一种用于模拟移动床分离烷烃和烯烃的洗脱液和方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明属于化工技术领域,具体涉及一种用于模拟移动床分离烷烃和烯烃的洗脱液和方法。
背景技术
模拟移动床一种利用吸附原理进行液体分离操作的传质设备。它是以逆流连续操作方式,通过变换固定床吸附设备的物料进出口位置,产生相当于吸附剂连续向下移动,而物料连续向上移动的效果。根据物料中不同组分在吸附剂上的吸附能力不同,实现物料中不同组分的分离,如图1所示。
已知α-烯烃是指双键在分子链端部的单烯烃。它是一种重要的化工原料和有机合成中间体,在化工领域有着广泛的应用。它可以作为表面活性剂的合成中间体、增塑剂以及合成烃类润滑油和油品的添加剂。α-烯烃在香料、纸张、日用化学等行业也有重要用途。
目前市场中α-烯烃主要来源于乙烯齐聚、石蜡裂解、费-托合成等方法。基于煤基费-托法生产的α-烯烃碳数连续,而且含有大量高碳数α-烯烃,比只能生产偶碳数的乙烯齐聚法有明显优势,但是煤基费-托法生产的α-烯烃同时伴随的烷烃一并生成,因此能够有效的分离烷烃和烯烃提高煤基费托合成产品附加值有重要意义。
在现有的一种烯烃的分离的方法提出使用模拟移动床装置,其中洗脱液(解吸剂)采用烯烃将烷烯混合物料中吸附到吸附剂上的烯烃解吸。该方法中未提出具体实施效果,但是所述的残余液(抽余液)中夹带烯烃使产品收率降低,且洗脱液采用烯烃成本较高。
在现有的另一种烯烃分离方法中,选取的洗脱液是环烷烃,该方法中所述洗脱液能够有效分离烷烯烃,未提及洗脱液用量,但是环烷烃作为洗脱液时,为满足纯度需求萃取液(抽出液)用量极大才能够使被吸附的烯烃从吸附剂上解吸,导致洗脱液解吸效率低,萃取液中烯烃分离成本增加。
现有模拟移动床分离烷、烯烃技术方案中洗脱液采用单一组分,如烯烃或环烷烃。烯烃作为洗脱液存在解吸过快,残余液中夹带烯烃导致收率低,且洗脱液成本高的缺点。环烷烃作为洗脱液存在解吸慢,分离时间长,装置效率低,洗脱液用量大的缺点。
发明内容
本发明提供一种用于模拟移动床分离烷烃和烯烃的新型洗脱液(解吸剂)和方法,可根据原料中烯烃浓度,配制不同的洗脱液,有效提高烯烃收率,同时降低洗脱液成本。此外,本发明的适用范围更广,同时可以降低装置能耗。
为了达到上述目的,本发明采用以下技术方案:
一种用于模拟移动床分离烷烃和烯烃的洗脱液,包括α-烯烃和正构烷烃,其中,所述α-烯烃和所述正构烷烃的碳数与待分离原料中烯烃的碳数不同,所述α-烯烃和所述正构烷烃的碳数相同或不同。
在一些实施例中,所述α-烯烃和所述正构烷烃的碳数与待分离原料中烯烃的碳数的差值小于7(例如1、2、3、4、5、6),优选为大于1且小于5(例如2、3、4)。
在一些实施例中,所述正构烷烃的重量百分比为1-99%,例如10%、20%、30%、40%、50%、60%、70%、80%、90%。
在一些实施例中,所述洗脱液中正构烷烃的比例随待分离原料中烯烃的比例减小而增大。
在一些实施例中,所述α-烯烃可以为一种α-烯烃,或者多种α-烯烃的混合物。
在一些实施例中,所述正构烷烃可以为一种正构烷烃,或者多种正构烷烃的混合物。
一种利用模拟移动床分离烷烃和烯烃的方法,包括利用所述洗脱液进行洗脱。
在一些实施例中,操作温度为0~250℃,优选为20~100℃;操作压力为0~2Mpa,优选为0~1Mpa。
在一些实施例中,所述方法包括除去洗脱液和待分离原料中影响吸附效果的杂质的步骤。
在一些实施例中,所述方法包括分离并回收萃取液和残余液中的洗脱液的步骤。
与现有技术相比,本发明具有以下的优点:
1.应用本发明选取的洗脱液,模拟移动床分离过程中残余液(抽余液)几乎无夹带(<3%),提供产品回收率。
2.本发明提供的洗脱液中的烯烃、烷烃可属不同碳数,更易得配比更灵活。
