饺子机
文献发布时间:2023-06-19 09:27:35
技术领域
本发明饺子机,属于食品制造领域。
背景技术
饺子是中国人民最喜爱的食品之一。采用机械设备流水线生产饺子是目前的行业主流。饺子的机械化生产基本可拆分为:制皮、制馅以及饺子成型等步骤。
制皮是生产饺子的基础。一般而言,制皮是通过多级压面辊多次压擀成型。在初始压面时,需要工人手工将面团逐个引入多个压面辊内,便于面团逐个经过多个压面辊,最后形成合格饺子皮。
大部分压面辊两端均安装有支架,多个压面辊填充至两个支架之间的空间。一方面导致工人操作时不易伸手入内进行操作,另一方面遮挡视线存在较大安全隐患。
目前饺子成型主要有以下方式:
一、制作圆形饺子皮,将饺子皮放置于模具上,饺子皮上添加馅料后挤压成型,具有饺子外形美观、成品质量高的优点。但是存在模具内退料步骤、加工速度慢的缺点,不利于规模化生产。
二、制作条状面皮,面皮自上而下经过管状模具或者弧形辊子等结构后,在拉扯过程中形成管状面皮结构,内部填充馅料,再经过成型模具形成饺子。优点是制作速度快、产品效率高,但是存在饺子皮较厚、饺子外形较差以及破皮的问题,造成上述问题的主要原因在于:饺子皮在成型过程中需要外力拉扯前进,因此对饺子皮厚度要求较高,饺子成型后脱模下落至传送带导致外形较差甚至破损,饺子皮在竖直拉扯过程中产生裂缝,导致破皮。
发明内容
为解决上述技术问题,本发明提出一种方便工人操作、压面质量较高以及生产效率高、饺子外形稳定、皮薄馅多的饺子生产设备。
为实现上述技术目的,本发明提供的技术方案为:
饺子机,包括:制皮模块、成型模块和输送带;所述输送带水平设置,所述输送带上方固定有制皮模块和成型模块;
所述制皮模块包括:支架、第一辊组、第二辊组和第三辊组;所述支架固定于饺子机底座上,所述支架一侧为竖直面,所述第一辊组、第二辊组和第三辊组从下至上依次设置,且所述第一辊组位于输送带正上方,所述第一辊组一侧端面、第二辊组一侧端面和第三辊组一侧端面均与竖直面固定连接,所述第一辊组一侧端面相对的另一侧面、第二辊组一侧端面相对的另一侧面和第三辊组一侧端面相对的另一侧面均不与任何部件连接,所述第一辊组另一侧面、第二辊组另一侧面和第三辊组另一侧面均面向工作人员为操作位置;
所述成型模块包括:卷皮块和压合模具;所述卷皮块有两个,两个卷皮块对称固定于制皮模块出料口后的输送带正上方,两个卷皮块后方的输送带上设置有两个压合模具,所述压合模具形成绕其中心线旋转的趋势,且两个压合模具的转动方向相反;
所述卷皮块上设置有起皮刃面和卷皮槽;所述起皮刃面为螺旋面,所述起皮刃面前端为水平边,所述起皮刃面后端为竖直边,所述卷皮块上设置卷皮槽,所述卷皮槽为水平设置的通槽,且卷皮槽贯穿起皮刃面,两个卷皮块的起皮刃面对称设置,且两个卷皮槽相对设置使条状面皮经过后形成管状结构的趋势。
所述第一辊组、第二辊组和第三辊组内均设置有两个辊子,所述第一辊组的两个辊子中心轴连线与水平面的夹角为20°~30°,所述第二辊组的两个辊子中心轴连线与水平面的夹角为20°~30°,所述第三辊组的两个辊子中心轴连线与水平面的夹角为20°~30°,且所述第二辊组两个辊子中心轴连线与第三辊组两个辊子中心轴连线平行,所述第一辊组的两个辊子中心轴连线与第二辊组两个辊子中心轴连线之间的夹角为120°~140°。
所述第一辊组包括:第一后侧板、第一前侧板、固定压面辊、活动压面辊、调整螺杆和螺杆固定架;所述第一后侧板和第一前侧板为平行设置的板状结构,所述第一后侧板与支架竖直面固定连接,所述第一后侧板和第一前侧板之间设置有固定压面辊,所述固定压面辊绕其中轴转动,所述第一后侧板和第一前侧板上均设置有开口槽,所述活动压面辊的两端一一对应的设置于第一后侧板开口槽内和第一前侧板开口槽内,
所述活动压面辊的两端均设置有滑块,所述滑块在其对应的开口槽内形成往复滑行趋势,且固定压面辊与活动压面辊的中心线平行,两个滑块上均设置有螺纹孔,所述开口槽的槽口固定有螺杆固定架,所述调整螺杆贯穿螺杆固定架且两者之间通过轴承连接,所述调整螺杆末端一一对应的设置于螺纹孔内。
