一种不停机对位放卷方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及卷对卷生产方法的技术领域,例如印刷包装行业、电子射频标签行业等,特别是一种不停机对图案位置放卷方法。
背景技术
只要是卷到卷的印刷作业,不停机收放卷设备都是不可或缺的生产利器,传统的不停机放卷设备进行换卷作业时,机器必须要停下来,即通过停止印刷设备的工作来实现更换新纸卷,手工裁刀,粘贴胶带等都需要一定的时间,在该段时间内,印刷设备必须停止运转,从而使印刷时间加长,效率降低,久而久之降低类印刷机的产能,另外,停机、开机过程的加减速还会导致印刷套印不准、色差等质量瑕疵,因此停留在印刷单元中的印刷材料成为废品,对印刷材料来说也是一种浪费。这其中产生的损失,是包装与标签印刷业者在白热化的市场竞争中关键点。
有鉴于此,本发明人专门设计了一种不停机识别图案位置拼接放卷方法,本案由此产生。
发明内容
为了解决上述问题,本发明的技术方案如下:
一种不停机对位放卷方法,包括固定的工作位、换卷位以及拼接位,该放卷方法包括以下步骤:
步骤一,将换卷位上的放卷轴物料与工作位上的放卷轴物料并排设置于拼接位;引料头至牵引机构,根据第二传感器识别位置牵引并保持;
步骤二,当工作位上的放卷轴上物料放卷快完成,由第一色标传感器识别位置并控制旧料卷停止,拼接位将换卷位上的放卷轴物料与固定工作为上的放卷轴物料同时切断并拼接;
步骤三,将换卷位上的放卷轴移动至工作位上。
进一步的,还包括步骤四,将工作位上的放卷轴移动至换卷位上,并放置新的放卷轴。
进一步的,所述工作位、换卷位以及拼接位固定设置于一机架上。
进一步的,所述工作位、换卷位的固定通过第一放卷机构、第二放卷机构循环实现,拼接位通过对位拼接组件实现,且通过第一色标传感器与第二色标传感器识别位置;其中第一色标传感器用于读取工作位上的物料,第二色标传感器用于读取换卷位上的物料。
进一步的,所述步骤三与步骤四中,第一放卷机构位于工作位上,且切断拼接完成,该第一放卷机构向后退,第二放卷机构从换卷位移动至工作位上,第一放卷机构移动至换卷位后方后前进至换卷位上。
进一步的,所述第一放卷机构与第二放卷机构均包括放卷气涨轴、用于驱动放卷气涨轴沿着水平左右方向与前后方向反复移动的第一驱动合件。
进一步的,所述第一驱动合件包括驱动放卷气涨轴左右方向反复移动的第一驱动电机、驱动放卷气涨轴前后方向反复移动的第二驱动电机;所述放卷气涨轴通过第二驱动合件驱动旋转;
所述第一放卷机构与第二放卷机构还包括第一支架与第二支架,所述第一支架与第二支架滑动连接,所述第一驱动电机、第二驱动合件固定设置于第一支架上,所述第二支架上设置用于第一支架滑动的第一滑轨,所述第一驱动电机输出端设置第一齿轮且第二支架上设置第一齿条用于驱动第一支架沿着第一滑轨滑动;所述第二驱动电机固定设置于第二支架上,且机架上设置用于第二支架滑动的第二滑轨,所述第二驱动电机输出端设置第二齿轮,机架上设置第二齿条,且第二齿轮与第二齿条之间设置用于传动的第三齿轮。
进一步的,所述对位拼接组件包括相对设置的第一切断拼接组件与第二切断拼接组件、设置于机架上且用于设置第一切断拼接组件与第二切断拼接组件的拼接箱体、用于驱动第一切断拼接组件位于拼接箱体内滑动的第一驱动组件、用于驱动第二切断拼接组件位于拼接箱体内滑动的第二驱动组件;所述第一切断拼接组件与第二切断拼接组件均与拼接箱体滑动连接,所述第一切断拼接组件与第二切断拼接组件同时切断第一放卷机构与第二放卷机构上的物料并拼接。
