一种过滤单元、过滤单元的制造方法及发烟制品
文献发布时间:2023-06-19 19:00:17
技术领域
本发明涉及加热不燃烧烟草技术领域,具体涉及一种过滤单元、过滤单元的制造方法及发烟制品。
背景技术
在烟草加工技术领域中,有些发烟制品是采用三段式结构,有些发烟制品则是采用四段式结构,具体来说,三段式结构的发烟制品包括烟丝段、支撑冷却段和滤棒,四段式结构的发烟制品包括烟丝段、支撑段、冷却段和滤棒,其中,现有发烟制品的支撑段、冷却段和滤棒都以塑料注塑件为主。此类塑料注塑件制造成本高,无法有效降解,不环保。而且,消费者在发烟制品加热抽吸时,热源产生的热量传递到塑料注塑件会产生异味,不仅影响抽吸的风味口感,而且还会对消费者的身体健康产生损害。
因此,提供一种健康环保、便于制造的过滤单元、过滤单元的制造方法及发烟制品,成为本领域亟待解决的问题。
发明内容
本发明的目的在于解决现有技术中发烟制品的支撑段、冷却段和滤棒存在的制造成本高、不环保、会对消费者的身体健康产生损害的问题。
为了解决上述问题,本发明公开了一种过滤单元,应用于发烟制品,过滤单元包括:主体,由植物纤维原料加工而成;气雾通道,沿主体的轴向穿过主体,其中,主体一端为嘴段,用于供用户抽吸,另一端与发烟制品的发烟单元连接。
采用上述技术方案,通过使用容易获取、能够快速降解的植物纤维原料来制造过滤单元的主体,不仅成本低,便于加工制造,而且节能环保,同时,消费者在发烟制品加热抽吸时,热源产生的热量传递到由植物纤维原料制造成的过滤单元后不会产生异味,保证消费者抽吸的风味口感,不会对消费者的身体健康产生损害。
根据本发明的另一具体实施方式,在横截面上,气雾通道的面积与横截面的面积比值范围为0.1至0.75。
根据本发明的另一具体实施方式,气雾通道包括至少一个通道,通道的截面形状包括圆形、多边形、椭圆形、雪花状中的任意一种或几种的组合。
根据本发明的另一具体实施方式,主体为柱状体,主体的截面形状包括圆形、多边形、椭圆形、齿轮形中的任意一种。
根据本发明的另一具体实施方式,主体长度范围为2mm至80mm。
根据本发明的另一具体实施方式,植物纤维原料包括纸原浆。
根据本发明的另一具体实施方式,主体包括主体单元,主体单元能够结合形成主体。
本发明还公开了一种过滤单元的制造方法,用于制造上述实施例中任意一项的过滤单元,包括如下步骤:
制备制造过滤单元的植物纤维原料;
通过吸虑成型装置将植物纤维原料制成过滤单元中主体的湿坯;
通过热压模具对湿坯进行热压干燥成型,形成主体;
通过机加工在主体加工出气雾通道。
根据本发明的另一具体实施方式,热压模具的加热温度范围为100℃至200℃,加热时间在60s-180s之间。
根据本发明的另一具体实施方式,在湿坯热压干燥成型后,通过机加工形成主体单元,主体单元能够结合形成主体。
本发明还公开了一种发烟制品,包括发烟单元和上述实施例中任一项的过滤单元或使用上述实施例中任一项的过滤单元的制造方法制造的过滤单元,过滤单元设于发烟单元的一端或者两端。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细地说明:
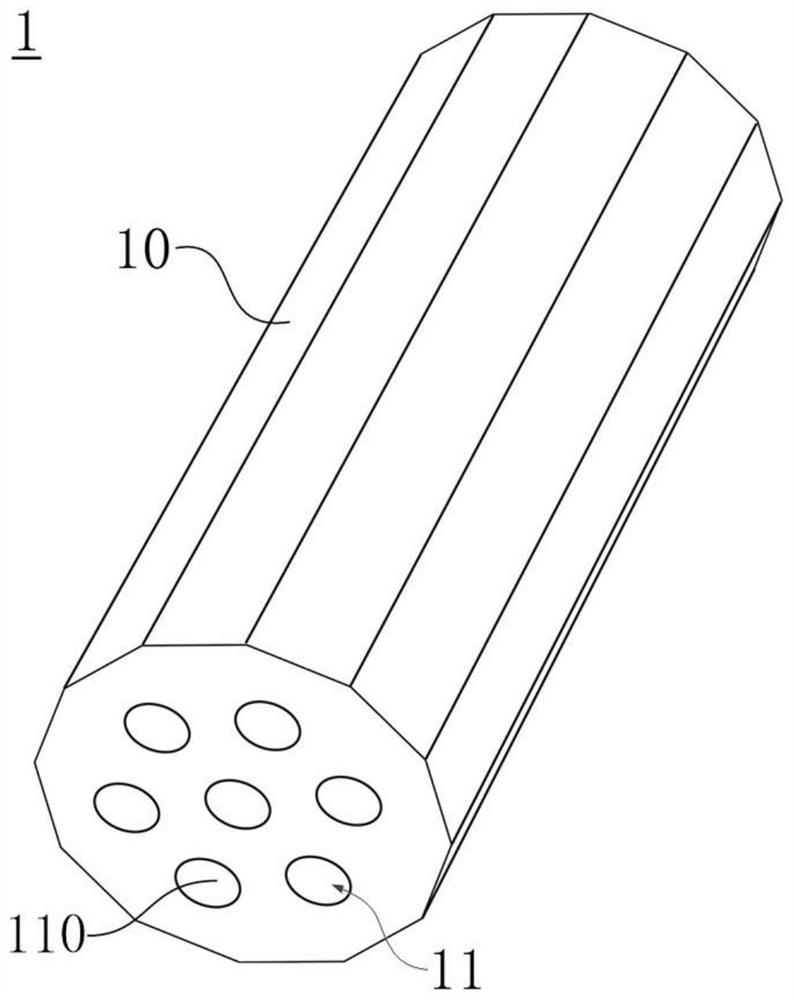
图1是本发明提供的一实施例中一种过滤单元的立体结构示意图;
图2是本发明提供的一实施例中一种过滤单元的立体结构示意图;
图3是本发明提供的一实施例中一种过滤单元的立体结构示意图;
图4是图3中过滤单元的横截面的结构示意图;
图5是本发明提供的一实施例中一种过滤单元的结构拆分示意图;