所述第二辊组包括固定架和第二面皮辊,所述第二面皮辊包括两个平行设置的第二辊子,所述第三辊组包括:固定架和第三面皮辊,所述第三面皮辊包括两个平行设置的第三辊子,且两个第三辊子之间的间距为6~9mm;
所述两个第二辊子的间距是两个第三辊子间距1/3~1/2倍,所述固定压面辊23与活动压面辊的间距是两个第二辊子间距1/3~1/2倍。
所述固定架包括:后侧板、前侧板和支撑板,所述后侧板和前侧板为平行设置的板状结构,所述后侧板与支架竖直面固定连接,所述后侧板和前侧板之间设置有第二面皮辊或者第三面皮辊,所述支撑板固定于后侧板和前侧板之间。
所述压合模具为竖直设置的圆柱结构,所述压合模具的曲面上设置有至少一个与饺子半侧外形相适应的凹槽,所述凹槽在压合模具的下端面和曲面上均设置为开口,所述压合模具的曲面上设置有凸起棱边,所述凸起棱边一端自压合模具下端起沿凹槽的槽边延伸,所述凸起棱边另一端至压合模具下端结束,两个压合模具并列设置,且两个压合模具上的凸起棱边相互抵触。
所述卷皮块和压合模具之间的输送带上方设置有成型辊,成型辊有两个,且两个成型辊对称设置,所述成型辊绕其中轴转动且两个成型辊转动方向相反,
所述成型辊包括压合柱和成型柱;所述压合柱为圆柱结构,两个所述压合柱之间的间距相适应,两个压合柱将管状结构的面皮上部开口压合,
所述压合柱下方同轴固定有成型柱,所述成型柱整体为竖直设置的圆柱,且所述圆柱曲面上水平切削环形槽,所述环形槽的竖直截面与其弧形槽面相交形成的弧线与卷皮槽竖直截面形成的弧线一致。
所述卷皮块后端面上固定有辅助块,两个辅助块对称设置,两个辅助块相对一侧为竖直平面,两个竖直平面之间存在间隙,
所述辅助块的竖直平面上设置有辅助卷皮槽,所述辅助卷皮槽为水平设置的通槽,所述辅助卷皮槽一端与卷皮槽端头平滑过渡连接,
所述辅助块后端设置有与压合柱相适应的弧形槽,所述压合柱设置于弧形槽内,两个压合柱曲面之间的最小距离小于上述间隙的间距,所述辅助块引导管状面皮上部开口进入两个压合柱之间形成管状面皮上部开口压合趋势。
两个所述压合柱曲面之间的最小距离为0.8~1.6mm。
所述饺子机成型模块还包括上馅料管,所述上馅料管一端固定于两个卷皮槽之间,所述上馅料管另一端自卷皮块前部向上延伸,所述上馅料管用于将饺子馅料填充至管状面皮内。
所述压合模具的上方设置有压合电机,所述压合电机与输送带支架相固定,所述压合电机输出轴与压合模具同轴固定连接;
所述成型辊的上方设置有成型电机,所述成型电机与输送带支架相固定,所述成型电机输出轴与成型辊同轴固定连接。
所述撒薄面机构包括:储面仓、下面滚刷和滤网;所述储面仓下端设置有开口,且所述开口内固定有滤网,所述滤网上方的储面仓内设置有下面滚刷,所述下面滚刷两端通过轴承与储面仓壁连接,所述储面仓外壁上固定有电机,所述电机输出轴与下面滚刷的中轴同轴固定连接,所述储面仓上端设置有闭合盖。
本发明与现有技术相比具有以下有益效果:
一、本发明采用第一辊组、第二辊组和第三辊组,将两个辊子通过后侧板和前侧板进行限位,保证面团经过两个辊子之间时,辊子两端受力均衡稳定,压面效果良好,同时前侧板无需和支架相固定,前侧板前预留有足够空间,便于工人初始操作,同时前侧板不与其他机构连接,便于视野观察和伸手操作,提高了安全系数。
二、本发明第一辊组采用活动压面辊,便于调整固定压面辊和活动压面辊之间的间隙,进而实现控制饺子皮的厚度。
三、本发明采用撒薄面机构,通过下面滚刷将面粉均匀通过滤网撒至面皮上,防止面团受压一次两次后,再经过第一辊组后黏贴在压面辊上。
四、本发明采用卷皮块,可以面皮在输送带的推动下经过两个卷皮块后卷曲,起皮刃面为螺旋面,贴合条状面皮的两侧,逐步从水平转向竖直,从而形成管状面皮结构,该方式避免对面皮拉扯过程,可适应较薄的面皮,同时减少对面皮本身的破坏,减少饺子破皮的概率。
