防拖尾全自动蛋糕注浆机
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及蛋糕加工技术领域,尤其涉及一种防拖尾全自动蛋糕注浆机。
背景技术
蛋糕注浆机的用途是按照一定比例混合好的面、蛋、油等蛋糕浆,自动有序完成定点、定量、定时浇注到蛋糕模盒中。申请号202022621470.3公开了一种蛋糕生产线用小型注浆机,包括机箱、料斗、料座、升降机构和泵体机构,升降机构包括手轮、升降支撑杆、水平连接杆和锁紧手柄,四个升降支撑杆布置在机箱顶端的四角,两个水平连接杆的各两端分别与位于同侧的两个升降支撑杆顶端固定连接,料座穿设在两个水平连接杆的杆身上并通过锁紧手柄连接固定,机箱内部设置升降气缸、气缸架和升降电机,料斗安装在料座上方,泵体机构包括主动料辊、从动料辊和泵电机,主动料辊和从动料辊受控于泵电机并穿设在料座的料腔上,料座底端安装有注浆板,注浆板上安装若干注浆嘴。该小型注浆机注浆拖尾的现象较为严重,也大大降低了蛋糕的后期加工质量。
发明内容
本发明的目的是针对上述现有技术的不足,提供一种防拖尾全自动蛋糕注浆机。
本发明的技术方案是以下述方式实现的:
防拖尾全自动蛋糕注浆机,包括机架,机架底面的中心位置固接升降机,升降机的导杆的顶端固接升降气缸,升降气缸的导杆的顶端固接托板,托板的两端平行固接四根滑杆,四根滑杆与机架上面固接的与滑杆相匹配的四个滑道上下滑动连接,四根滑杆的顶端与下料壳体固接,下料壳体两端转动连接下料主动轴、被动轴,下料主动轴上固接下料主动齿轮、下料主动传动齿轮,下料被动轴上固接下料被动齿轮、下料被动传动齿轮;下料主动齿轮与下料被动齿轮啮合,下料主动传动齿轮与下料被动传动齿轮啮合;下料主动轴与下料减速箱传动连接,下料减速箱与下料电动机传动连接;下料壳体上端与料斗联通,下料壳体下端设置有注浆开关装置,注浆开关装置的开关座下端设置有多个注浆嘴;注浆嘴对应的机架的侧边上设置光电开关;注浆嘴下方设置送模装置,送模装置包括机架上固接的送模架,送模架两端转动连接送模主、被动辊,送模主、被动辊撑紧传动传动带,送模主动辊与送模减速箱传动连接,送模减速箱与送模电动机传动连接;机架内设置有气泵;气泵与升降气缸气连接;机架上设置有电器箱,电器箱上设置有PLC、送模电动机、升降气缸、开关气缸、下料电动机控制器,PLC控制器分别与送模电动机、升降气缸、开关气缸、下料电动机控制器以及光电开关电连接;所述注浆开关装置包括下料壳体下端固接的开关座,开关座中间上端沿轴向设置有开关座长槽,开关座长槽与下料壳体联通,开关座下部沿轴向设置与开关轴相匹配的开关轴孔,开关轴孔中间与开关座长槽联通,开关座下部与开关轴孔联通设置有多个开关座出浆孔,开关座出浆孔上螺纹连接注浆嘴;开关轴孔密封转动连接开关轴,开关轴沿径向通过轴心与开关座长槽对应设置有开关轴长槽通孔;开关轴的一端固接开关齿轮,开关齿轮与开关齿条啮合,开关齿条分别与滑杆上固接的开关齿条滑道滑动连接、开关气缸的导杆的顶端固接;在定圈浇注结束电动机传动停止转动后,PLC控制器立即控制下料电动机控制器使下料电动机传动反向转动,并通过下料减速箱带动下料主动轴反向转动,下料主动轴带动下料主动传动齿轮反向转动,下料主动传动齿轮带动下料被动传动齿轮反向转动半圈,从而使啮合的下料主动齿轮与下料被动齿轮把开关座长槽内的蛋糕原料向上回吸,同时,关闭开关轴。