3.本发明提供的洗脱液中烷烃占比1-99%之间,根据实际工艺参数可灵活调整,操作条件宽泛。
4.本发明提供的洗脱液用量小,降低精馏工艺控制难度,节约能耗。
5.本发明选取的洗脱液廉价易得。
附图说明
图1为模拟移动床的操作原理;
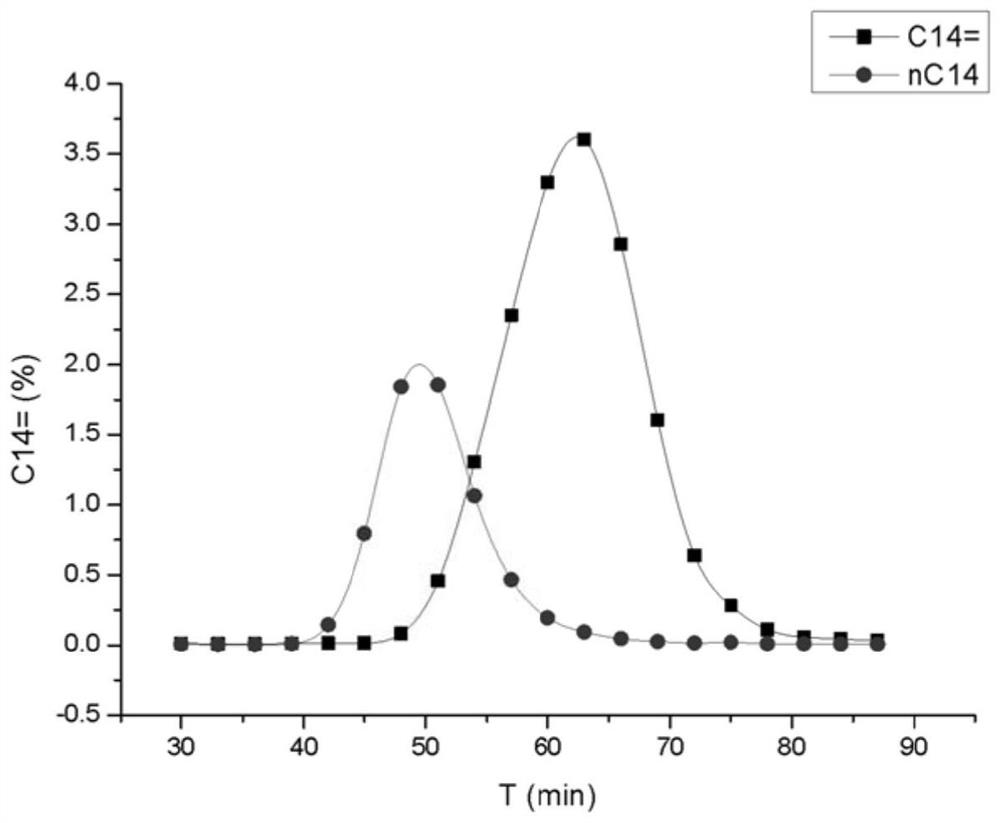
图2为本发明实施例1中模拟移动床吸附管内C14分布图;
图3为本发明实施例2中模拟移动床吸附管内C14分布图;
图4为本发明实施例3中模拟移动床吸附管内C14分布图;
图5为本发明实施例4中模拟移动床吸附管内C10分布图;
图6为本发明实施例5中模拟移动床吸附管内C12分布图;
图7为本发明实施例6中模拟移动床吸附管内C12分布图;
图8为本发明实施例7中模拟移动床吸附管内C14分布图;
图9为本发明实施例8中模拟移动床吸附管内C14分布图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明作进一步的详细说明。
费托合成产物主要包括烷烃和烯烃的混合物,不同碳数的烷烃和烯烃可以通过精馏等方式进行分离,而相同碳数的烷烃和烯烃不易完全分离。本发明利用模拟移动床装置分离烷烃和烯烃,其中的洗脱液是影响分离效果的重要因素。
本发明选取与被分离物料中烯烃碳数不同的烷、烯混合配比的洗脱液,可有效降低残余液(抽余液)中烯烃的夹带,提高产品烯烃收率(>97%);降低洗脱液用量,使萃取液(抽出液)中烯烃占比提高(>20%);采用大量烷烃与少量烯烃配比可降低洗脱液成本。
本发明提出一种用于模拟移动床分离烷烃和烯烃的新型洗脱液,包括α-烯烃和正构烷烃,其中,所述α-烯烃和所述正构烷烃的碳数与待分离原料中烯烃的碳数不同,所述α-烯烃和所述正构烷烃的碳数相同或不同。
所述α-烯烃和/或所述正构烷烃的碳数可以大于待分离原料中烯烃的碳数,也可以小于待分离原料中烯烃的碳数。在一些实施例中,所述α-烯烃和所述正构烷烃的碳数与待分离原料中烯烃的碳数的差值小于7(例如1、2、3、4、5、6),优选为大于1且小于5(例如2、3、4)。
所述正构烷烃的重量百分比为1-99%,例如10%、20%、30%、40%、50%、60%、70%、80%、90%。
通常情况下,待分离原料中烯烃的比例越小,洗脱液中正构烷烃的比例越大。
所述α-烯烃可以为一种α-烯烃,或者多种α-烯烃的混合物。所述正构烷烃可以为一种正构烷烃,或者多种正构烷烃的混合物。
实施例1
该实施例中的待分离原料为C14组分,洗脱液中为C10的α-烯烃和正构烷烃。
C14原料:正十四烷30%(w/w),1-十四烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C10洗脱液:正癸烷70%(w/w),1-癸烯30%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C10洗脱液在模拟移动床装置中进行C14原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;温度操作温度为250℃;操作压力为2Mpa。
模拟移动床吸附管内C14分布如图2所示。色谱分析结果如表1所示。
表1
由表1可以看出,萃取液中正十四烷的含量仅为0.04%,而1-十四烯的含量则达到36.33%,残余液中正十四烷的含量达到57.90%,而1-十四烯的含量则仅为0.55%,可见利用所述洗脱液实现了原料中的正十四烷和1-十四烯的高效分离。
实施例2
该实施例中的待分离原料为C14组分,洗脱液中为C10的α-烯烃和正构烷烃。