五、本发明采用辅助块,辅助块前端与起皮刃面配合,条状面皮卷曲后,向上得两个侧边顺利进入两个辅助块之间的间隙,辅助块后端与起皮刃面配合压合柱,弧形槽结构,使向上得两个侧边再次顺利进入压合柱之间,经过压合柱将两个侧边闭合;同时经过成型柱,对添加馅料的管状面皮进行整形,为下一个工序准备。
六、本发明采用压合模具,同时凹槽在压合模具的下端面开口,可实现在输送带上直接饺子成型,在饺子加工成型后脱模直接在输送带上,无需再输送带上转换,减少加工步骤的同时,保证饺子外形稳定。
七、本发明起皮刃面的水平边在平面投影为弧线,便于起皮刃面与面皮之间的接触错开至斜边上,可防止面皮经过猛然受到较大摩擦力产生褶皱的情况。
附图说明
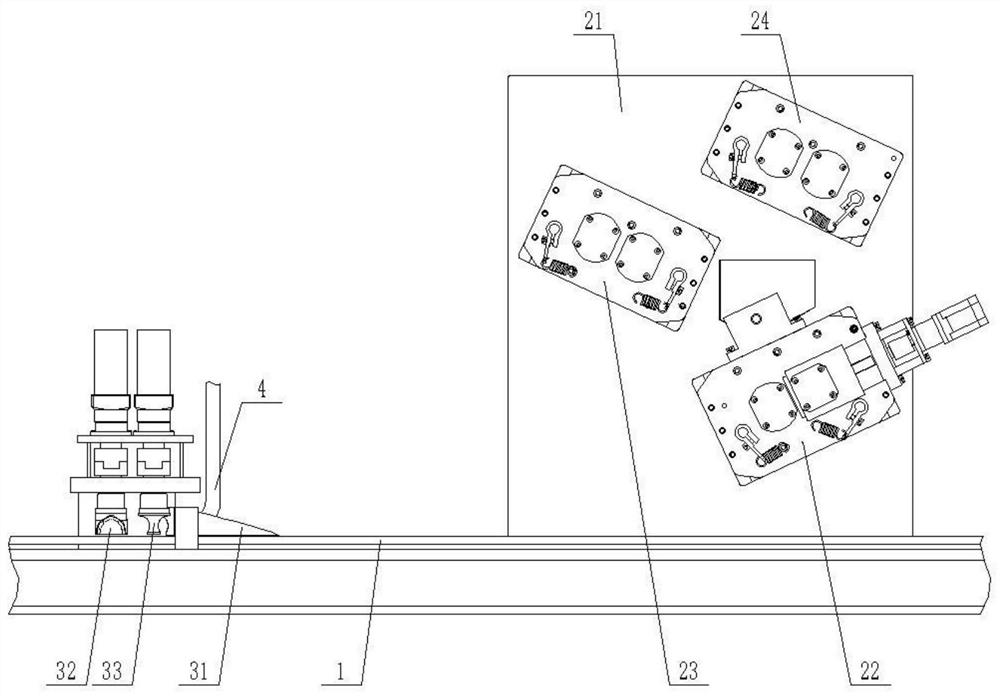
图1为本发明结构示意图。
图2为支架的侧面结构示意图。
图3为本发明第一辊组正面结构示意图。
图4为本发明第一辊组剖视图。
图5为本发明第二辊组或第三辊组的正面结构示意图。
图6为本发明第二辊组或第三辊组的部分结构剖视图。
图7为本发明压合模具的结构示意图。
图8为本发明成型辊的结构示意图。
图9为本发明卷皮块和成型辊的结构示意图。
图10为本发明卷皮块正面结构示意图。
图11为本发明卷皮块后侧结构示意图。
图12为本发明卷皮块立体结构示意图。
图中:1为输送带,21为支架,22为第一辊组,23为第二辊组,24为第三辊组,221为第一后侧板,222为第一前侧板,223为固定压面辊,224为活动压面辊,225为调整螺杆,226为螺杆固定架,231为后侧板,232为前侧板,31为卷皮块,32为压合模具,33为成型辊,311为起皮刃面,312为卷皮槽,313为辅助块,314为辅助卷皮槽,321为凹槽,322为凸起棱边,331为压合柱,332为成型柱,4为上馅料管。
具体实施方式
为进一步理解本发明,下面结合附图和实施例详细阐述:
实施例1
饺子机,包括:制皮模块、成型模块和输送带1;所述输送带1水平设置,所述输送带1上方固定有制皮模块和成型模块;
所述制皮模块包括:支架21、第一辊组222、第二辊组23和第三辊组24;所述支架21固定于饺子机底座上,所述支架21一侧为竖直面,所述第一辊组222、第二辊组23和第三辊组24从下至上依次设置,且所述第一辊组222位于输送带1正上方,所述第一辊组222一侧端面、第二辊组23一侧端面和第三辊组24一侧端面均与竖直面固定连接,所述第一辊组222一侧端面相对的另一侧面、第二辊组23一侧端面相对的另一侧面和第三辊组24一侧端面相对的另一侧面均不与任何部件连接,所述第一辊组222另一侧面、第二辊组23另一侧面和第三辊组24另一侧面均面向工作人员为操作位置;
所述成型模块包括:卷皮块31和压合模具32;所述卷皮块31有两个,两个卷皮块31对称固定于制皮模块出料口后的输送带1正上方,两个卷皮块31后方的输送带1上设置有两个压合模具32,所述压合模具32形成绕其中心线旋转的趋势,且两个压合模具32的转动方向相反;
所述卷皮块31上设置有起皮刃面311和卷皮槽312;所述起皮刃面311为螺旋面,所述起皮刃面311前端为水平边,所述起皮刃面311后端为竖直边,所述卷皮块31上设置卷皮槽312,所述卷皮槽312为水平设置的通槽,且卷皮槽312贯穿起皮刃面311,两个卷皮块31的起皮刃面311对称设置,且两个卷皮槽312相对设置使条状面皮经过后形成管状结构的趋势。
所述第一辊组222、第二辊组23和第三辊组24内均设置有两个辊子,所述第一辊组222的两个辊子中心轴连线与水平面的夹角为20°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为20°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为20°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组222的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为140°。