所述注浆嘴上设置有注浆嘴孔,注浆嘴孔与开关座出浆孔联通。
本发明具有以下优点:
该防拖尾全自动蛋糕注浆机,将PLC自动控制技术、机电自动控制技术、气电自动控制技术、光电传感技术与传统的机械设计相结合,将设置的通电、加料、送模、光电感应停止送模、下降料斗、开关轴打开、定圈浇注、反转回吸、开关轴关闭、上升料斗、出模实现了有机的组合,将蛋糕注浆技术升级换代为自动送模、升降料斗、开闭开关轴、定圈浇注、反转回吸、出模的定时定量定点浇注的全自动控制技术,大大提高了生产效率,满足现代化生产的需求,适合推广使用。
该防拖尾全自动蛋糕注浆机设置的注浆开关装置,在定圈浇注结束时,立即使开关座出浆孔与开关座长槽关闭,防止了开关座长槽中的蛋糕浆继续外流,避免了注浆拖尾现象的发生,也大大提高了蛋糕的后期加工质量。
该防拖尾全自动蛋糕注浆机在定圈浇注结束电动机传动停止转动后,立即反转回吸,使啮合的下料主动齿轮与下料被动齿轮把开关座长槽内的蛋糕原料向上回吸,使关座长槽内的蛋糕原料的压力减小,立即阻断了开关座长槽中的蛋糕浆的外流,进一步防止了开关座长槽中的蛋糕浆继续外流,也进一步避免了注浆拖尾现象的发生,同时也进一步提高了蛋糕的后期加工质量。
附图说明
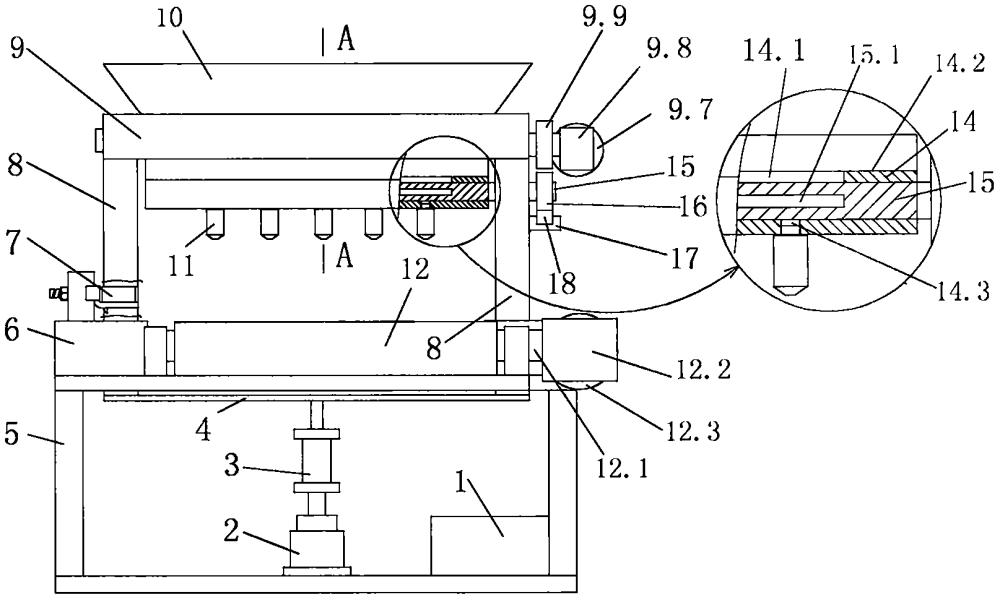
附图1是防拖尾全自动蛋糕注浆机的结构示意图。
附图2是附图1的右视图。
附图3是附图1的A-A剖面图。
图中:1-气泵、2-升降机、3-升降气缸、4-托板、5-机架、6-滑道、7-光电开关、8-滑杆、9-下料装置、9.1-下料壳体、9.2-下料被动齿轮、9.3-下料被动轴、9.4-下料出料孔、9.5-下料主动轴、9.6-下料主动齿轮、9.7-下料电动机传动、9.8-下料减速箱、9.9-下料被动传动齿轮、9.10-下料主动传动齿轮、10-料斗、11-注浆嘴、11.1-注浆嘴孔、12-送模装置、12.1-送模主动辊、12.2-送模减速箱、12.3-送模电动传动、12.4-传动带、12.5-送模被动辊、12.6-送模架、13-电器箱、13.1-PLC控制器、13.2-升降气缸控制器、13.3-送模电动机控制器、13.4-下料电动机控制器、13.5-开关气缸控制器、14-开关座、14.1-开关座长槽、14.2-开关轴孔、14.3-开关座出浆孔、15-开关轴、15.1-开关轴长槽通孔、16-开关齿轮、17-开关齿条滑道、18-开关齿条、19-开关气缸。
具体实施方式
下面结合附图对本发明作进一步的说明。
如附图1-3所示,防拖尾全自动蛋糕注浆机,包括机架5,机架5底面的中心位置固接升降机2,升降机2的导杆的顶端固接升降气缸3,升降气缸3的导杆的顶端固接托板4,托板4的两端平行固接四根滑杆8,四根滑杆8与机架5上面固接的与滑杆8相匹配的四个滑道6上下滑动连接,四根滑杆8的顶端与下料壳体9.1固接,下料壳体9.1两端转动连接下料主动轴9.5、下料被动轴9.3,下料主动轴9.3上固接下料主动齿轮9.6、下料主动传动齿轮9.10,下料被动轴9.3上固接下料被动齿轮9.2、下料被动传动齿轮9.9;下料主动齿轮9.6与下料被动齿轮9.2啮合,下料