进一步的,所述第一驱动组件与第二驱动组件均包括设置于第一驱动组件/第二驱动组件上的第一驱动气缸、设置于第一驱动组件/第二驱动组件两侧的第一滑块,设置于拼接箱体内侧与第一滑块配合的第一滑槽;
所述第一切断拼接组件与第二切断拼接组件分别包括相对设置的第三支架与第四支架;
所述第一切断拼接组件与第二切断拼接组件还均包括设置于第三支架/第四支架上的第二驱动气缸、设置于第二驱动气缸输出端的第一底板;
所述第一切断拼接组件与第二切断拼接组件的第一底板上分别设置第一切刀机构与第二切刀机构,所述第一切刀机构与第二切刀机构相对设置;
所述第一切刀机构包括第三驱动气缸、设置于第三驱动气缸输出端的第二底板、设置于第二底板上的第四驱动气缸、设置于第四驱动气缸输出端的切断刀;所述第三驱动气缸驱动第二底板移动,所述第四驱动气缸驱动切断刀移动;
所述第二切刀机构包括第五驱动气缸、设置于第五驱动气缸输出端与切断刀配合且设置有切断槽的切断块;
所述第一切断拼接组件与第二切断拼接组件均包括设置于第一底板上的第一拼接机构,两所述第一拼接机构相对设置,包括第六驱动气缸、设置于第六驱动气缸输出端且用于吸附胶带的吸附块;
所述第二切断拼接组件还包括用于固定换卷位上物料起始段的拼接牵引机构,所述拼接牵引机构包括第五支架、设置于第五支架上的第三驱动电机、设置于第三驱动电机输出端的牵引辊、设置于第五支架上且与牵引辊并排的压辊,所述压辊两端通过第七驱动气缸驱动远离/靠近牵引辊外圆周面。
所述第三支架靠近第四支架一侧且位于第一切刀机构上方设置若干第一吸附孔;所述第四支架靠近第三支架一侧且位于第二切刀机构下方设置若干第二吸附孔。
进一步的,工作位上的物料快使用完成时,对物料上的标记由第一色标传感器进行首次搜索定位,换卷位上的物料起始端运动至指定位置后,通过拼接牵引机构根据第二传感器首次搜索定位的位置对换卷位上的物料进行再次搜索定位,到达位置后通过第一切刀机构与第二切刀机构切断,工作位上的物料自行掉落,拼接牵引机构带动换卷位上物料的起始段向上运动,且待拼接的两段物料头被吸附,最后带有胶带的第一拼接机构对两段物料进行黏贴拼接。
本发明的放卷装置通过设置固定的工作位与换卷位,当工作位上的物料快使用完成时,对物料上的标记进行首次搜索定位,换卷位上的物料起始端运动至指定位置后,通过拼接牵引机构根据首次搜索定位的位置对换卷位上的物料进行再次搜索定位,到达位置后通过对位拼接组件直接切断拼接即可,实现精准的拼接,放置物料的过多浪费,且拼接效率高,极其方便。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
其中:
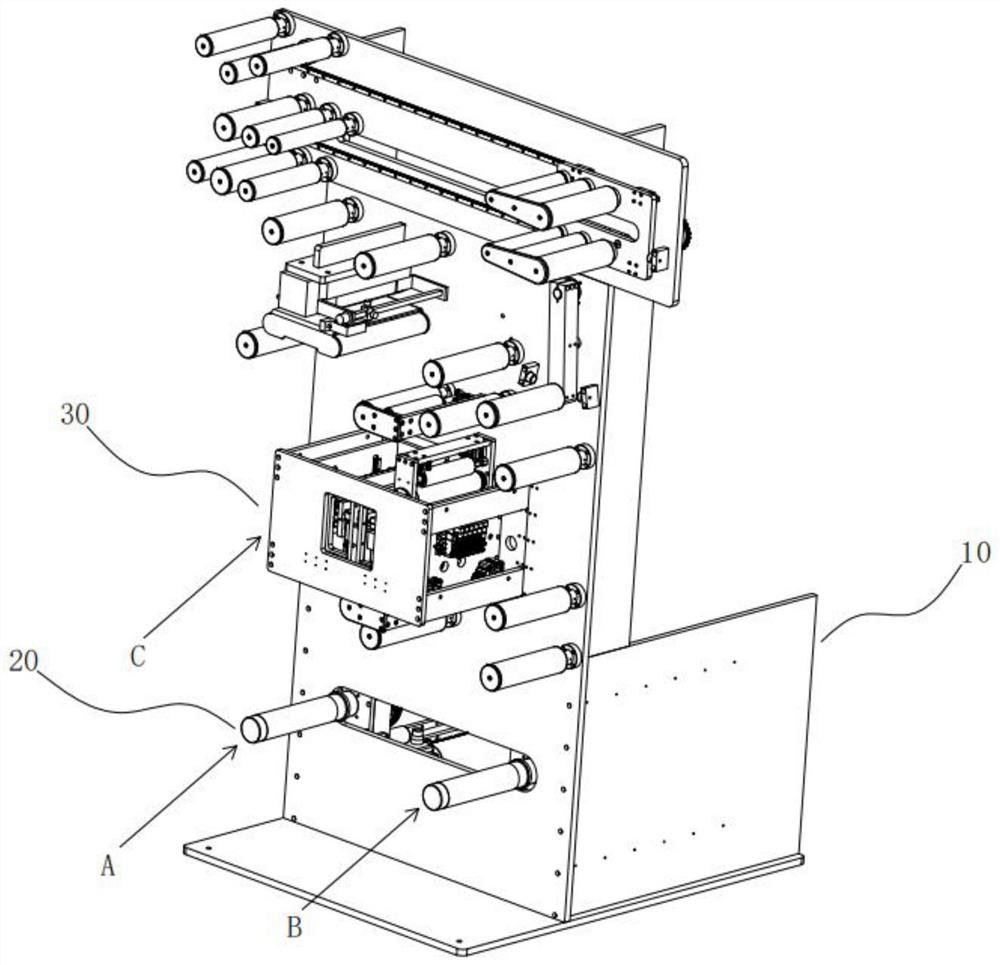
图1是本发明放卷装置的结构示意图;
图2是本发明放卷组件的结构示意图;
图3是本发明放卷组件的局部示意图;
图4是本发明对位拼接组件的爆炸图;
图5是本发明第一切断拼接组件的爆炸图;
图6是本发明第一切断拼接组件的局部爆炸图;
图7是本发明第二切断拼接组件爆炸图;
图8是本发明第二切断拼接组件的局部示意图;
图9是本发明图7的局部放大图;
图10是本发明放卷装置的局部示意图。
标号说明:
10、机架;20、放卷组件;21、第一放卷机构;211、放卷气涨轴;212、第一驱动合件;2121、第一驱动电机;2122、第二驱动电机;213、第二驱动合件;214、第一支架;215、第二支架;22、第二放卷机构;30、对位拼接组件;31、第一切断拼接组件;311、第三支架;312、第二驱动气缸;313、第一底板;314、第一切刀机构;3141、第三驱动气缸;3142、第二底板;3143、第四驱动气缸;3144、切断刀;3145、导向块;315、第一拼接机构;3151、第六驱动气缸;3152、吸附块;32、第二切断拼接组件;321、第四支架;324、第二切刀机构;3241、第五驱动气缸;3242、切断块;32421、切断槽;325、拼接牵引机构;3251、第五支架;3252、第三驱动电机;3253、牵引辊;3254.压辊;5255、第七驱动气缸;33、拼接箱体;34、第一驱动组件;341、第一驱动气缸;342、第一滑块;343、第一滑槽;35、第二驱动组件;40、第一色标传感器;50、第二色标传感器。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
请参阅图1至9,是作为本发明的最佳实施例的一种不停机对位放卷方法,包括固定的工作位、换卷位以及拼接位,该放卷方法包括以下步骤:
步骤一,将换卷位上的放卷轴物料与工作位上的放卷轴物料并排设置于拼接位;
步骤二,当工作位上的放卷轴上物料放卷完成,拼接位将换卷位上的放卷轴物料与固定工作为上的放卷轴物料同时切断并拼接;
步骤三,将换卷位上的放卷轴移动至工作位上;
步骤四,将工作位上的放卷轴移动至换卷位上,并放置新的放卷轴。
工作位、换卷位以及拼接位固定设置于一机架10上;工作位、换卷位的固定通过放卷组件20实现,其中放卷组件20包括第一放卷机构21、第二放卷机构22循环实现,拼接位通过对位拼接组件30实现;通过第一色标传感器40与第二色标传感器50识别位置,其中第一色标传感器40用于读取工作位上的物料(即旧卷上的标记),第二色标传感器50用于读取换卷位上的物料(即新卷上的标记)。
步骤三与步骤四中,第一放卷机构21位于工作位上,且切断拼接完成,该第一放卷机构21向后退,第二放卷机构22从换卷位移动至工作位上,第一放卷机构21移动至换卷位后方后前进至换卷位上。具体的,第一放卷机构21、第二放卷机构22循环设置于工作位(旧卷所处位置)与换卷位(新卷所处位置),即当第一放卷机构21移动至工作位时,第二放卷机构22移动至换卷位,反之第二放卷机构22移动至工作位时,第一放卷机构21移动至换卷位;且第一放卷机构21与第二放卷机构22上的物料图案方向一致,便于拼接,具体的,新旧卷图案一致,且两者位置固定,便于图案的对齐。
第一放卷机构21与第二放卷机构22均包括放卷气涨轴211、用于驱动放卷气涨轴211沿着水平左右方向与前后方向反复移动的第一驱动合件212;第一驱动合件212包括驱动放卷气涨轴211左右方向反复移动的第一驱动电机2121、驱动放卷气涨轴211前后方向反复移动的第二驱动电机2122。放卷气涨轴211通过第二驱动合件213驱动旋转。
第一放卷机构21与第二放卷机构22还包括第一支架214与第二支架215,第一支架214与第二支架215滑动连接,第一驱动电机2121、第二驱动合件213固定设置于第一支架214上,第二支架215上设置用于第一支架214滑动的第一滑轨,第一驱动电机2121输出端设置第一齿轮且第二支架215上设置第一齿条用于驱动第一支架214沿着第一滑轨滑动。
第二驱动电机2122固定设置于第二支架215上,且机架10上设置用于第二支架215滑动的第二滑轨,第二驱动电机2122输出端设置第二齿轮,机架10上设置第二齿条,且第二齿轮与第二齿条之间设置用于传动的第三齿轮。