所述第一辊组222包括:第一后侧板221、第一前侧板222、固定压面辊223、活动压面辊224、调整螺杆225和螺杆固定架226;所述第一后侧板221和第一前侧板222为平行设置的板状结构,所述第一后侧板221与支架21竖直面固定连接,所述第一后侧板221和第一前侧板222之间设置有固定压面辊223,所述固定压面辊223绕其中轴转动,所述第一后侧板221和第一前侧板222上均设置有开口槽,所述活动压面辊224的两端一一对应的设置于第一后侧板221开口槽内和第一前侧板222开口槽内,
所述活动压面辊224的两端均设置有滑块,所述滑块在其对应的开口槽内形成往复滑行趋势,且固定压面辊223与活动压面辊224的中心线平行,两个滑块上均设置有螺纹孔,所述开口槽的槽口固定有螺杆固定架226,所述调整螺杆225贯穿螺杆固定架226且两者之间通过轴承连接,所述调整螺杆225末端一一对应的设置于螺纹孔内。
所述第二辊组3包括固定架和第二面皮辊,所述第二面皮辊包括两个平行设置的第二辊子,所述第三辊组4包括:固定架和第三面皮辊,所述第三面皮辊包括两个平行设置的第三辊子,且两个第三辊子之间的间距为6~9mm;
所述两个第二辊子的间距是两个第三辊子间距1/3~1/2倍,所述固定压面辊23与活动压面辊24的间距是两个第二辊子间距1/3~1/2倍。
所述固定架包括:后侧板231、前侧板232和支撑板,所述后侧板231和前侧板232为平行设置的板状结构,所述后侧板231与支架21竖直面固定连接,所述后侧板231和前侧板232之间设置有第二面皮辊或者第三面皮辊,所述支撑板固定于后侧板231和前侧板232之间。
所述压合模具32为竖直设置的圆柱结构,所述压合模具32的曲面上设置有三个与饺子半侧外形相适应的凹槽321,所述凹槽321在压合模具32的下端面和曲面上均设置为开口,所述压合模具32的曲面上设置有凸起棱边322,所述凸起棱边322一端自压合模具32下端起沿凹槽321的槽边延伸,所述凸起棱边322另一端至压合模具32下端结束,两个压合模具32并列设置,且两个压合模具32上的凸起棱边322相互抵触。
所述卷皮块31和压合模具32之间的输送带1上方设置有成型辊33,成型辊33有两个,且两个成型辊33对称设置,所述成型辊33绕其中轴转动且两个成型辊33转动方向相反,
所述成型辊33包括压合柱331和成型柱332;所述压合柱331为圆柱结构,两个所述压合柱331之间的间距相适应,两个压合柱331将管状结构的面皮上部开口压合,
所述压合柱331下方同轴固定有成型柱332,所述成型柱332整体为竖直设置的圆柱,且所述圆柱曲面上水平切削环形槽,所述环形槽的竖直截面与其弧形槽面相交形成的弧线与卷皮槽312竖直截面形成的弧线一致。
所述卷皮块31后端面上固定有辅助块313,两个辅助块313对称设置,两个辅助块313相对一侧为竖直平面,两个竖直平面之间存在间隙,
所述辅助块313的竖直平面上设置有辅助卷皮槽314,所述辅助卷皮槽314为水平设置的通槽,所述辅助卷皮槽314一端与卷皮槽312端头平滑过渡连接,
所述辅助块313后端设置有与压合柱331相适应的弧形槽,所述压合柱331设置于弧形槽内,两个压合柱331曲面之间的最小距离小于上述间隙的间距,所述辅助块313引导管状面皮上部开口进入两个压合柱331之间形成管状面皮上部开口压合趋势。
两个所述压合柱331曲面之间的最小距离为0.8mm。
所述饺子机成型模块还包括上馅料管4,所述上馅料管4一端固定于两个卷皮槽312之间,所述上馅料管4另一端自卷皮块31前部向上延伸,所述上馅料管4用于将饺子馅料填充至管状面皮内。
实施例2
饺子机,包括:制皮模块、成型模块和输送带1;所述输送带1水平设置,所述输送带1上方固定有制皮模块和成型模块;