图6是本发明提供的一实施例中一种发烟制品的结构剖切示意图;
图7是本发明提供的一实施例中一种过滤单元的制造方法的流程示意图。
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。虽然本发明的描述将结合较佳实施例一起介绍,但这并不代表此发明的特征仅限于该实施方式。恰恰相反,结合实施方式作发明介绍的目的是为了覆盖基于本发明的权利要求而有可能延伸出的其它选择或改造。为了提供对本发明的深度了解,以下描述中将包含许多具体的细节。本发明也可以不使用这些细节实施。此外,为了避免混乱或模糊本发明的重点,有些具体细节将在描述中被省略。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本实施例的描述中,需要说明的是,术语“上”、“下”、“内”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
在本实施例的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设有”、“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实施例中的具体含义。
如图1至图7所示,本发明公开了一种过滤单元1,应用于发烟制品2,过滤单元1包括:主体10,由植物纤维原料加工而成;气雾通道11,沿主体10的轴向(如图1中A方向所示)穿过主体10,其中,主体10一端为嘴段100,用于供用户抽吸,另一端与发烟制品2的发烟单元20连接。
也就是说,过滤单元1的主体10主要由植物纤维原料加工而成,在主体10加工完成后,再沿主体10的轴向加工出气雾通道11,使得气雾通道11穿过主体10。在将过滤单元1应用于发烟制品2时,主体10一端为嘴段100,用于供用户抽吸,主体10的另一端与发烟制品2的发烟单元20连接,使得主体10与发烟单元20形成一个整体的发烟制品2。本申请通过使用容易获取、能够快速降解的植物纤维原料来制造过滤单元的主体,不仅成本低,便于加工制造,而且节能环保,同时,消费者在发烟制品加热抽吸时,热源产生的热量传递到由植物纤维原料制造成的过滤单元后不会产生异味,保证消费者抽吸的风味口感,不会对消费者的身体健康产生损害。
其中,在本申请中,植物纤维原料包括纸原浆,具体的,纸原浆可以以废纸、竹浆、甘蔗浆、木浆等植物纤维为原料,根据产品的性能按照需要的比例选择原料进行混合,然后,通过后续的加工过程将植物纤维原料加工成主体10。植物纤维原料容易获取、能够快速降解,不仅成本低,便于加工制造,而且节能环保。在其他实施例中,植物纤维原料也可以为其他的原料,本申请对此不作限定,可以根据实际需要进行合理的选择。
进一步地,参见图5并结合图4所示,在本实施例中,在主体10的横截面上,气雾通道11的面积S2与横截面的面积S1比值范围为0.1至0.75。
具体的,当气雾通道11的面积S2与横截面的面积S1比值为0.1时,也即,气雾通道11的面积S2占主体的横截面面积S1的10%,此时,气雾通道11的面积S2占主体10的横截面的面积S2比较小,发烟单元20在加热时产生的气雾能够消费者的抽吸下通过气雾通道11缓慢地进入消费者的口中。由于气雾通道11的面积S2占主体10的横截面的面积S2比较小,消费者在抽吸时,过滤单元1会产生一定的吸阻,使得消费者能够具有更好的抽吸体验。但是,如果气雾通道11的面积S2占主体10的横截面的面积S2比10%还要小,则会因为气雾通道11的路径较小,无法保证气雾的通过,进而影响消费者的抽吸体验。