主动传动齿轮9.10与下料被动传动齿轮9.9啮合;下料主动轴9.5与下料减速箱9.8传动连接,下料减速箱9.8与下料电动机传动9.7连接;下料壳体9.1上端与料斗10联通,下料壳体9.1下端设置有注浆开关装置,注浆开关装置的开关座14下端设置有多个注浆嘴11;注浆嘴11对应的机架5的侧边上设置光电开关7;注浆嘴11下方设置送模装置12,送模装置12包括机架5上固接的送模架12.6,送模架12.6两端转动连接送模主动辊12.1、送模被动辊12.5,送模主动辊12.1、送模被动辊12.5撑紧传动传动带12.4,送模主动辊12.1与送模减速箱12.2传动连接,送模减速箱12.2与送模电动机12.3传动连接;机架5内设置有气泵1;气泵1与升降气缸3气连接;机架5上设置有电器箱13,电器箱13上设置有PLC控制器13.1、送模电动机控制器13.3、升降气缸控制器13.2、开关气缸控制器13.5、下料电动机控制器13.4,PLC控制器13.1分别与送模电动机控制器13.3、升降气缸控制器13.2、开关气缸控制器13.5、下料电动机控制器13.4以及光电开关7电连接。所述注浆开关装置包括下料壳体9.1下端固接的开关座14,开关座14中间上端沿轴向设置有开关座长槽14.1,开关座长槽14.1与下料壳体9.1联通,开关座14下部沿轴向设置与开关轴15相匹配的开关轴孔14.2,开关轴孔14.2中间与开关座长槽14.1联通,开关座14下部与开关轴孔14.2联通设置有多个开关座出浆孔14.3,开关座出浆孔14.3上螺纹连接注浆嘴11;开关轴孔14.2密封转动连接开关轴15,开关轴15沿径向通过轴心与开关座长槽14.1对应设置有开关轴长槽通孔15.1;开关轴15的一端固接开关齿轮16,开关齿轮16与开关齿条18啮合,开关齿条18分别与滑杆上8固接的开关齿条滑道17滑动连接、开关气缸19的导杆的顶端固接。该防拖尾全自动蛋糕注浆机设置的注浆开关装置,在定圈浇注结束时,立即使开关座出浆孔与开关座长槽关闭,防止了开关座长槽中的蛋糕浆继续外流,避免了注浆拖尾现象的发生,也大大提高了蛋糕的后期加工质量。
所述注浆嘴11上设置有注浆嘴孔11.1,注浆嘴孔11.1与开关座出浆孔14.3联通。
本发明的工作原理如下:
1、通电、加料、送模:接通电源,将调好的蛋糕浆进入到料斗10中,PLC控制器13.1控制送模电动机控制器13.3使送模电动机12.3转动,送模电动机12.3通过送模减速箱12.2带动送模主动辊12.1转动,送模主动辊12.1带动传动带12.4绕送模被动辊12.5转动,传动带12.4带动传动带12.4上的蛋糕模盒向前移动;
2、光电感应停止送模:当光电开关7感应蛋糕模盒向前移动到注浆嘴孔11.1正下方时,光电开关7给PLC控制器13.1一个信号,PLC控制器13.1控制送模电动机控制器13.3使送模电动机12.3停止转动;
3、下降料斗:PLC控制器13.1控制升降气缸控制器13.2使升降气缸3的导杆缩短,并通过托板4带动两端的四根滑杆8沿滑道6向下滑动,从而带动下料装置9以及料斗10向下降落到预设的注浆嘴孔11.1与蛋糕模盒的距离;