所述制皮模块包括:支架21、第一辊组222、第二辊组23和第三辊组24;所述支架21固定于饺子机底座上,所述支架21一侧为竖直面,所述第一辊组222、第二辊组23和第三辊组24从下至上依次设置,且所述第一辊组222位于输送带1正上方,所述第一辊组222一侧端面、第二辊组23一侧端面和第三辊组24一侧端面均与竖直面固定连接,所述第一辊组222一侧端面相对的另一侧面、第二辊组23一侧端面相对的另一侧面和第三辊组24一侧端面相对的另一侧面均不与任何部件连接,所述第一辊组222另一侧面、第二辊组23另一侧面和第三辊组24另一侧面均面向工作人员为操作位置;
所述成型模块包括:卷皮块31和压合模具32;所述卷皮块31有两个,两个卷皮块31对称固定于制皮模块出料口后的输送带1正上方,两个卷皮块31后方的输送带1上设置有两个压合模具32,所述压合模具32形成绕其中心线旋转的趋势,且两个压合模具32的转动方向相反;
所述卷皮块31上设置有起皮刃面311和卷皮槽312;所述起皮刃面311为螺旋面,所述起皮刃面311前端为水平边,所述起皮刃面311后端为竖直边,所述卷皮块31上设置卷皮槽312,所述卷皮槽312为水平设置的通槽,且卷皮槽312贯穿起皮刃面311,两个卷皮块31的起皮刃面311对称设置,且两个卷皮槽312相对设置使条状面皮经过后形成管状结构的趋势。
所述第一辊组222、第二辊组23和第三辊组24内均设置有两个辊子,所述第一辊组222的两个辊子中心轴连线与水平面的夹角为20°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为20°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为20°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组222的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为140°。
所述第一辊组222包括:第一后侧板221、第一前侧板222、固定压面辊223、活动压面辊224、调整螺杆225和螺杆固定架226;所述第一后侧板221和第一前侧板222为平行设置的板状结构,所述第一后侧板221与支架21竖直面固定连接,所述第一后侧板221和第一前侧板222之间设置有固定压面辊223,所述固定压面辊223绕其中轴转动,所述第一后侧板221和第一前侧板222上均设置有开口槽,所述活动压面辊224的两端一一对应的设置于第一后侧板221开口槽内和第一前侧板222开口槽内,
所述活动压面辊224的两端均设置有滑块,所述滑块在其对应的开口槽内形成往复滑行趋势,且固定压面辊223与活动压面辊224的中心线平行,两个滑块上均设置有螺纹孔,所述开口槽的槽口固定有螺杆固定架226,所述调整螺杆225贯穿螺杆固定架226且两者之间通过轴承连接,所述调整螺杆225末端一一对应的设置于螺纹孔内。
所述第二辊组3包括固定架和第二面皮辊,所述第二面皮辊包括两个平行设置的第二辊子,所述第三辊组4包括:固定架和第三面皮辊,所述第三面皮辊包括两个平行设置的第三辊子,且两个第三辊子之间的间距为6~9mm;
所述两个第二辊子的间距是两个第三辊子间距1/3~1/2倍,所述固定压面辊23与活动压面辊24的间距是两个第二辊子间距1/3~1/2倍。
所述固定架包括:后侧板231、前侧板232和支撑板,所述后侧板231和前侧板232为平行设置的板状结构,所述后侧板231与支架21竖直面固定连接,所述后侧板231和前侧板232之间设置有第二面皮辊或者第三面皮辊,所述支撑板固定于后侧板231和前侧板232之间。