具体的,当气雾通道11的面积S2与横截面的面积S1比值为0.75时,也即,气雾通道的面积占主体的横截面面积的75%,此时,气雾通道11的面积S2占主体10的横截面的面积S1比较大,发烟单元20在加热时产生的气雾能够消费者的抽吸下通过气雾通道11快速充足地进入消费者的口中,便于消费者的抽吸。但是,如果气雾通道11的面积S2占主体10的横截面的面积S1比75%还要大,则会因为气雾通道11的路径较大,使得主体10的强度减弱,容易变形,同时,如果气雾通道11的面积S2占比过大,气雾就会快速地进入消费者的口中,容易烫伤消费者的口部,也会使得消费者吸入过多的气雾,进而影响消费者的使用体验。
综上所述,优选地,在主体10的横截面上,气雾通道11的面积S2与横截面的面积S1比值范围为0.1至0.75。在其他实施例中,两者的比值也可以为其他数值,只要能够确保过滤单元的使用性能即可。
进一步地,参见图1至图5所示,在本实施例中,气雾通道11包括至少一个通道110/111,通道110/111的截面形状包括规则,和/或,不规则的形状。通道110/111的截面形状包括圆形、多边形、椭圆形、雪花状中的任意一种或几种的组合。
也就是说,在轴向上,主体10上可以设置多个通道110/111,多个通道110/111共同组成气雾通道11,其中,每个通道110/111的截面形状并不固定,可以相同,也可以不相同。具体的,通道110/111的截面形状可以是规则的形状,如圆形、多边形和椭圆形等,也可以是不规则的形状,如雪花状、半圆形、轮齿形等,还可以是规则的形状和不规则的形状的组合,如中部的通道110为圆形,边缘的通道111为圆形、多边形、椭圆形或者半圆形、轮齿形等,本发明对此不作限定,可以根据实际需要进行合理设置,只要能够在保证主体强度的情况下,保证消费者具有较好的抽吸体验即可。在此种情况下,气雾通道11截面的面积S2为各个通道110/111截面的面积S20之和,也即,S2=∑S20,通过设置多个通道110/111能够使得气雾更加分散,便于气雾的冷却和输送。
同样地,本发明对主体的截面形状也不做限定,可以根据实际需要进行合理的选择和设置。具体的,参见图1至图5所示,在本实施例中,主体10为柱状体,主体10的截面形状包括圆形、多边形、椭圆形、齿轮形中的任意一种。
也即,主体10的截面形状应与发烟单元20的截面形状大致相当,这样才能够保证过滤单元1与发烟单元20能够紧密的结合在一起,形成整个发烟制品2。因此,优选地,主体10为柱状体,其的截面形状可以是圆形,也可以是多边形或者椭圆形,还可以是齿轮形。在其他实施例中,主体的截面形状还可以为其他类型,本发明对此不作限定。
另外,在本实施例中,主体10长度范围为2mm至80mm。主体10的长度也要与发烟单元20的长度相匹配,如果发烟单元20的长度较长,主体10的长度也可以适当的增长,如果发烟单元20的长度较短,主体10的长度也可以适当的缩短,但是为了保证过滤单元1的过滤和降温效果,主体10的长度下限在2mm。
如果主体10的长度小于2mm,那么当发烟单元20被加热后产生的气雾进入过滤单元1的主体10后,气雾停留的时间就会很短,无法对气雾进行有效的冷却和过滤,容易烫伤消费者的口部,同时也会使得消费者吸入过多的气雾,进而使得消费者产生不好的抽吸体验。
另外,如果主体10的长度大于80mm,那么当发烟单元20被加热后产生的气雾进入过滤单元1的主体10后,气雾停留的时间就会很长,气雾无法顺畅的通过过滤单元1,而且,随着主体10的长度增长,过滤单元1产生的吸阻较大,消费者无法将气雾有效的吸入口中,使得消费者产生不好的抽吸体验。
