进行防护,容易产生表面擦划伤缺陷,板片进行覆膜存在上下贴膜不牢固,尤其是下面膜容易脱落,膜还容易发生偏移问题,覆膜完成后,需对膜长度方向进行裁剪,容易造成膜长短不一和不分脱落问题。
本申请人考虑将双覆膜工艺放置在剪切工艺之前,但在双面覆膜锯切铝板时,因直接进行板片双覆膜锯边,板片在锯切过程会产生发热问题,上下覆膜因受锯切发热,会发生上下膜黏连脱落问题,无法正常发货,需人工二次覆膜,造成人工浪费。
发明内容
本发明的目的是针对上述存在的问题和不足,提供一种双覆膜锯边铝板的生产方法及中厚板覆膜、夹纸设备,由于在剪切前进行覆膜工作,解决了铝板在传送环节、垛板环节和锯切环节的板带划伤问题,铝板在锯切环节的少量油残留问题,铝板在翻垛覆膜环节的膜脱落、偏移、长短不一和不分脱的问题,通过在覆膜后的带料上面进行夹纸工作将上、下膜隔离开来,解决了双覆膜料锯切过程因直接进行板片双覆膜锯边,上下膜因受锯切发热发生上下膜黏连脱落问题,避免了锯切后膜脱落需进行二次人工覆膜的问题。
为实现上述发明的目的,本发明的技术方案是:
一种双覆膜锯边铝板的生产方法,包括如下步骤:
a、开卷,先将成卷的来料用开卷机开卷;
b、对铝板带料进行矫正处理;
c、覆膜、夹纸,在处理后的带料上下表面进行覆膜,同时在覆膜后的带料上面进行夹纸工作;
d、定尺剪切,根据产品规格,用横剪机将连续的带料横剪成板片;
e、垛板,通过传送带将切好的板片垛好;
f、锯板,根据最终成品规格,用精密锯将垛好的板片进行长度、宽度锯切;
j、包装,将板片进行成品包装。
进一步地,在上述的一种双覆膜锯边铝板的生产方法中,所述步骤b中对铝板带料进行矫正处理包括预矫直铝板、清洗、矫直铝板和吹扫四个过程,预矫直铝板过程是用矫直机对铝板带料进行初步矫直;清洗过程是对矫直后的带料进行清洗;矫直铝板过程是用矫直机对带料进行精矫直;吹扫过程是对矫直后的带料进行吹扫,以去除表面残留清理油。
进一步地,在上述的一种双覆膜锯边铝板的生产方法中,所述步骤f和步骤j之间还包括翻垛抽纸过程,所述翻垛抽纸过程是将锯好的整垛板片一张一张抬到包装架子上面,抬板过程将中间夹的纸抽掉。
进一步地,在上述的一种双覆膜锯边铝板的生产方法中,所述包装过程是将翻垛抽纸过程中抬好的板片进行成品包装。
一种中厚板覆膜、夹纸设备,其用于实施前面任一条所述的双覆膜锯边铝板的生产方法的步骤c,包括夹送辊支架、纸卷、上保护膜卷、下保护膜卷,所述夹送辊支架上设有相互配合的上夹送辊和下夹送辊,所述纸卷、上保护膜卷位于夹送辊支架的左上方,所述下夹送辊位于夹送辊支架的左下方,所述纸卷上的纸、上保护膜卷上的上保护膜、板料和下保护膜卷上的下保护膜共同进入到上夹送辊和下夹送辊之间被夹送着向右移动,其中纸卷上的纸、上保护膜卷上的上保护膜、板料和下保护膜卷上的下保护膜从上到下依次排列。
进一步地,在上述的一种中厚板覆膜、夹纸设备中,所述夹送辊支架设置在矫直机和横剪机之间。
进一步地,在上述的一种中厚板覆膜、夹纸设备中,所述纸卷设置在矫直机右端的纸卷安装架上,所述上保护膜卷通过安装架连接在夹送辊支架的左端上部,下保护膜卷通过安装架连接在夹送辊支架的左端下部,所述纸卷上的纸从上部绕过所述上保护膜卷后进入上夹送辊和下夹送辊之间。
进一步地,在上述的一种中厚板覆膜、夹纸设备中,所述上保护膜卷的下部在所述夹送辊支架的左端还连接有上覆膜导辊,所述上保护膜卷上的上保护膜从下端绕过所述上覆膜导辊后进入上夹送辊和下夹送辊之间;所述下保护膜卷的上部在所述夹送辊支架的左端还连接有下覆膜导辊,所述下保护膜卷上的下保护膜从上端绕过所述下覆膜导辊后进入上夹送辊和下夹送辊之间。
本发明的一种双覆膜锯边铝板的生产方法及中厚板覆膜、夹纸设备的有益效果:
1、本发明的双覆膜锯边铝板的生产方法,由于在剪切前进行覆膜工作,对剪切后的板片表面进行了保护,避免了板片在传送过程与传送带发生摩擦,造成板带划伤;同时解决了垛板环节,板片下落过程,因板片上下无膜或纸进行防护,板片与板片可能碰撞、滑动,造成的板带划伤问题;同时避免了锯切环节因板片上下无膜或纸进行防护,可能发生板片滑动,造成表面擦划伤的缺陷;同时解决了锯切环节因板片上下无膜或纸进行防护,容易发生板片边部少量油残留问题;同时避免了板片翻垛覆膜环节因板片上下无膜或纸进行防护,容易产生表面擦划伤缺陷;同时避免了因板片一张一张进行覆膜存在上下贴膜不牢固,尤其是下面膜容易脱落的问题,以及膜容易发生偏移问题,以及覆膜完成后,需对膜长度方向进行裁剪,容易造成膜长短不一和不分脱落问题;通过在覆膜后的带料上面进行夹纸工作将上、下膜隔离开来,解决了双覆膜料锯切过程因直接进行板片双覆膜锯边,板片在锯切过程会产生发热问题,上下膜因受锯切发热发生上下膜黏连脱落问题,避免了锯切后膜脱落需进行二次人工覆膜的问题。
2、本发明的中厚板覆膜、夹纸设备结构简单,设计合理可靠,制造成本低,在原上下覆膜的基础上,再增加一套在线夹纸装置,实现上下覆膜板中间再夹一张纸,将上、下膜隔离开来,锯切过程不再发生黏连,解决了因直接进行板片双覆膜锯边,板片在锯切过程会产生发热问题,上下膜因受锯切发热发生上下膜黏连脱落问题,减少了人工,增加了经济效益。
附图说明
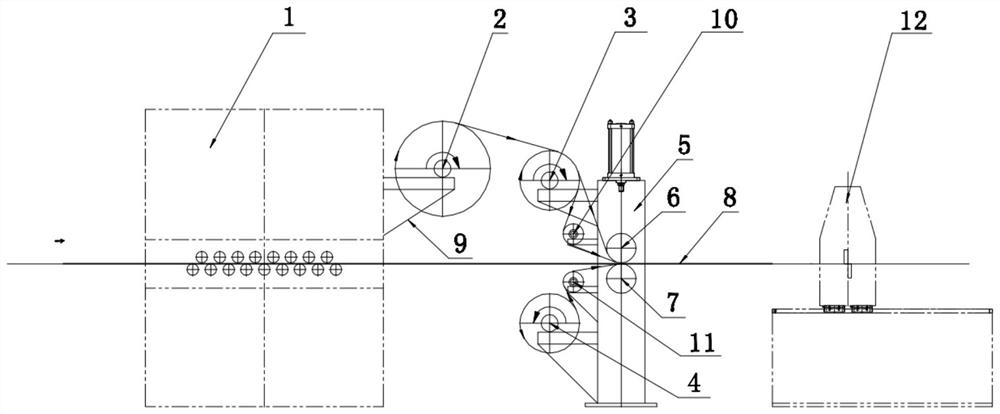
图1是根据本发明实施例的一种中厚板覆膜、夹纸设备的结构示意图。
示意图图中:1是矫直机,2是纸卷,3是上保护膜卷,4是下保护膜卷,5是夹送辊支架,6是上夹送辊,7是下夹送辊,8是板料,9是纸卷安装架,10是上覆膜导辊,11是下覆膜导辊,12是横剪机。
具体实施方式
下面结合附图并通过具体的实施方式对本发明的一种双覆膜锯边铝板的生产方法及中厚板覆膜、夹纸设备做更加详细的描述。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、 “外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
本实施例公开了一种双覆膜锯边铝板的生产方法,包括如下步骤:
a、开卷,先将成卷的来料用开卷机开卷,通过压辊、送料导板建立张力;
b、对铝板带料进行矫正处理,以使其平整度符合要求;
c、覆膜、夹纸,在处理后的带料上下表面进行覆膜,同时在覆膜后的带料上面进行夹纸工作;
d、定尺剪切,根据产品规格,用横剪机将连续的带料横剪成板片;
e、垛板,通过传送带将切好的板片垛好,由于在剪切前进行覆膜工作,剪切后的板片表面进行了保护,避免了板片在传送过程与传送带发生摩擦,造成板带划伤,同时解决了垛板环节,板片下落过程,因板片上下无膜或纸进行防护,板片与板片可能碰撞、滑动,造成的板带划伤问题;
f、锯板,根据最终成品规格,用精密锯将垛好的板片进行长度、宽度锯切,由于在剪切前进行覆膜工作,剪切后的板片表面进行了保护,避免了锯切环节因板片上下无膜或纸进行防护,可能发生板片滑动,造成表面擦划伤的缺陷,锯切过程会使用少量的切削液,本实施例中剪切后的板片表面进行了保护,解决了原生产过程锯切环节因板片上下无膜或纸进行防护,容易发生板片边部少量油残留问题,另外本生产方法中的锯板环节,通过在覆膜后的带料上面进行夹纸工作将上、下膜隔离开来,解决了双覆膜料锯切过程因直接进行板片双覆膜锯边,板片在锯切过程会产生发热问题,上下膜因受锯切发热发生上下膜黏连脱落问题,避免了锯切后膜脱落需进行二次人工覆膜的问题。
j、包装,将板片进行成品包装。
