一种整体字块压印字模
文献发布时间:2023-06-19 10:10:17
技术领域
本发明属于热压印装置技术领域,具体涉及一种整体字块压印字模。
背景技术
机械压印字模用于光电缆护套表面信息的印刷,常采用单元字模和机械记米印字机。单元字模是将一个信息制作到字模上,合并一个订单所需的内容拼接到一起实现客户要求;机械记米印字机包含两个轮体:第一个用于记米,轮子转一圈周长约1000mm,第二个用于印字,将可更换印字模具安装固定到轮子上,实现印字标记并可更改印字信息;现有压印字模存在以下技术弊端:①单元字模加工精度和机械记米印字机的加工精度不满足实际印刷要求;②单元字模安装到机械记米印字机上满足两个要求,即a:印字面处于同一圆弧上;b:印字模具的几何中心线重合;
为实现完整清晰的光缆印字效果,需要具备以下几个条件:第一,印字字面的深度达将近一个毫米;第二,印字字模的弧线与机械印字机的弧线重合;第三,印字字模的中心线与光缆的中心线重合。目前的印字模具和安装方法,实现三者统一非常困难,光缆上印字信息比较长时易发生印字不完整(缺头少尾)、印字不清晰(字块压的浅未印清楚)等问题。
发明内容
本发明所要解决的技术问题是针对上述现有技术的不足,提供一种整体字块压印字模,很好地弥补了印字的不完整、不清晰等问题。
为实现上述技术目的,本发明采取的技术方案为:一种整体字块压印字模,包括字块安装底板和整体压印字模,整体压印字模由一组字符内容组成,整体压印字模通过字块安装底板安装于印字机上。
进一步地,所述字符内容的字符数大于20个。
进一步地,所述字块安装底板包括设有扇形底板和字模安装孔、前印字机安装孔和后印字机安装孔,所述整体压印字模通过字模安装孔配合字模锁紧螺栓按顺序安装在扇形底板上,所述字块安装底板通过前印字机安装孔和后印字机安装孔配合印字机锁紧螺栓安装在印字机上。
进一步地,所述扇形底板包括一体成型的上扇形部和下扇形部,所述上扇形部和下扇形部同圆心角,且上扇形部和下扇形部呈阶梯状前后连接,所述字模安装孔和前印字机安装孔设置于上扇形部上,所述后印字机安装孔设置于下扇形部上。
进一步地,所述上扇形部的厚度为6cm,所述上扇形部的厚度为3cm。
进一步地,所述字模安装孔包括前后两排弧形分布的字模定位安装孔,且同排相邻字模定位安装孔对应的圆心角为7.2°的整数倍,同列字模定位安装孔位于同一半径线上。
进一步地,所述上扇形部上均布有3排字模安装孔,所述整体压印字模通过字模安装孔与M6沉头螺栓相配合锁紧,所述上扇形部上均布有3个前印字机安装孔,所述前印字机安装孔与M12沉头螺栓相配合锁紧,所述下扇形部上设置有6个后印字机安装孔,所述前印字机安装孔的孔径与M4沉头螺栓相配合锁紧。
进一步地,所述整体压印字模采用青铜材质,便于机械加工和传热。
进一步地,所述整体压印字模的印字面的字高为2.5~2.8mm。
进一步地,所述字块安装底板的扇形角为108°。
本发明与现有技术相比,具有以下有益效果:本发明的整体字块压印字模将一件整体压印字模安装到字块安装底板上,整体压印字模采用青铜材质,便于机械加工和传热,生产时整体压印字模通过字块安装底板直接安装到印字机上,无需经过单元字模与印字机的配合,也完全省略了单元字模间的位置调整,直接试印字到光缆护套上面,再根据实际印字完整性微调整体压印字模的中心线与被印字光缆中心线重合即可,改进后的整体字块压印字模比较方便生产过程中安装使用,安装效率提高、克服了光缆印字字符过多后印字设备印字轮滚动中心线与被印字光缆中心在运动中跑偏的问题,有效解决了单元字块之间安装精度一致性问题、单元字块与印字设备间定位孔安装精度问题、印字面弧线与印字机定位弧线重合精度差问题及传统铣床机械加工精度差的问题,印字信息完整,印字质量显著提升,同时本发明结构简单、操作方便,大大降低了工人手动调整印字模具工作的劳动强度,并具有一次性安装调试后重复性强,再次生产安装使用过程中不需要第二次安装调试的优势。