对位拼接组件30包括相对设置的第一切断拼接组件31与第二切断拼接组件32、设置于机架10上且用于设置第一切断拼接组件31与第二切断拼接组件32的拼接箱体33、用于驱动第一切断拼接组件31位于拼接箱体33内滑动的第一驱动组件34、用于驱动第二切断拼接组件32位于拼接箱体33内滑动的第二驱动组件35;第一切断拼接组件31与第二切断拼接组件32均与拼接箱体33滑动连接,第一切断拼接组件31与第二切断拼接组件32同时切断第一放卷机构21与第二放卷机构22上的物料(即第一放卷机构21/第二放卷机构22所放出的物料)并拼接。
第一驱动组件34与第二驱动组件35均包括设置于第一驱动组件34/第二驱动组件35上的第一驱动气缸341、设置于第一驱动组件34/第二驱动组件35两侧的第一滑块342,设置于拼接箱体33内侧与第一滑块342配合的第一滑槽343。
第一切断拼接组件31与第二切断拼接组件32分别包括相对设置的第三支架311与第四支架321;第一切断拼接组件31与第二切断拼接组件32还均包括设置于第三支架311/第四支架321上的第二驱动气缸312、设置于第二驱动气缸312输出端的第一底板313。
第一切断拼接组件31与第二切断拼接组件32的第一底板313上分别设置第一切刀机构314与第二切刀机构324,第一切刀机构314与第二切刀机构324相对设置。其中,第一切刀机构314包括第三驱动气缸3141、设置于第三驱动气缸3141输出端的第二底板3142、设置于第二底板3142上的第四驱动气缸3143、设置于第四驱动气缸3143输出端的切断刀3144;第三驱动气缸3141驱动第二底板3142移动,同时阿东第四驱动气缸3143移动,第四驱动气缸3143驱动切断刀3144移动,第一切刀机构314还包括固定设置于第二底板3142上且用于切断刀3144导向的导向块3145,切断刀3144可穿过导向块3145伸入切断槽32421内;第二切刀机构324包括第五驱动气缸3241、设置于第五驱动气缸3241输出端与切断刀3144配合且设置有切断槽32421的切断块3242;切断前,两组切刀机构先相互靠近,然后通过第四驱动气缸3143驱动切断刀3144伸入切断槽32421内实现两物料的切断。
第一切断拼接组件31与第二切断拼接组件32均包括设置于第一底板313上的第一拼接机构315,两第一拼接机构315相对设置,包括第六驱动气缸3151、设置于第六驱动气缸3151输出端且用于吸附胶带的吸附块3152,在切断前,胶带通过吸附块3152吸附,吸附块3152内部为密闭的空间,且表面设置于空间连通用于吸附胶带的通孔;第二驱动气缸312驱动第一底板313上下移动,具体的第三支架311/第四支架321相互靠近一侧均设置用于切断与拼接的出口,裁切后,工作位上的物料自行掉落,拼接牵引机构325带动换卷位上物料的起始段继续运动,待拼接的两段物料被吸附,且不移动,通过第二驱动气缸312驱动第一底板313向上移动,并将胶带黏贴与两物料两侧实现拼接。
第二切断拼接组件32还包括用于固定换卷位上物料起始段的拼接牵引机构325,拼接牵引机构325包括第五支架3251、设置于第五支架3251上的第三驱动电机3252、设置于第三驱动电机3252输出端的牵引辊3253、设置于第五支架3251上且与牵引辊3253并排的压辊,压辊两端通过第七驱动气缸3254.压辊;5255驱动远离/靠近牵引辊3253外圆周面。先手动将换卷位上的物料拉动至拼接牵引机构325上,并通过压辊压住,然后通过程序进行搜索,使得工作位与换卷位上的物料图案对齐。