C14原料:正十四烷30%(w/w),1-十四烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C10洗脱液:正癸烷99%(w/w),1-癸烯1%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C10洗脱液在模拟移动床装置中进行C14原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;温度操作温度为150℃;操作压力为1.5Mpa。
模拟移动床吸附管内C14分布如图3所示。色谱分析结果如表2所示。
表2
由表2可以看出,萃取液中正十四烷的含量仅为0.02%,而1-十四烯的含量则达到22.57%,残余液中正十四烷的含量达到49.38%,而1-十四烯的含量则仅为0.31%,可见利用所述洗脱液实现了原料中的正十四烷和1-十四烯的分离。
实施例3
该实施例中的待分离原料为C14组分,洗脱液中为C10的α-烯烃和正构烷烃。
C14原料:正十四烷30%(w/w),1-十四烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C10洗脱液:正癸烷1%(w/w),1-癸烯99%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C10洗脱液在模拟移动床装置中进行C14原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;操作温度为100℃;操作压力在为1Mpa。
模拟移动床吸附管内C14分布如图4所示。色谱分析结果如表3所示。
表3
由表3可以看出,萃取液中正十四烷的含量仅为0.31%,而1-十四烯的含量则达到41.76%,残余液中正十四烷的含量达到63.25%,而1-十四烯的含量则仅为5.16%,可见利用所述洗脱液也可实现原料中的正十四烷和1-十四烯的分离。
实施例4
该实施例中的待分离原料为C10组分,洗脱液中为C9的α-烯烃和正构烷烃。
C10原料:正癸烷30%(w/w),1-癸烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C9洗脱液:正壬烷70%(w/w),1-壬烯30%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C9洗脱液在模拟移动床装置中进行C10原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;操作温度为20℃;操作压力为0.5Mpa。
模拟移动床吸附管内C10分布如图5所示。色谱分析结果如表4所示。
表4
由表4可以看出,萃取液中正癸烷的含量仅为0.04%,而1-癸烯的含量则达到38.22%,残余液中正癸烷的含量达到53.98%,而1-癸烯的含量则仅为0.77%,可见利用所述洗脱液实现了原料中的正癸烷和1-癸烯的高效分离。
实施例5
该实施例中的待分离原料为C12组分,洗脱液中为C7的α-烯烃和正构烷烃。
C12原料:正十二烷30%(w/w),1-十二烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C7洗脱液:正庚烷70%(w/w),1-庚烯30%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C7洗脱液在模拟移动床装置中进行C12原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;操作温度为50℃;操作压力为1Mpa。
模拟移动床吸附管内C12分布如图6所示。色谱分析结果如表5所示。
表5
由表5可以看出,萃取液中正十二烷的含量仅为0.03%,而1-十二烯的含量则达到43.58%,残余液中正十二烷的含量达到59.16%,而1-十二烯的含量则仅为0.62%,可见利用所述洗脱液实现了原料中的正十二烷和1-十二烯的高效分离。