因此,优选地,主体10长度范围为2mm至80mm。在其他实施例中,主体长度也可以为其他数值,只要能够确保过滤单元的使用性能即可。
进一步地,参见图5所示,在本实施例中,主体10包括主体单元101,主体单元101能够结合形成主体10。
也就是说,除了一体成型的加工方式外,主体10也可以通过多个主体单元101依次叠加而成。具体的,在加工过程中,将原料加工成坯料,并将坯料加工成主体10截面形状的主体单元101。然后,再在主体单元101上加工出气雾通道11,最后将设有气雾通道11的主体单元101结合在一起,形成主体10。
在本申请中,对主体单元的结合方式不作限定,可以根据实际需要进行合理的设置和选择。具体的,参见图5所示,在本实施例中,将原料被加工成片状的坯料,坯料的尺寸为2mm厚的40*40mm平板结构,然后通过加工设备对坯料进行加工,获得直径为7.8mm、厚度为2mm的主体单元101,之后再在主体单元101上加工出气雾通道11,将若干个主体单元101通过胶水粘合形成不同长度的主体10,能够适应不同长度的发烟单元20或者发烟制品2,便于过滤单元1的应用。
在其他实施例中,主体单元也可以为其他的结构,并能够通过其他的连接方式形成体,本申请对此不做限定,可以根据实际需要进行合理的选择和设置,只要能够使得主体单元便于加工和装配形成主体即可。
参见图7并结合图1至图6所示,本发明还公开了一种过滤单元的制造方法,用于制造上述实施例中任意一项的过滤单元,包括如下步骤:
S1:制备制造过滤单元的植物纤维原料;
S2:通过吸虑成型装置将植物纤维原料制成过滤单元中主体的湿坯;
S3:通过热压模具对湿坯进行热压干燥成型,形成主体;
S4:通过机加工在主体加工出气雾通道。
也即,在本申请中,过滤单元1的制造方法包含了四个步骤,其中,S1:制备制造过滤单元1的植物纤维原料,主要包括原材料的选择和制备。在本实施例中,优先选用环保的甘蔗浆和竹浆,两者根据过虑单元1的性能选择原材料加入比例,如需要主体10具有较强的硬度,可以增加甘蔗浆的占比,如需要主体10具有较好的韧度,可以增加竹浆的占比,本申请对于两者的比例不作限定,可以根据实际需要进行合理的设置和选择,只要能够保证主体的使用性能即可。
在其他实施例中,也可以选择其他的植物纤维原料作为原材料,如木浆、废纸浆等,各原材料的比例也可以根据实际需要进行合理的选择和设置,本申请对此不作限定。
在S2中,通过吸虑成型装置将植物纤维原料制成过滤单元1中主体10的湿坯。在该步骤中,主要是通过吸虑成型装置把原材料制成湿坯,其中,吸虑成型装置为负压吸虑成型装置,主要是通过负压设备(如真空泵等)将植物纤维原料吸取至成型装置中,使得成型装置将植物纤维原料制成湿坯,也即,吸虑成型装置是按照加工需要将负压设备和成型装置组合而成,两者协同运行,能够将植物纤维原料制成湿坯。
在本实施例中,湿坯的湿度约在70%,这样能够保证湿坯的均匀性,避免出现气泡等缺陷,便于后续的加工。在其他实施例中,湿坯也可以由其他的工艺或者设备加工而成,具有其他的湿度,本发明对此不作限定,可以根据实际需要进行合理的选择和设置,只要能够保证过滤单元加工质量即可。
在S3中,通过热压模具对湿坯进行热压干燥成型,形成主体10。也即,在吸虑成型装置将植物纤维原料制成主体10的湿坯后,热压模具能够对湿坯进行热压干燥成型,使得湿坯的湿度降至3-8%左右,形成主体10。