附图说明
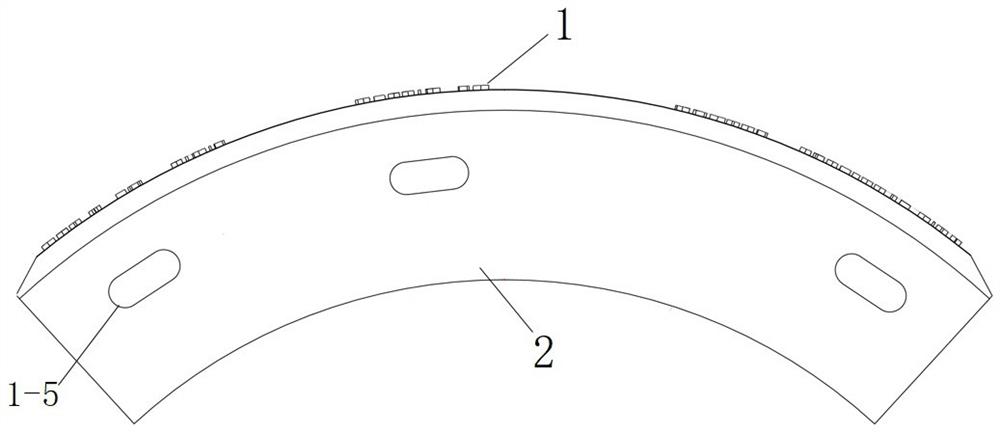
图1是本发明的整体结构示意图;
图2是图1的俯视图;
图3是图1的字块安装底板结构示意图;
图4是图3的A-A向视图;
图5是图3的局部标记放大图。
其中的附图标记为:字块安装底板1、扇形底板1-1、上扇形部1-11、下扇形部1-12、字模安装孔1-2、前印字机安装孔1-3、后印字机安装孔1-4、印字机安装孔1-5、整体压印字模2、印字面2-1。
具体实施方式
以下结合附图对本发明的实施例作进一步详细描述。
实施例1
如图1和图2所示,一种整体字块压印字模,包括字块安装底板1和整体压印字模2,字块安装底板1的扇形角为108°,整体压印字模2由一组字符内容组成,字符内容的字符数大于20个,整体压印字模2通过字模安装孔(未显示)配合锁紧螺栓安装于字块安装底板1上,整体压印字模2通过字块安装底板1上的印字机安装孔1-5配合锁紧螺栓安装于印字机上。
其中,整体压印字模2采用青铜材质,便于机械加工和传热,整体压印字模2的印字面2-1的字高为2.5~2.8mm。
实施例2
本实施例与实施例1的区别在于,扇形底板1-1包括一体成型的上扇形部1-11和下扇形部1-12,且上扇形部1-11的厚度为6cm,上扇形部1-11的厚度为3cm,上扇形部1-11和下扇形部1-12同扇形角,扇形角的角度为108°,且上扇形部1-11和下扇形部1-12呈阶梯状前后连接,字块安装底板1包括设有扇形底板1-1和字模安装孔1-2、前印字机安装孔1-3和后印字机安装孔1-4,字模安装孔1-2和前印字机安装孔1-3设置于上扇形部1-11,后印字机安装孔1-4设置于下扇形部1-12,整体压印字模2由一组字符内容组成,字符内容的字符数大于20个,整体压印字模2通过字模安装孔1-2配合字模锁紧螺栓按顺序安装在扇形底板1-1上,字块安装底板1通过前印字机安装孔1-3和后印字机安装孔1-4配合印字机锁紧螺栓安装在印字机上。
如图3-5所示,字模安装孔1-2包括前后两排弧形分布的字模定位安装孔,且同排相邻字模定位安装孔对应的圆心角为7.2°的整数倍,同列字模定位安装孔位于同一半径线上。
优选地,上扇形部1-11上均布有3排字模安装孔1-2,整体压印字模2通过字模安装孔1-2与M6沉头螺栓相配合锁紧,上扇形部1-11上均布有3个前印字机安装孔1-3,字块安装底板1前部通过前印字机安装孔1-3与M12沉头螺栓配合锁紧安装在印字机上,下扇形部1-12上设置有6个后印字机安装孔1-4,字块安装底板1后部通过后印字机安装孔1-4与M4沉头螺栓配合锁紧安装在印字机上,两个后印字机安装孔1-4组成一组,三组后印字机安装孔1-4均布于下扇形部上,且每组相邻两后印字机安装孔1-4对应的圆心角为13°。
进一步地,字块安装底板1的的扇形角为108°。
本申请生产时整体压印字模通过字块安装底板直接安装到印字机上,无需经过单元字模与印字机的配合,也完全省略了单元字模间的位置调整,直接试印字到光缆护套上面,再根据实际印字完整性微调整体压印字模的中心线与被印字光缆中心线重合即可,本整体字块压印字模在生产过程中安装方便,提高了安装效率,同时克服了光缆印字字符过多后印字设备印字轮滚动中心线与被印字光缆中心在运动中跑偏的问题,印字的质量显著提升,本申请一次性安装调试后重复性强,再次生产安装使用过程中不需要第二次安装调试,省时省力。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
- 一种整体字块压印字模
- 一种整体字块压印字模