叠层型压电陶瓷全电极结构及其制造工艺
文献发布时间:2023-06-19 19:37:02
技术领域
本发明属于压电陶瓷技术领域,具体涉及叠层型压电陶瓷全电极结构及其制造工艺。
背景技术
压电陶瓷是一种能够将机械能和电能互相转换的信息功能陶瓷材料-压电效应,压电陶瓷除具有压电性外,还具有介电性、弹性等,已被广泛应用于医学成像、声传感器、声换能器、超声马达等。压电陶瓷利用其材料在机械应力作用下,引起内部正负电荷中心相对位移而发生极化,导致材料两端表面出现符号相反的束缚电荷即压电效应而制作,具有敏感的特性,压电陶瓷主要用于制造超声换能器、水声换能器、电声换能器、陶瓷滤波器、陶瓷变压器、陶瓷鉴频器、高压发生器、红外探测器、声表面波器件、电光器件、引燃引爆装置和压电陀螺等,除了用于高科技领域,它更多的是在日常生活中为人们服务;
但是现有叠层压电陶瓷在使用过程中由于外部绝缘层(非电极输出面)没有压电特性,无变形,有效压电陶瓷在电压的作用下产生变形,带动外部的绝缘层拉伸,绝缘层束缚内部变形,致压电陶瓷输出力变小;并且在反复变形过程中绝缘层反复拉伸产生疲劳损伤,减小压电陶瓷的使用时间。
发明内容
针对上述背景技术所提出的问题,本发明的目的是:旨在提供叠层型压电陶瓷全电极结构及其制造工艺。
为实现上述技术目的,本发明采用的技术方案如下:
叠层型压电陶瓷全电极结构,包括上绝缘层、外部正电极层、外部负电极层、下绝缘层、压电介质层、内部正电极层和内部全负电极层,所述上绝缘层与下绝缘层分别设置在上下两端面,所述外部正电极层与外部负电极层呈相对设置在两个侧面上,所述外部正电极层与内部正电极层相连接,所述外部负电极层与内部全负电极层相连接,所述内部正电极层与内部全负电极层相互交错设置,所述压电介质层设置在内部正电极层与内部全负电极层之间。
进一步限定,所述外部正电极层与外部负电极层为丝网印刷银浆,烧结后形成电极。
进一步限定,所述压电介质层为含有压电特性材料的薄膜层,材料为锆钛酸铅组成的钙钛矿组成。
进一步限定,所述内部正电极层与内部全负电极层均为银钯电极浆料生产制作。
进一步限定,所述内部正电极层外形结构为导圆角矩形薄膜,共有六个面,在外部正电极层所在面裸露,其它三面和上下面被压电介质层包裹。
进一步限定,所述内部全负电极层外形结构为矩形薄膜,共有六个面,在外部负电极层所在面和相邻两面裸露,上下面和外部正电极层所在面被压电介质层包裹。
叠层型压电陶瓷全电极结构的制造工艺,其特征在于:包括以下步骤:
S1:将压电介质薄膜多张叠层按设计好的厚度进行热压,以45微米厚的压电介质薄膜叠层10张,进行热压,热压温度70度,压力80Kg力,形成下绝缘层;
S2:将S1中压结好的下绝缘层上面印刷内部正电极层进行烘干,烘干温度80度,烘干完成后,在内部正电极层上叠压电介质薄膜进行热压,热压完成后,在压电介质薄膜上印刷内部全负电极层,再次烘干,如上描述的过程,将内部正电极层,压电介质层和内部全负电极层反复叠层,按设计要求叠层至指定高度,在最上面叠层上绝缘层;