实施例6
该实施例中的待分离原料为C12组分,洗脱液中为C8和C9正构烷烃与C9的α-烯烃配比。
C12原料:正十二烷30%(w/w),1-十二烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C8、C9配比洗脱液:正辛烷30%(w/w),正壬烷40%(w/w),1-壬烯30%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C8、C9配比洗脱液在模拟移动床装置中进行C12原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;操作温度为120℃;操作压力为1Mpa。
模拟移动床吸附管内C12分布如图7所示。色谱分析结果如表6所示。
表6
由表6可以看出,萃取液中正十二烷的含量仅为0.06%,而1-十二烯的含量则达到44.73%,残余液中正十二烷的含量达到54.33%,而1-十二烯的含量则仅为0.85%,可见利用所述洗脱液实现了原料中的正十二烷和1-十二烯的高效分离。
实施例7
该实施例中的待分离原料为C14组分,洗脱液中为C9、C10的α-烯烃和C10正构烷烃配比。
C14原料:正十四烷30%(w/w),1-十四烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C9、C10的α-烯烃和C10正构烷烃配比洗脱液:正癸烷40%(w/w),1-壬烯40%(w/w),1-癸烯20%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C9、C10的α-烯烃和C10正构烷烃配比洗脱液在模拟移动床装置中进行C14原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;操作温度为100℃;操作压力在为1Mpa。
模拟移动床吸附管内C14分布如图8所示。色谱分析结果如表7所示。
表7
由表7可以看出,萃取液中正十四烷的含量仅为0.31%,而1-十四烯的含量则达到41.76%,残余液中正十四烷的含量达到63.25%,而1-十四烯的含量则仅为5.16%,可见利用所述洗脱液也可实现原料中的正十四烷和1-十四烯的分离。
实施例8
该实施例中的待分离原料为C14组分,洗脱液中为C10、C12的α-烯烃和正构烷烃。
C14原料:正十四烷30%(w/w),1-十四烯70%(w/w),在进行烷烯分离前,对原料进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
C10、C12洗脱液:正癸烷35%(w/w),1-癸烯15%(w/w),正十二烷35%(w/w),1-十二烯15%(w/w),在进行烷烯分离前,对洗脱液进行预处理,除去其中可能导致吸附失效的毒物(例如含氧有机化合物、苯、水等)。
使用C10、C12洗脱液在模拟移动床装置中进行C14原料的分离。模拟移动床操作条件:吸附剂采用分子筛吸附剂及不限于此的改性分子筛吸附剂;温度操作温度为250℃;操作压力为2Mpa。模拟移动床吸附管内C14分布如图9所示。色谱分析结果如表8所示。
表8
由表8可以看出,萃取液中正十四烷的含量仅为0.17%,而1-十四烯的含量则达到34.98%,残余液中正十四烷的含量达到52.73%,而1-十四烯的含量则仅为1.47%,可见利用所述洗脱液实现了原料中的正十四烷和1-十四烯的高效分离。
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于模拟移动床分离烷烃和烯烃的洗脱液和方法
- 一种低碳烯烃和烷烃烷基化产物的分离方法、低碳烯烃和烷烃烷基化反应分离方法及装置