所述压合模具32为竖直设置的圆柱结构,所述压合模具32的曲面上设置有三个与饺子半侧外形相适应的凹槽321,所述凹槽321在压合模具32的下端面和曲面上均设置为开口,所述压合模具32的曲面上设置有凸起棱边322,所述凸起棱边322一端自压合模具32下端起沿凹槽321的槽边延伸,所述凸起棱边322另一端至压合模具32下端结束,两个压合模具32并列设置,且两个压合模具32上的凸起棱边322相互抵触。
所述卷皮块31和压合模具32之间的输送带1上方设置有成型辊33,成型辊33有两个,且两个成型辊33对称设置,所述成型辊33绕其中轴转动且两个成型辊33转动方向相反,
所述成型辊33包括压合柱331和成型柱332;所述压合柱331为圆柱结构,两个所述压合柱331之间的间距相适应,两个压合柱331将管状结构的面皮上部开口压合,
所述压合柱331下方同轴固定有成型柱332,所述成型柱332整体为竖直设置的圆柱,且所述圆柱曲面上水平切削环形槽,所述环形槽的竖直截面与其弧形槽面相交形成的弧线与卷皮槽312竖直截面形成的弧线一致。
所述卷皮块31后端面上固定有辅助块313,两个辅助块313对称设置,两个辅助块313相对一侧为竖直平面,两个竖直平面之间存在间隙,
所述辅助块313的竖直平面上设置有辅助卷皮槽314,所述辅助卷皮槽314为水平设置的通槽,所述辅助卷皮槽314一端与卷皮槽312端头平滑过渡连接,
所述辅助块313后端设置有与压合柱331相适应的弧形槽,所述压合柱331设置于弧形槽内,两个压合柱331曲面之间的最小距离小于上述间隙的间距,所述辅助块313引导管状面皮上部开口进入两个压合柱331之间形成管状面皮上部开口压合趋势。
两个所述压合柱331曲面之间的最小距离为1.2mm。
所述饺子机成型模块还包括上馅料管4,所述上馅料管4一端固定于两个卷皮槽312之间,所述上馅料管4另一端自卷皮块31前部向上延伸,所述上馅料管4用于将饺子馅料填充至管状面皮内。
实施例3
饺子机,包括:制皮模块、成型模块和输送带1;所述输送带1水平设置,所述输送带1上方固定有制皮模块和成型模块;
所述制皮模块包括:支架21、第一辊组222、第二辊组23和第三辊组24;所述支架21固定于饺子机底座上,所述支架21一侧为竖直面,所述第一辊组222、第二辊组23和第三辊组24从下至上依次设置,且所述第一辊组222位于输送带1正上方,所述第一辊组222一侧端面、第二辊组23一侧端面和第三辊组24一侧端面均与竖直面固定连接,所述第一辊组222一侧端面相对的另一侧面、第二辊组23一侧端面相对的另一侧面和第三辊组24一侧端面相对的另一侧面均不与任何部件连接,所述第一辊组222另一侧面、第二辊组23另一侧面和第三辊组24另一侧面均面向工作人员为操作位置;
所述成型模块包括:卷皮块31和压合模具32;所述卷皮块31有两个,两个卷皮块31对称固定于制皮模块出料口后的输送带1正上方,两个卷皮块31后方的输送带1上设置有两个压合模具32,所述压合模具32形成绕其中心线旋转的趋势,且两个压合模具32的转动方向相反;
所述卷皮块31上设置有起皮刃面311和卷皮槽312;所述起皮刃面311为螺旋面,所述起皮刃面311前端为水平边,所述起皮刃面311后端为竖直边,所述卷皮块31上设置卷皮槽312,所述卷皮槽312为水平设置的通槽,且卷皮槽312贯穿起皮刃面311,两个卷皮块31的起皮刃面311对称设置,且两个卷皮槽312相对设置使条状面皮经过后形成管状结构的趋势。
所述第一辊组222、第二辊组23和第三辊组24内均设置有两个辊子,所述第一辊组222的两个辊子中心轴连线与水平面的夹角为20°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为20°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为20°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组222的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为140°。