第三支架311靠近第四支架321一侧且位于第一切刀机构314上方设置若干第一吸附孔;第四支架321靠近第三支架311一侧且位于第二切刀机构324下方设置若干第二吸附孔,其中第一吸附孔与第二吸附孔用于吸附工作位与换卷位上的物料后,切断,并持续吸附,直到拼接完成。第一吸附孔与第二吸附孔均包括设置于表面的环形凹槽,与环形凹槽连通的通气孔,第三支架311与第四支架321上均设置吸附板,吸附板与第三支架311/第四之间形成与环形凹槽连通的密闭空间。
本发明中的气缸数量、布置以及导向的设置均采用现有技术,根据实际情况可选择,因此部分不作详细赘述;且切断拼接前的储料架的设置与储料方式均为现有技术。
本发明中工作位上的物料快使用完成时,对物料上的标记进行首次搜索定位,换卷位上的物料起始端运动至指定位置后,通过拼接牵引机构325根据首次搜索定位的位置对换卷位上的物料进行再次搜索定位,到达位置后通过第一切刀机构314与第二切刀机构324切断,工作位上的物料自行掉落,拼接牵引机构325带动换卷位上物料的起始段继续运动,且待拼接的两段物料被吸附,最后带有胶带的第一拼接机构315对两段物料头进行黏贴拼接。
综上所述,本发明的放卷装置通过设置固定的工作位与换卷位,当工作位上的物料快使用完成时,对旧卷物料上的标记进行首次搜索定位,换卷位上的新卷物料起始端运动至指定位置后,通过拼接牵引机构根据首次搜索定位的位置对换卷位上的物料进行再次搜索定位,到达位置后通过对位拼接组件直接切断拼接即可,实现精准的拼接,防止物料的过多浪费,且拼接效率高,极其方便;具体的,
1、不停机放卷装置的效益节约材料
包装与标签印刷所使用的原材料范围广泛,价格昂贵,也因此对于包装与标签生产成本举足轻重。而印刷的材料成本与售价成正比,不停机放卷节省的材料实际就是相当于利润,同时节省资料消耗,也更加环保,这是对社会的贡献。
2、增加产能、产量节约成本
不停机放卷装置的优势在于有效连续印刷,缩短生产时问。如果不使用不停机放卷装置,昂贵的印刷机应该分分秒秒都用在印刷生产,不应浪费在换卷上。每次停机进行放卷的换卷动作,少则3~5分钟,多则10分钟,一天20次来计算,合计至少1~3小时没有产出,如果有5台的同时都有不停机放卷,则累计起来相当于节省了一台印刷机,印刷机少则数百万元,多则上千万元,还有节省了一台印刷机产生的水电、人工工资、地面租金等等。
3、稳定质量、减少客诉
包装与标签印刷行业都面临着客户对产品质量的严格要求。而在包装与标签印刷生产作业中,稳定的纸卷张力及恒定的印刷速度是印刷精美面质量良好的成品的重要保证,也是印刷技术人员最为期盼的,不停机放卷装置是是达到这些期望的最有利工具。对印刷技术操作员来说,有了不停机放卷装置后,他们可以选择最时机进行放卷的准备工作,并轻松快速地完成,然后有更多时间去专注于印刷质量,减少客诉。
4、不停机放卷装置所带来的附加竞争优势
对位拼接组件不仅可以轻易地将残卷材料派上用场,还能将纸芯上的材料较完全地利用,将残卷用于调校和印刷,真正做到没有浪费。包装与标签印刷业者无时无刻都面临着竞争者价格方面的挑战,相同的质量,优势的价格是最大的竞争力。
5、快速交货的优势
无需因为换卷而停机浪费时间,印刷机可以在更短时间内完成更多的印刷任务,更少的交货时间,更加弹性与灵活的生产调度。
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。