S3:将S2中叠层完成后将叠层型压电陶瓷塑封,进行均压,温度80度,压力80Mpa,均压时间10分钟;
S4:将S3中均压完成后的叠层型压电陶瓷塑封进行切割,切割刀温度80度,压力10kg力;
S5:在S4中切割完成后,进行排胶,排胶温度0到550度;排胶时间3天;
S6:在S5中排胶完成后,进行烧结,烧结温度1030度,烧结时间1天;
S7:将S6中烧结完成的叠层型压电陶瓷进行研磨,研磨上下面平行度小于5微米,尺寸公差小于5微米;侧面平行度小于50微米,尺寸差小于50微米;
S8:在S7中叠层型压电陶瓷外形尺寸加工完成后,制备外部正电极层与外部负电极层,再内部正电极层和内部全负电极层裸露的侧面分别丝网印刷电极,印刷完成后,烧结外部正电极层与外部负电极层,烧结温度850度,烧接时间12个小时;
S9:在S8中外部正电极层与外部负电极层烧结完成后,对叠层型压电陶瓷进行极化,极化电压300V,时间1天,从而完成制造。
本发明的有益效果为:本发明改变电极结构,使电极结构分离非电极侧面的刚度,大大减小了叠层型压电陶瓷侧面的应力集中,长期工作过程中压电陶瓷会不断变形,应力集中点会在使用1亿次后疲劳损坏,改善后使用时间可延长到5亿次以上。
附图说明
本发明可以通过附图给出的非限定性实施例进一步说明;
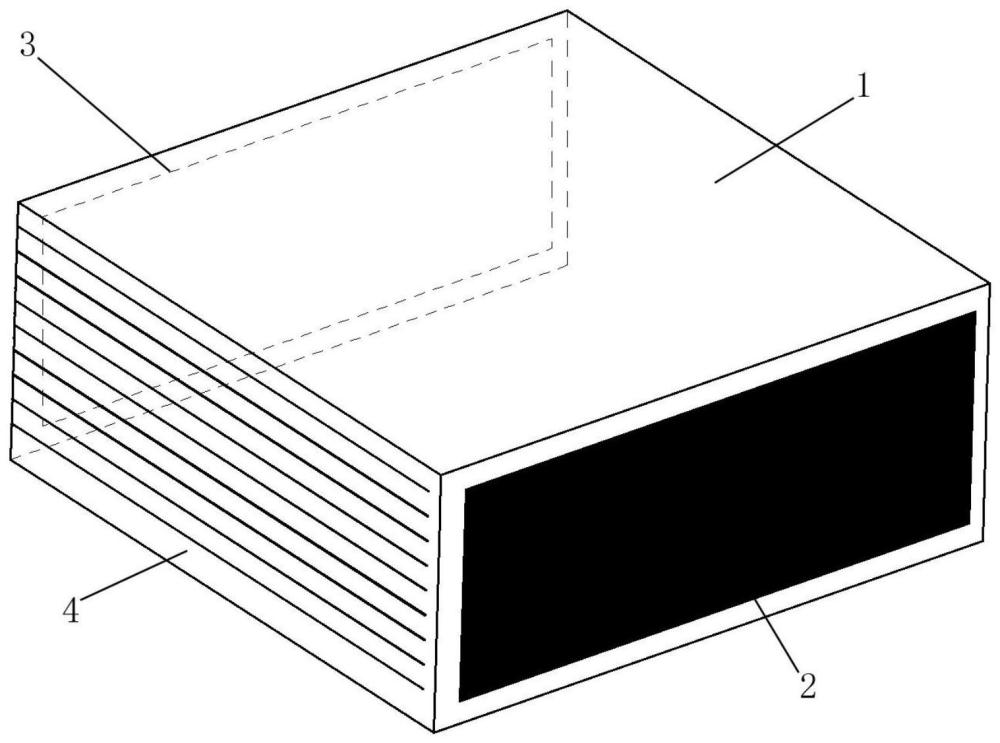
图1为本发明实施例叠层型压电陶瓷全电极结构的外部结构示意图;
图2为本发明实施例叠层型压电陶瓷全电极结构的内部结构示意图;
图3为本发明实施例叠层型压电陶瓷全电极结构的内部爆炸结构示意图;
主要元件符号说明如下:
上绝缘层1、外部正电极层2、外部负电极层3、下绝缘层4、压电介质层5、内部正电极层6、内部全负电极层7。
具体实施方式
为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
如图1-3所示,本发明的叠层型压电陶瓷全电极结构,包括上绝缘层1、外部正电极层2、外部负电极层3、下绝缘层4、压电介质层5、内部正电极层6和内部全负电极层7,上绝缘层1与下绝缘层4分别设置在上下两端面,外部正电极层2与外部负电极层3呈相对设置在两个侧面上,外部正电极层2与内部正电极层6相连接,外部负电极层3与内部全负电极层7相连接,内部正电极层6与内部全负电极层7相互交错设置,压电介质层5设置在内部正电极层6与内部全负电极层7之间。
优选外部正电极层2与外部负电极层3为丝网印刷银浆,烧结后形成电极。
优选压电介质层5为含有压电特性材料的薄膜层,材料为锆钛酸铅组成的钙钛矿组成。
优选内部正电极层6与内部全负电极层7均为银钯电极浆料生产制作。
优选内部正电极层6外形结构为导圆角矩形薄膜,共有六个面,在外部正电极层2所在面裸露,其它三面和上下面被压电介质层5包裹。
优选内部全负电极层7外形结构为矩形薄膜,共有六个面,在外部负电极层3所在面和相邻两面裸露,上下面和外部正电极层2所在面被压电介质层5包裹。
叠层型压电陶瓷全电极结构的制造工艺,其特征在于:包括以下步骤:
S1:将压电介质薄膜多张叠层按设计好的厚度进行热压,以45微米厚的压电介质薄膜叠层10张,进行热压,热压温度70度,压力80Kg力,形成下绝缘层4;
S2:将S1中压结好的下绝缘层4上面印刷内部正电极层6进行烘干,烘干温度80度,烘干完成后,在内部正电极层6上叠压电介质薄膜进行热压,热压完成后,在压电介质薄膜上印刷内部全负电极层7,再次烘干,如上描述的过程,将内部正电极层6,压电介质层5和内部全负电极层7反复叠层,按设计要求叠层至指定高度,在最上面叠层上绝缘层1;
S3:将S2中叠层完成后将叠层型压电陶瓷塑封,进行均压,温度80度,压力80Mpa,均压时间10分钟;
S4:将S3中均压完成后的叠层型压电陶瓷塑封进行切割,切割刀温度80度,压力10kg力;
S5:在S4中切割完成后,进行排胶,排胶温度0到550度;排胶时间3天;
S6:在S5中排胶完成后,进行烧结,烧结温度1030度,烧结时间1天;
S7:将S6中烧结完成的叠层型压电陶瓷进行研磨,研磨上下面平行度小于5微米,尺寸公差小于5微米;侧面平行度小于50微米,尺寸差小于50微米;
S8:在S7中叠层型压电陶瓷外形尺寸加工完成后,制备外部正电极层2与外部负电极层3,再内部正电极层6和内部全负电极层7裸露的侧面分别丝网印刷电极,印刷完成后,烧结外部正电极层2与外部负电极层3,烧结温度850度,烧接时间12个小时;
S9:在S8中外部正电极层2与外部负电极层3烧结完成后,对叠层型压电陶瓷进行极化,极化电压300V,时间1天,从而完成制造。
本实施例中,在下绝缘层4表面印制银钯材料的内部正电极层6,在放一层微米厚度的压电介质层5,热压粘接后,在向压接好的压电介质层5上表面印制银钯材料的内部全负电极层7,按上面描述的顺序依次叠层到90层或更多层数,并在最上面叠层上绝缘层1,进行温等静压,压好后切割成方形,放入高温炉按一定梯度烧结,烧接后在两侧电极端印制银材料的外部正电极层2和外部负电极层3,压电陶瓷极化后,在外部正电极层2上施加电压压电介质层5受电场作用,压电陶瓷产生内部电畴运动,压电陶瓷输出位移,施加的电压和叠层型压电陶瓷输出的位移接近线性关系,从而实现对微纳米运动控制。
其中,上绝缘层和下绝缘层采用一体烧结结构制造,上绝缘层1和下绝缘层4作用为与外接设备安装固定面,可隔绝内部电极与安装位置设备的导电,外部正电极层2连接内部结构中的每一组内部正电极层6,外部负电极层3连接内部结构中的每一组内部全负电极层7,形成正负电极层的插指结构,在压电介质层5上下面加均布电场后,压电介质层产生压电效应,跟据电压的大小产生不同的变形,内部正电极层6为叠层压电陶瓷内部正电极层,用丝网印板将正极图形印在压电介质层上面,作用是将正电极均布在压电介质层上,内部全负电极层7为叠层压电陶瓷内部负电极层,用丝网印板将负极图形印在压电介质层上面,作用是将负电极均布在压电介质层上。
上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。