所述第一辊组222包括:第一后侧板221、第一前侧板222、固定压面辊223、活动压面辊224、调整螺杆225和螺杆固定架226;所述第一后侧板221和第一前侧板222为平行设置的板状结构,所述第一后侧板221与支架21竖直面固定连接,所述第一后侧板221和第一前侧板222之间设置有固定压面辊223,所述固定压面辊223绕其中轴转动,所述第一后侧板221和第一前侧板222上均设置有开口槽,所述活动压面辊224的两端一一对应的设置于第一后侧板221开口槽内和第一前侧板222开口槽内,
所述活动压面辊224的两端均设置有滑块,所述滑块在其对应的开口槽内形成往复滑行趋势,且固定压面辊223与活动压面辊224的中心线平行,两个滑块上均设置有螺纹孔,所述开口槽的槽口固定有螺杆固定架226,所述调整螺杆225贯穿螺杆固定架226且两者之间通过轴承连接,所述调整螺杆225末端一一对应的设置于螺纹孔内。
所述第二辊组3包括固定架和第二面皮辊,所述第二面皮辊包括两个平行设置的第二辊子,所述第三辊组4包括:固定架和第三面皮辊,所述第三面皮辊包括两个平行设置的第三辊子,且两个第三辊子之间的间距为6~9mm;
所述两个第二辊子的间距是两个第三辊子间距1/3~1/2倍,所述固定压面辊23与活动压面辊24的间距是两个第二辊子间距1/3~1/2倍。
所述固定架包括:后侧板231、前侧板232和支撑板,所述后侧板231和前侧板232为平行设置的板状结构,所述后侧板231与支架21竖直面固定连接,所述后侧板231和前侧板232之间设置有第二面皮辊或者第三面皮辊,所述支撑板固定于后侧板231和前侧板232之间。
所述压合模具32为竖直设置的圆柱结构,所述压合模具32的曲面上设置有三个与饺子半侧外形相适应的凹槽321,所述凹槽321在压合模具32的下端面和曲面上均设置为开口,所述压合模具32的曲面上设置有凸起棱边322,所述凸起棱边322一端自压合模具32下端起沿凹槽321的槽边延伸,所述凸起棱边322另一端至压合模具32下端结束,两个压合模具32并列设置,且两个压合模具32上的凸起棱边322相互抵触。
所述卷皮块31和压合模具32之间的输送带1上方设置有成型辊33,成型辊33有两个,且两个成型辊33对称设置,所述成型辊33绕其中轴转动且两个成型辊33转动方向相反,
所述成型辊33包括压合柱331和成型柱332;所述压合柱331为圆柱结构,两个所述压合柱331之间的间距相适应,两个压合柱331将管状结构的面皮上部开口压合,
所述压合柱331下方同轴固定有成型柱332,所述成型柱332整体为竖直设置的圆柱,且所述圆柱曲面上水平切削环形槽,所述环形槽的竖直截面与其弧形槽面相交形成的弧线与卷皮槽312竖直截面形成的弧线一致。
所述卷皮块31后端面上固定有辅助块313,两个辅助块313对称设置,两个辅助块313相对一侧为竖直平面,两个竖直平面之间存在间隙,
所述辅助块313的竖直平面上设置有辅助卷皮槽314,所述辅助卷皮槽314为水平设置的通槽,所述辅助卷皮槽314一端与卷皮槽312端头平滑过渡连接,
所述辅助块313后端设置有与压合柱331相适应的弧形槽,所述压合柱331设置于弧形槽内,两个压合柱331曲面之间的最小距离小于上述间隙的间距,所述辅助块313引导管状面皮上部开口进入两个压合柱331之间形成管状面皮上部开口压合趋势。
两个所述压合柱331曲面之间的最小距离为1.6mm。
所述饺子机成型模块还包括上馅料管4,所述上馅料管4一端固定于两个卷皮槽312之间,所述上馅料管4另一端自卷皮块31前部向上延伸,所述上馅料管4用于将饺子馅料填充至管状面皮内。
实施例4
在上述实施例1、实施例2或者实施例3的基础上,所述第一辊组22、第二辊组23和第三辊组24在支架1上的安装角度改变,