在本实施例中,热压模具包括上模和下模,在加工时,先将湿坯放置在下模上,然后上模朝下运动,使得上模与下模合模,对湿坯进行热压干燥成型。热压模具在对湿坯进行热压干燥成型的过程中,不仅能够去除湿坯中的水分,还能够根据上模和下模的形状对湿坯进一步塑性,使得湿坯形成特定形状的主体10。如上模和下模合模后的造型为齿轮状,则湿坯就能够被热压模具塑造成齿轮状的主体10。
在本申请中,热压模具的加热温度范围为100℃至200℃,加热时间在60s-180s之间。具体的,在本实施例中,热压模具的上模温度设置范围在120-140℃,热压模具的下模温度设置范围在140-170℃,加热时间在140s-180s之间。如果温度低于100℃,则无法有效的去除湿坯中的水分,也就无法保证主体10的强度;如果温度高于200℃,则会使得主体10过于干燥,变得硬脆,无法保证主体10的使用性能。在其他实施例中,根据湿坯的情况和热压模具的结构,可以选择合适的加热温度和加热时间,本发明对此不作限定,可以根据实际需要进行合理的选择,只要能够在将湿坯加工成主体的情况下保证主体的性能即可。
需要说明是,本发明对湿坯的具体结构和类型不作限定,可以根据实际需要进行合理的选择和设置,只要能够便于加工即可。优选地,在本实施例中,吸虑成型装置能够将植物纤维原料制成与主体的结构相同的湿坯,如吸虑成型装置能够将植物纤维原料制成柱状结构的湿坯,之后通过热压模具对湿坯进行热压干燥成型,就可以得到成型的主体。
进一步地,参见图5所示,在本发明的另一实施例中,在湿坯热压干燥成型后,通过机加工形成主体单元101,主体单元101能够结合形成主体10。
在本实施例中,通过吸虑成型装置和热压模具将植物纤维原料制成片状的坯料,也即,湿坯在热压干燥成型后形成片状的坯料,坯料的尺寸为2mm厚的40*40mm平板结构,然后通过加工设备对坯料进行加工(如模具冲压等),获得直径为7.8mm、厚度为2mm的主体单元101,之后再在主体单元101上加工出气雾通道11,将若干个主体单元101通过胶水粘合形成不同长度的主体10,能够适应不同长度的发烟单元20或者发烟制品2,便于过滤单元1的应用。
在其他实施例中,还可以通过其他的加工方式使得湿坯形成主体,本发明对此不作限定,可以根据实际需要进行合理的选择和设置,只要能够在保证主体性能的前提下便于加工即可。
参见图6所示,本发明还公开了一种发烟制品2,包括发烟单元20和上述实施例中任一项的过滤单元1或使用上述实施例中任一项的过滤单元1的制造方法制造的过滤单元1,过滤单元1设于发烟单元20的一端或者两端。在本实施例中,过滤单元1和发烟单元20可以共用一个裹敷单元,也可以通过独立的接装纸21实现过滤单元1和发烟单元20的连接,本发明对两者的连接方式不作限定,可以根据实际需要进行合理的而设置,只要能够保证两者稳定可靠的连接即可。
综上所述,采用本申请的技术方案,通过使用容易获取、能够快速降解的植物纤维原料来制造过滤单元的主体,不仅成本低,便于加工制造,而且节能环保,同时,消费者在发烟制品加热抽吸时,热源产生的热量传递到由植物纤维原料制造成的过滤单元后不会产生异味,保证消费者抽吸的风味口感,不会对消费者的身体健康产生损害。
虽然通过参照本发明的某些优选实施方式,已经对本发明进行了图示和描述,但本领域的普通技术人员应该明白,以上内容是结合具体的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。本领域技术人员可以在形式上和细节上对其作各种改变,包括做出若干简单推演或替换,而不偏离本发明的精神和范围。