本实施例中,具体地,步骤b中对铝板带料进行矫正处理包括预矫直铝板、清洗、矫直铝板和吹扫四个过程,预矫直铝板过程是用矫直机对铝板带料进行初步矫直;清洗过程是对矫直后的带料进行清洗,以去除油污等杂质;矫直铝板过程是用矫直机对带料进行精矫直;吹扫过程是对矫直后的带料进行吹扫,以去除表面残留清理油。
本实施例中,优选地,步骤f和步骤j之间还包括翻垛抽纸过程,翻垛抽纸过程是将锯好的整垛板片一张一张抬到包装架子上面,抬板过程将中间夹的纸抽掉,以使最后的成品中没有中间的夹纸,翻垛抽纸的过程中可以将一定数量的板片放置一处堆放,然后包装过程是将翻垛抽纸过程中抬好的一定数量的板片进行成品包装。在剪切前进行覆膜工作,避免了板片翻垛覆膜环节因板片上下无膜或纸进行防护,容易产生表面擦划伤缺陷,同时避免了因板片一张一张进行覆膜存在上下贴膜不牢固,尤其是下面膜容易脱落的问题,以及膜容易发生偏移问题,以及覆膜完成后,需对膜长度方向进行裁剪,容易造成膜长短不一和不分脱落问题。
参见图1,本实施例还公开了一种中厚板覆膜、夹纸设备,其用于实施前面描述的双覆膜锯边铝板的生产方法的步骤c,包括夹送辊支架、纸卷、上保护膜卷、下保护膜卷,夹送辊支架上设有相互配合的上夹送辊和下夹送辊,纸卷、上保护膜卷位于夹送辊支架的左上方,下夹送辊位于夹送辊支架的左下方,纸卷上的纸、上保护膜卷上的上保护膜、板料和下保护膜卷上的下保护膜共同进入到上夹送辊和下夹送辊之间被夹送着向右移动,其中纸卷上的纸、上保护膜卷上的上保护膜、板料和下保护膜卷上的下保护膜从上到下依次排列。本实施例中的中厚板覆膜、夹纸设备结构简单,设计合理可靠,制造成本低,在原上下覆膜的基础上,再增加一套在线夹纸装置,即在增加纸卷,并使纸卷的纸与上保护膜、板料和下保护膜共同进入上夹送辊和下夹送辊中,当经过剪板机后的传送带堆垛后,相当于实现上下覆膜板中间再夹一张纸,将上、下膜隔离开来,锯切过程不再发生黏连,解决了因直接进行板片双覆膜锯边,板片在锯切过程会产生发热问题,上下膜因受锯切发热发生上下膜黏连脱落问题,减少了人工,增加了经济效益。
本实施例中,优选地,夹送辊支架设置在矫直机和横剪机之间,可以直接与双覆膜锯边铝板的上下工序中的设备对接。
本实施例中,优选地,纸卷设置在矫直机右端的纸卷安装架上,安装方便,不用另外设置支架,不占空间,上保护膜卷通过安装架连接在夹送辊支架的左端上部,下保护膜卷通过安装架连接在夹送辊支架的左端下部,纸卷上的纸从上部绕过上保护膜卷后进入上夹送辊和下夹送辊之间,不用再单独设置导向纸的导向辊,节约成本。
本实施例中,优选地,上保护膜卷的下部在夹送辊支架的左端还连接有上覆膜导辊,上保护膜卷上的上保护膜从下端绕过上覆膜导辊后进入上夹送辊和下夹送辊之间;下保护膜卷的上部在夹送辊支架的左端还连接有下覆膜导辊,下保护膜卷上的下保护膜从上端绕过下覆膜导辊后进入上夹送辊和下夹送辊之间,设置上覆膜导辊和下覆膜导辊能够使上保护膜和下保护膜以合适角度和合适位置进入上、下夹送辊。
除非另作定义,此处使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本申请说明书以及权利要求书中如使用“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,如使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。
上文中参照优选的实施例详细描述了本发明的示范性实施方式,然而本领域技术人员可理解的是,在不背离本发明理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本发明提出的各技术特征、结构进行多种组合,而不超出本发明的保护范围。