所述第一辊组22的两个辊子中心轴连线与水平面的夹角为25°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为25°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为20°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组22的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为135°。
实施例5
在上述实施例1、实施例2或者实施例3的基础上,所述第一辊组22、第二辊组23和第三辊组24在支架1上的安装角度改变,
所述第一辊组22的两个辊子中心轴连线与水平面的夹角为25°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为25°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为25°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组22的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为130°。
实施例6
在上述实施例1、实施例2或者实施例3的基础上,所述第一辊组22、第二辊组23和第三辊组24在支架1上的安装角度改变,
所述第一辊组22的两个辊子中心轴连线与水平面的夹角为30°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为30°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为25°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组22的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为125°。
实施例7
在上述实施例1、实施例2或者实施例3的基础上,所述第一辊组22、第二辊组23和第三辊组24在支架1上的安装角度改变,
所述第一辊组22的两个辊子中心轴连线与水平面的夹角为30°,所述第二辊组23的两个辊子中心轴连线与水平面的夹角为30°,所述第三辊组24的两个辊子中心轴连线与水平面的夹角为30°,且所述第二辊组23两个辊子中心轴连线与第三辊组24两个辊子中心轴连线平行,所述第一辊组22的两个辊子中心轴连线与第二辊组23两个辊子中心轴连线之间的夹角为120°。
本发明具体运行方式如下:
所述第三辊组24上设置有用于进料的辊子排,所述辊子排上放置有面团,面团依次经过第三辊组24的两个第三辊子之间,再经过两个第二辊子之间,经过滤网下方后进入第一辊组22的两个辊子之间,如此依次运行实现饺子制皮工作。
在初始运行时,需要工人将面团依次放置于第三辊组24、第二辊组23和第一辊组22,工人可在操作位置工作,采用辅助工具将面团依次添加至第三辊组24、第二辊组23和第一辊组22,具有视野开阔、安全系数高和操作方便的优点。
面皮通过输送带1,经过起皮刃面后条状面皮卷曲,所述上馅料管4向管状面皮内填充馅料。经过成型辊后压合柱331将面皮两个侧边压合,同时成型柱332对管状面皮整形,便于经过压合模具32后经过凹槽成型饺子,同时凸起棱边322将多余饺子皮裁下,完成饺子制作,面皮至成型饺子未离开输送带1,便于保持饺子外形。
上述实施方式仅示例性说明本发明的原理及其效果,而非用于限制本发明。对于熟悉此技术的人皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改进。因此,凡举所述技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。