4、开关轴打开:PLC控制器13.1控制开关气缸控制器13.5使开关气缸19的导杆缩短,带动开关齿轮16开关齿条18在开关齿条滑道17里滑动,开关齿条18带动开关齿轮16转动,开关齿轮16带动开关轴15转动90度角,使开关座出浆孔14.3与开关座长槽14.1联通;
5、定圈浇注:PLC控制器13.1控制下料电动机控制器控制器13.4使下料电动机传动9.7转动,并通过下料减速箱9.8带动下料主动轴9.5转动,下料主动轴9.5带动下料主动传动齿轮9.10转动,下料主动传动齿轮9.10带动下料被动传动齿轮9.9反转,从而使啮合的下料主动齿轮9.6与下料被动齿轮9.2把蛋糕原料向下挤压,蛋糕原料通过下料出料孔9.4、注浆嘴孔11.1浇注到蛋糕模盒内,当达到预设的转动圈数时,PLC控制器13.1控制下料电动机控制器控制器13.4使下料电动机传动9.7停止转动;
6、反转回吸:PLC控制器13.1立即控制下料电动机控制器控制器13.4使下料电动机传动9.7反向转动,并通过下料减速箱9.8带动下料主动轴9.5反向转动,下料主动轴9.5带动下料主动传动齿轮9.10反向转动,下料主动传动齿轮9.10带动下料被动传动齿轮9.9反向转动半圈,从而使啮合的下料主动齿轮9.6与下料被动齿轮9.2把开关座长槽14.1内的蛋糕原料向上回吸;该防拖尾全自动蛋糕注浆机在定圈浇注结束电动机传动停止转动后,立即反转回吸,使啮合的下料主动齿轮与下料被动齿轮把开关座长槽内的蛋糕原料向上回吸,使关座长槽内的蛋糕原料的压力减小,立即阻断了开关座长槽中的蛋糕浆的外流,进一步防止了开关座长槽中的蛋糕浆继续外流,也进一步避免了注浆拖尾现象的发生,同时也进一步提高了蛋糕的后期加工质量;
7、开关轴关闭:在反转回吸的同时,PLC控制器13.1控制开关气缸控制器13.5使开关气缸19的导杆伸长,推动开关齿轮16开关齿条18在开关齿条滑道17里滑动,开关齿条18带动开关齿轮16转动,开关齿轮16带动开关轴15反向转动90度角,使开关座出浆孔14.3与开关座长槽14.1关闭;
8、上升料斗:PLC控制器13.1控制升降气缸控制器13.2使升降气缸3的导杆伸长,并通过托板4带动两端的四根滑杆8沿滑道6向上滑动,从而带动下料装置9以及料斗10向上上升到预设的的位置;
9、出模:PLC控制器13.1控制送模电动机控制器13.3使送模电动机12.3转动,送模电动机12.3通过送模减速箱12.2带动送模主动辊12.1转动,送模主动辊12.1带动传动带12.4绕送模被动辊12.5转动,传动带12.4带动传动带12.4上的已注完蛋糕浆的蛋糕模盒向前移动,进入下一道加工程序,实现了蛋糕注浆的定量定时定点全自动控制。
该防拖尾全自动蛋糕注浆机,将PLC自动控制技术、机电自动控制技术、气电自动控制技术、光电传感技术与传统的机械设计相结合,将设置的通电、加料、送模、光电感应停止送模、下降料斗、开关轴打开、定圈浇注、反转回吸、开关轴关闭、上升料斗、出模实现了有机的组合,将蛋糕注浆技术升级换代为自动送模、升降料斗、开闭开关轴、定圈浇注、反转回吸、出模的定时定量定点浇注的全自动控制技术,大大提高了生产效率,满足现代化生产的需求,适合推广使用。
以上通过实施例形式的具体实施方式,对本发明作了详细的说明,但不应将此理解为本发明上述主题范围仅限于以上的具体实施方式,凡基于本发明上述内容所以实现的技术均属于本发明的范围。